
用于差速器半轴齿轮毛坯综合金加工的定位夹具.pdf

靖烟****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于差速器半轴齿轮毛坯综合金加工的定位夹具.pdf
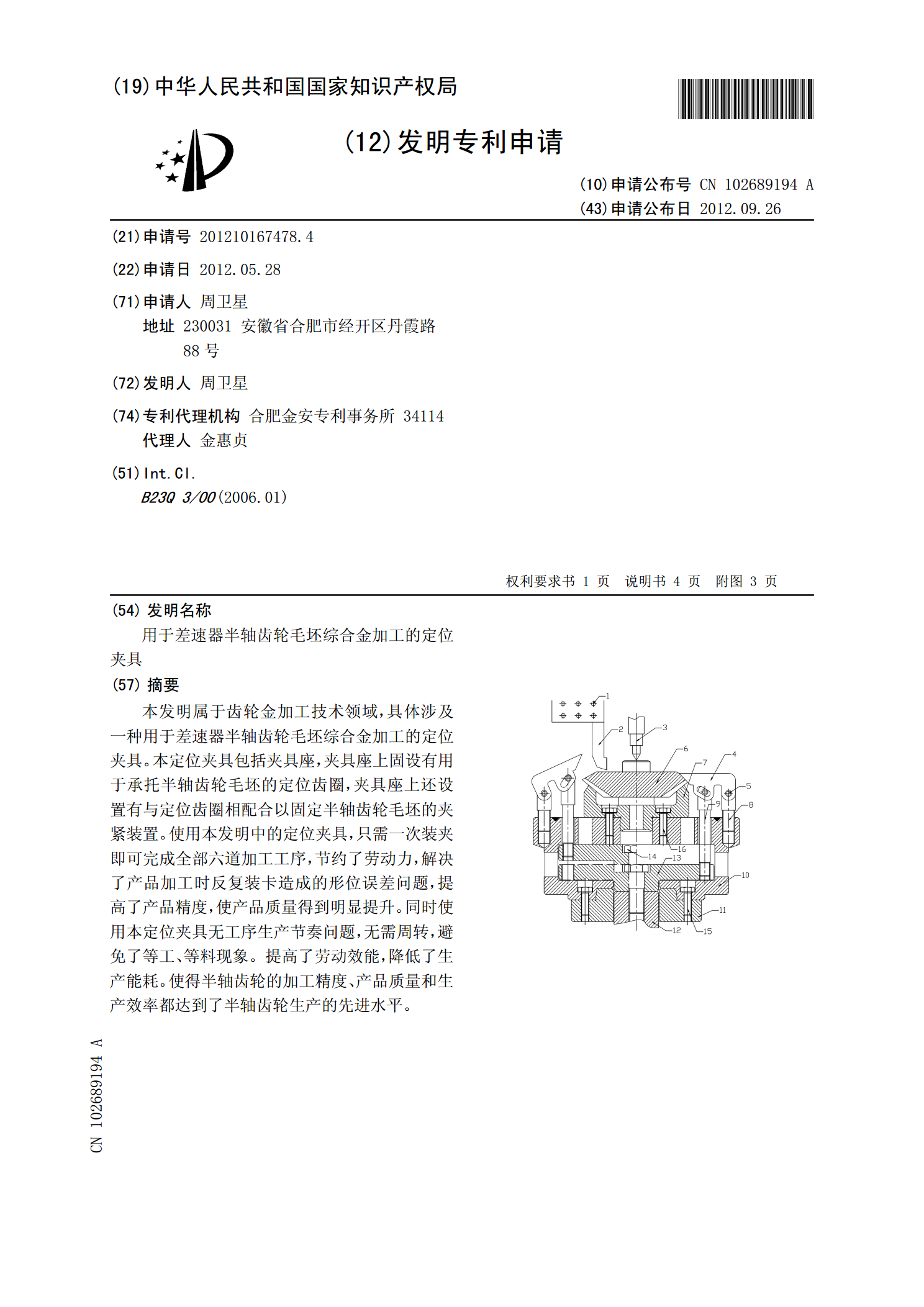
本发明属于齿轮金加工技术领域,具体涉及一种用于差速器半轴齿轮毛坯综合金加工的定位夹具。本定位夹具包括夹具座,夹具座上固设有用于承托半轴齿轮毛坯的定位齿圈,夹具座上还设置有与定位齿圈相配合以固定半轴齿轮毛坯的夹紧装置。使用本发明中的定位夹具,只需一次装夹即可完成全部六道加工工序,节约了劳动力,解决了产品加工时反复装卡造成的形位误差问题,提高了产品精度,使产品质量得到明显提升。