
双向拉伸薄膜捆绑式横向拉伸方法与装置.pdf

玉军****la


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双向拉伸薄膜捆绑式横向拉伸方法与装置.pdf
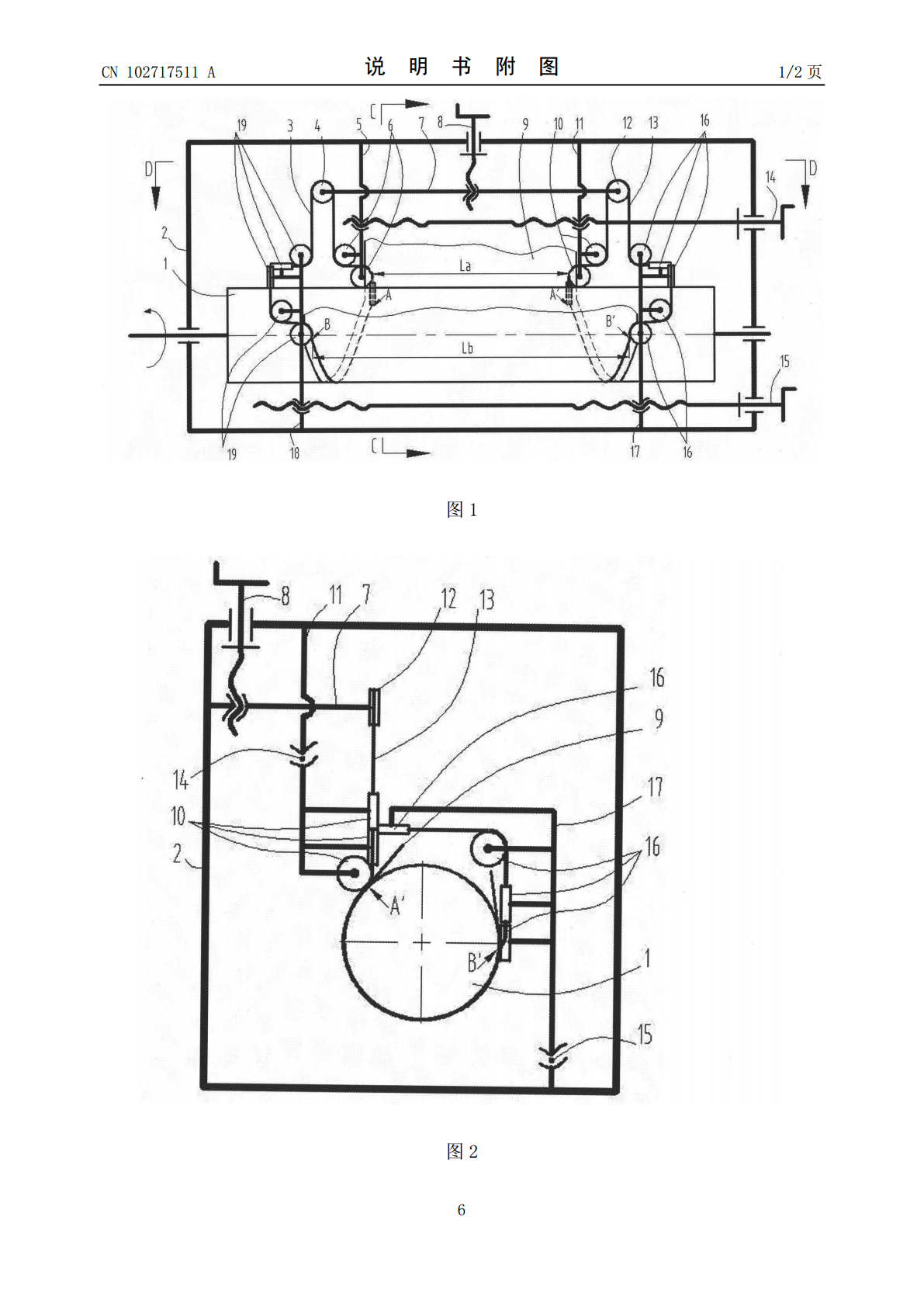
本发明涉及一种双向拉伸薄膜捆绑式横向拉伸方法与装置。利用纵拉辊两侧对称向外侧小于一周螺旋分布的柔性捆绑绳使已预热的薄膜的两边缘被捆扎而压紧纵拉辊表面,随纵拉辊旋转薄膜被纵向拉伸的同时,由于薄膜与捆绑绳间的摩擦力远大于与纵拉辊表面间的摩擦力,捆绑绳向纵拉辊外侧做螺旋运动时使薄膜横向被连续线性拉伸,实现薄膜的纵向与横向同步拉伸。两捆绑绳分别由转向滑轮和张紧滑轮支撑形成各自封闭回路并被纵拉辊带动做循环运动。通过改变两捆绑绳在纵拉辊上捆扎切入点和剥离点之间的距离来调整横向拉伸比。与传统夹头夹持横向拉伸技术相比,该
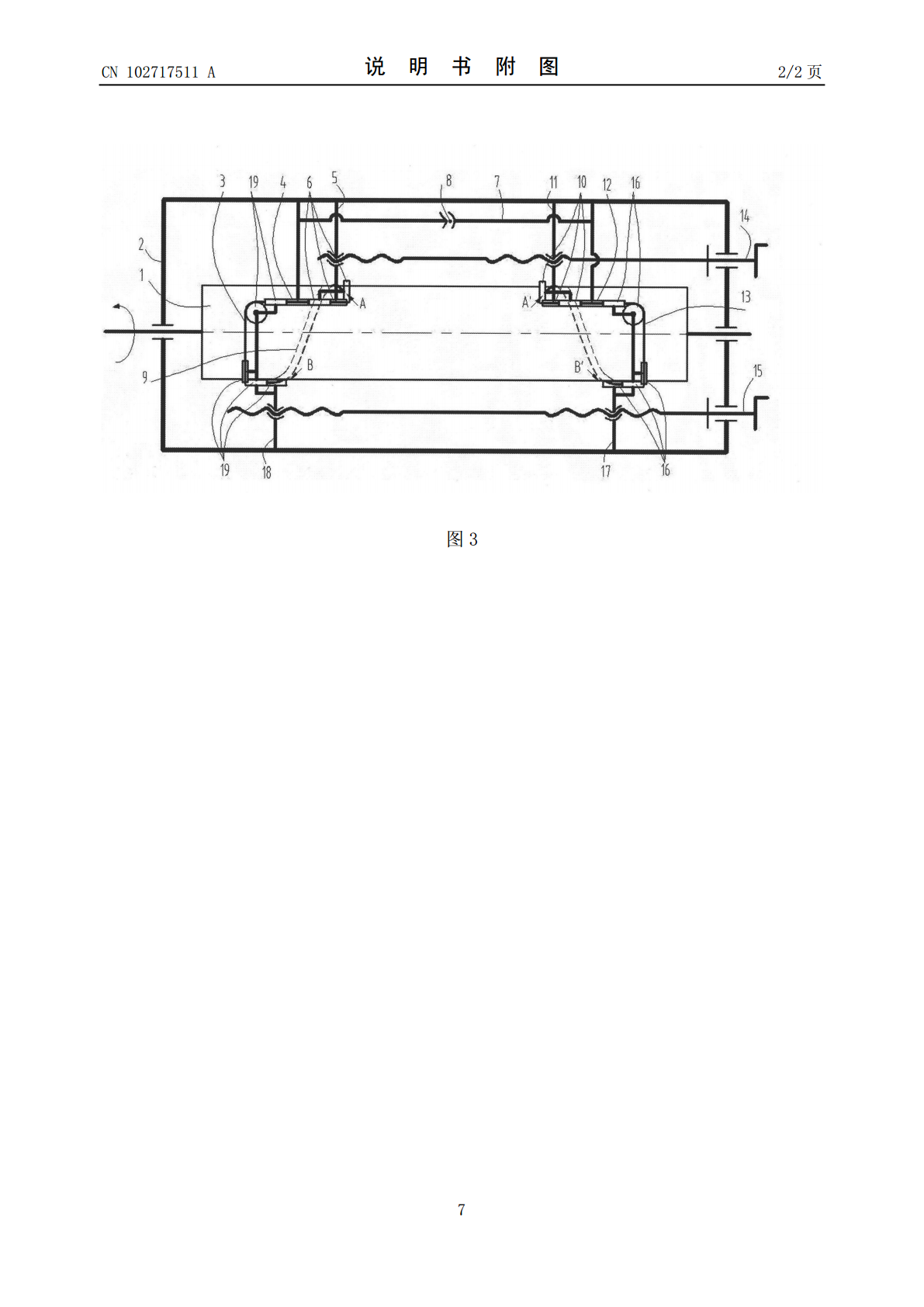
用于横向拉伸薄膜带的装置.pdf
在用于薄膜带的横向拉伸装置中,带有滑轮(7)的夹钳(1)运行在导轨(2)上。在较高的工作速度下出现振动、噪音、磨损和摩擦损失。为了避免这些,在滑轮(7)的区域中永磁体或电磁体(8)在夹钳(1)上或在导轨(2)上设置成夹钳(1)沿限定的方向被拉向导轨(2)。由此稳定夹钳(1)在导轨上(2)的运行,并能够在用于横向拉伸薄膜带的装置中获得较高的工作速度。