同时使用本定位夹具无工序生产节奏问题,无需周转,避免了等工、等料现象。提高了劳动效能,降低了生产能耗。使得半轴齿轮的加工精度、产品质量
差速器半轴齿轮选垫机.pdf
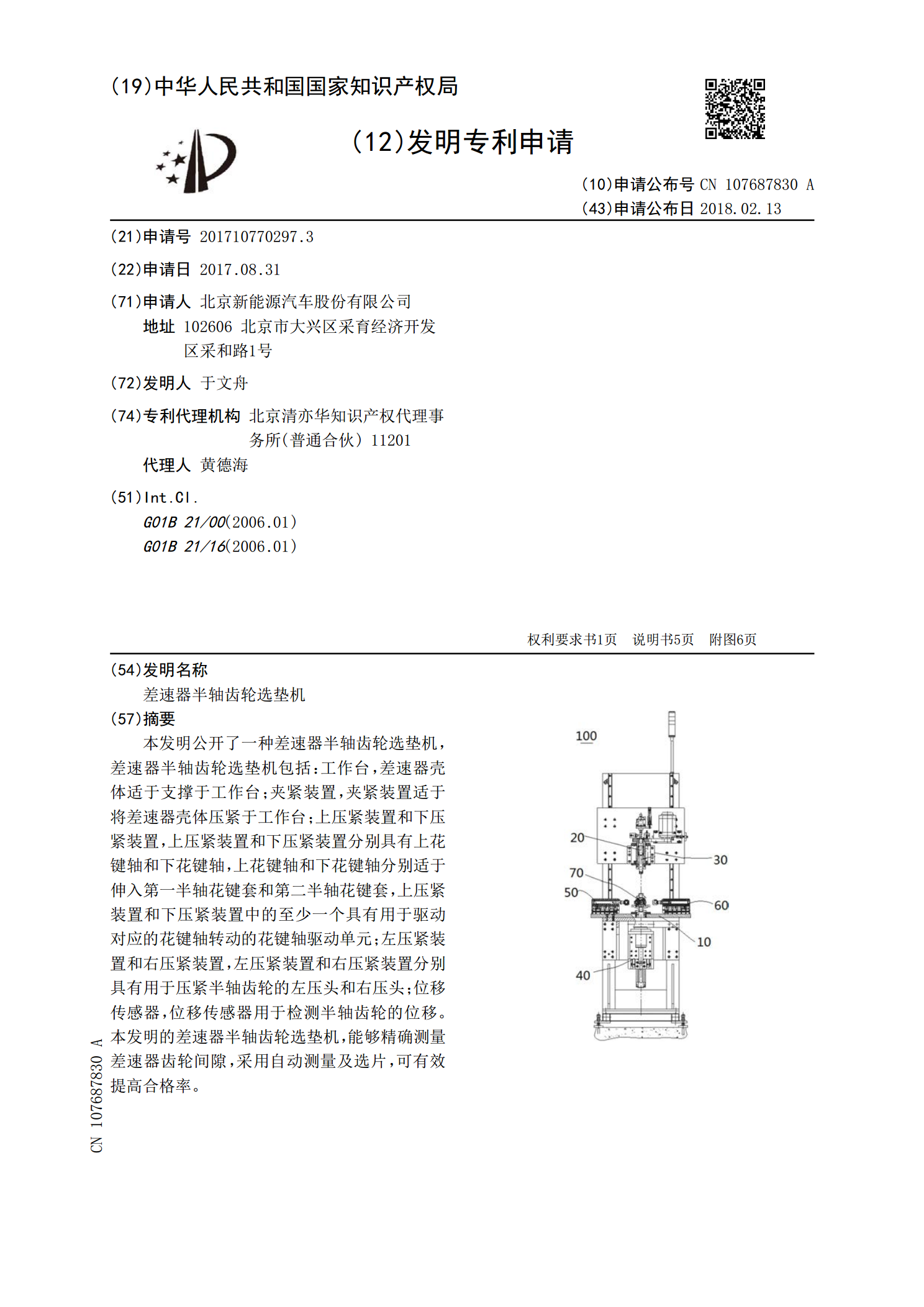
本发明公开了一种差速器半轴齿轮选垫机,差速器半轴齿轮选垫机包括:工作台,差速器壳体适于支撑于工作台;夹紧装置,夹紧装置适于将差速器壳体压紧于工作台;上压紧装置和下压紧装置,上压紧装置和下压紧装置分别具有上花键轴和下花键轴,上花键轴和下花键轴分别适于伸入第一半轴花键套和第二半轴花键套,上压紧装置和下压紧装置中的至少一个具有用于驱动对应的花键轴转动的花键轴驱动单元;左压紧装置和右压紧装置,左压紧装置和右压紧装置分别具有用于压紧半轴齿轮的左压头和右压头;位移传感器,位移传感器用于检测半轴齿轮的位移。本发明的差速

用于半轴齿轮磨外圆端面的夹具.pdf
本发明涉及机械工装技术领域,特别涉及用于半轴齿轮磨外圆端面的夹具,包括夹具本体,夹具本体包括基座和延伸至基座内的拉杆,拉杆的一端穿过基座延伸至机床拉杆中,拉杆的另一端设置有推板,拉杆的外侧周向依次向外套设有弹性的胀芯和胀套,胀芯的周向设有凸台,凸台与基座固定连接。本发明通过对半轴齿轮的中心进行胀紧定位,且设置胀芯的凸台与基座固定连接,胀芯的中心不会发生偏离,从而防止齿轮外圆两边的磨削量不同。
一种用于齿轮毛坯加工的定位工具.pdf
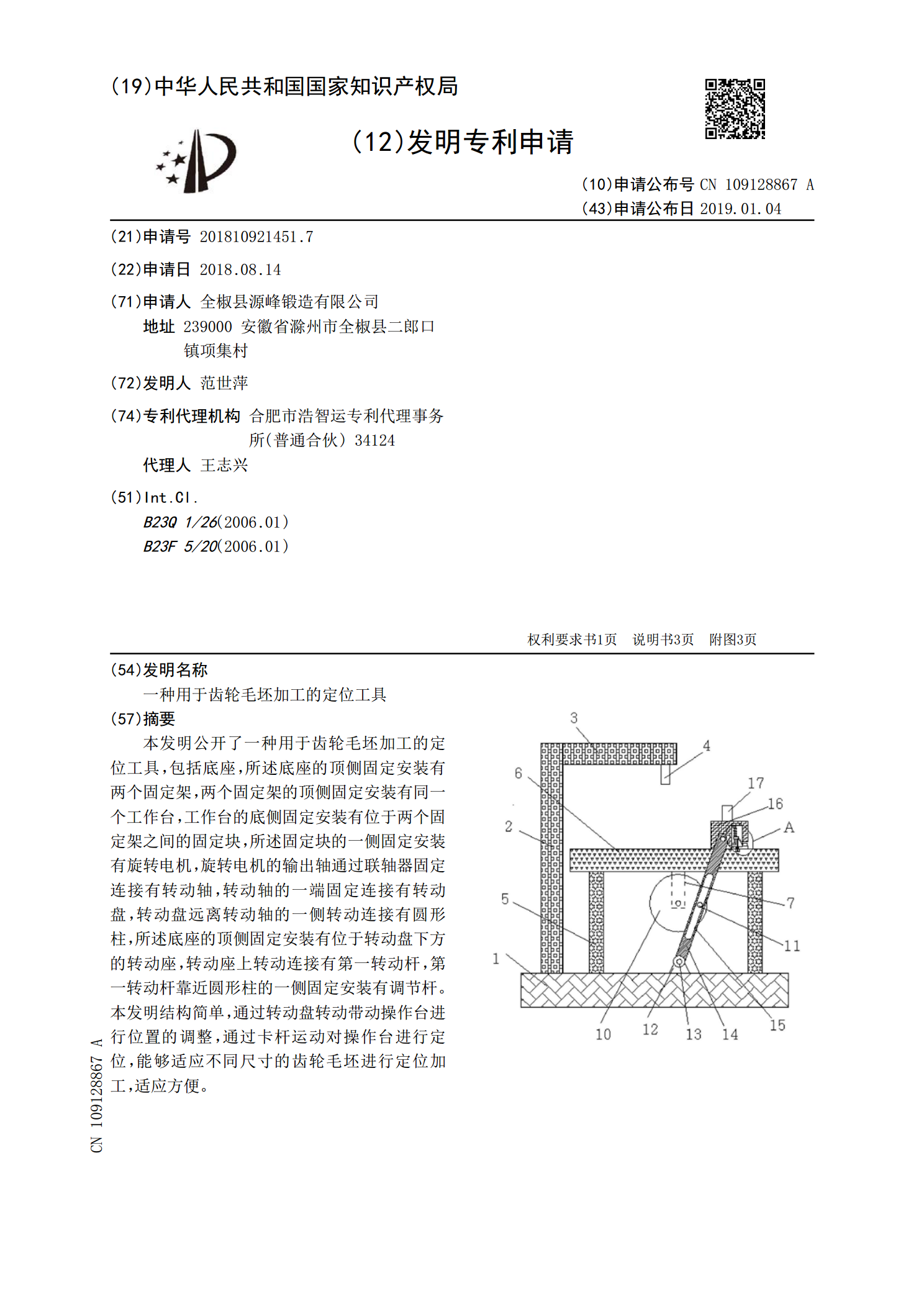
本发明公开了一种用于齿轮毛坯加工的定位工具,包括底座,所述底座的顶侧固定安装有两个固定架,两个固定架的顶侧固定安装有同一个工作台,工作台的底侧固定安装有位于两个固定架之间的固定块,所述固定块的一侧固定安装有旋转电机,旋转电机的输出轴通过联轴器固定连接有转动轴,转动轴的一端固定连接有转动盘,转动盘远离转动轴的一侧转动连接有圆形柱,所述底座的顶侧固定安装有位于转动盘下方的转动座,转动座上转动连接有第一转动杆,第一转动杆靠近圆形柱的一侧固定安装有调节杆。本发明结构简单,通过转动盘转动带动操作台进行位置的调整,通