双向拉伸薄膜.ppt
主要内容概述概述概述概述概述成型加工原理成型加工原理成型加工原理成型加工原理取向态结构的形成双轴取向双轴取向的意义性能生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备生产工艺及设备成型工艺及设备成型工艺及设备成型工艺及设备工艺参数控制工艺参数控制成型工艺及设备新技术及发展方向新技术及发展方向新技术及发展方向新技术及发展方向新技术及发展方向新技术及发展方向德国布鲁克纳公司开发出一次拉伸设备

双向拉伸薄膜.doc
横向条纹产生的原因:1原料混合不均匀,2熔体的温度有明显的波动3过滤器阻塞或损坏,计量泵或螺杆速度波动过大4冷鼓速度不稳,冷鼓内有空气5附片装置有问题6机头的角度不适宜7机头附近气流影响纵向条纹产生的原因:出现纵向条纹会到导致拉伸薄膜横向厚度不均,收卷,分切产品外观出现明显的凸起(称暴筋)或纵向皱纹原因:1机唇唇口结构设计及加工不合理,安装位置不正确2高聚物熔体离膜膨胀过大,部分物料堆积在唇口,这些物料长期受热,粘度发生变化,使与其相连的熔体流速,流量发生变化3由于过滤器短路或熔体加热不充分或过热,部分杂

薄膜横向拉伸机.pdf
本发明公开了一种拉伸稳定,拉伸角度可调,且调节方便的薄膜横向拉伸机,它包括机架、数个导辊、两个回转轮、两个驱动机构、两组夹具、两个移动座和加热器,所有导辊通过轴承转动连接机架,导辊之间呈间隔平行设置,在外力的作用下,薄膜通过导辊承托水平向右滑行,两个回转轮通过两个移动座分别安装在机架上,两个回转轮呈对称分布在薄膜滑行方向的两侧,两个回转轮的侧面分别与薄膜滑行方向形成夹角,在两个驱动机构的驱动下,两个回转轮作同步逆时针回转运动,两组夹具分别设置在两个回转轮的圆周壁上,两个加热器分别安装在机架对应于每个回转轮