一种锥齿轮半轴齿轮热后精加工夹具.pdf
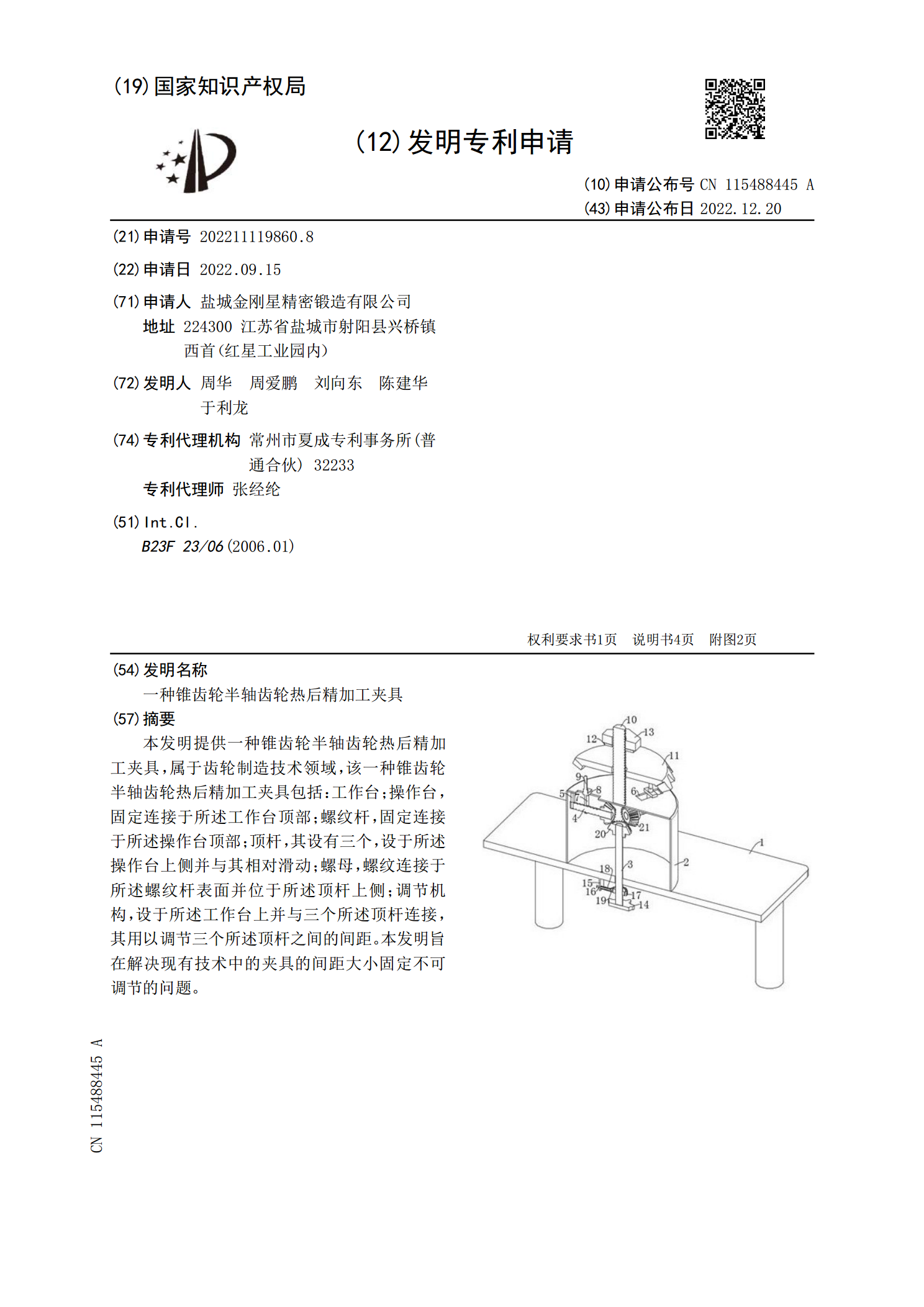
本发明提供一种锥齿轮半轴齿轮热后精加工夹具,属于齿轮制造技术领域,该一种锥齿轮半轴齿轮热后精加工夹具包括:工作台;操作台,固定连接于所述工作台顶部;螺纹杆,固定连接于所述操作台顶部;顶杆,其设有三个,设于所述操作台上侧并与其相对滑动;螺母,螺纹连接于所述螺纹杆表面并位于所述顶杆上侧;调节机构,设于所述工作台上并与三个所述顶杆连接,其用以调节三个所述顶杆之间的间距。本发明旨在解决现有技术中的夹具的间距大小固定不可调节的问题。