
内星轮一次冷锻闭塞成形方法.pdf

康佳****文库


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内星轮一次冷锻闭塞成形方法.pdf
本发明提供一种内星轮一次冷锻闭塞成形方法。它的工艺流程依次包括:锯料,球化退火,制坯,抛丸、磷皂化处理,和分流闭塞成形。最终得到满足组织性能、尺寸精度要求的产品。既可以保证产品质量稳定、又可以延长模具使用寿命,同时工艺流程短、加工成本低、加工效率高、后续切削加工量少,能满足批量生产要求。

温锻内星轮的锻造方法.pdf
本发明涉及一种温锻内星轮的锻造方法,是通过以下步骤实现的:将内星轮加热到145℃-155℃;内星轮表面喷涂石墨让其表面与外界空气隔绝;风力烘干后,进入中频炉加温至880℃-920℃;进入四工位锻压区域进行锻压;所述的四工位锻压依次为:整形、粗锻、精锻成型、冲孔;本发明的有益效果是:温度恒定、时间统一、工况一致、表面又有保护层,使致在锻打过程中,锻压力稳定,成型阻力适中,最终尺寸稳定,零件表面清洁,几乎没有氧化和脱碳,内部组织晶粒度达到7级,金属流线清晰、流畅。
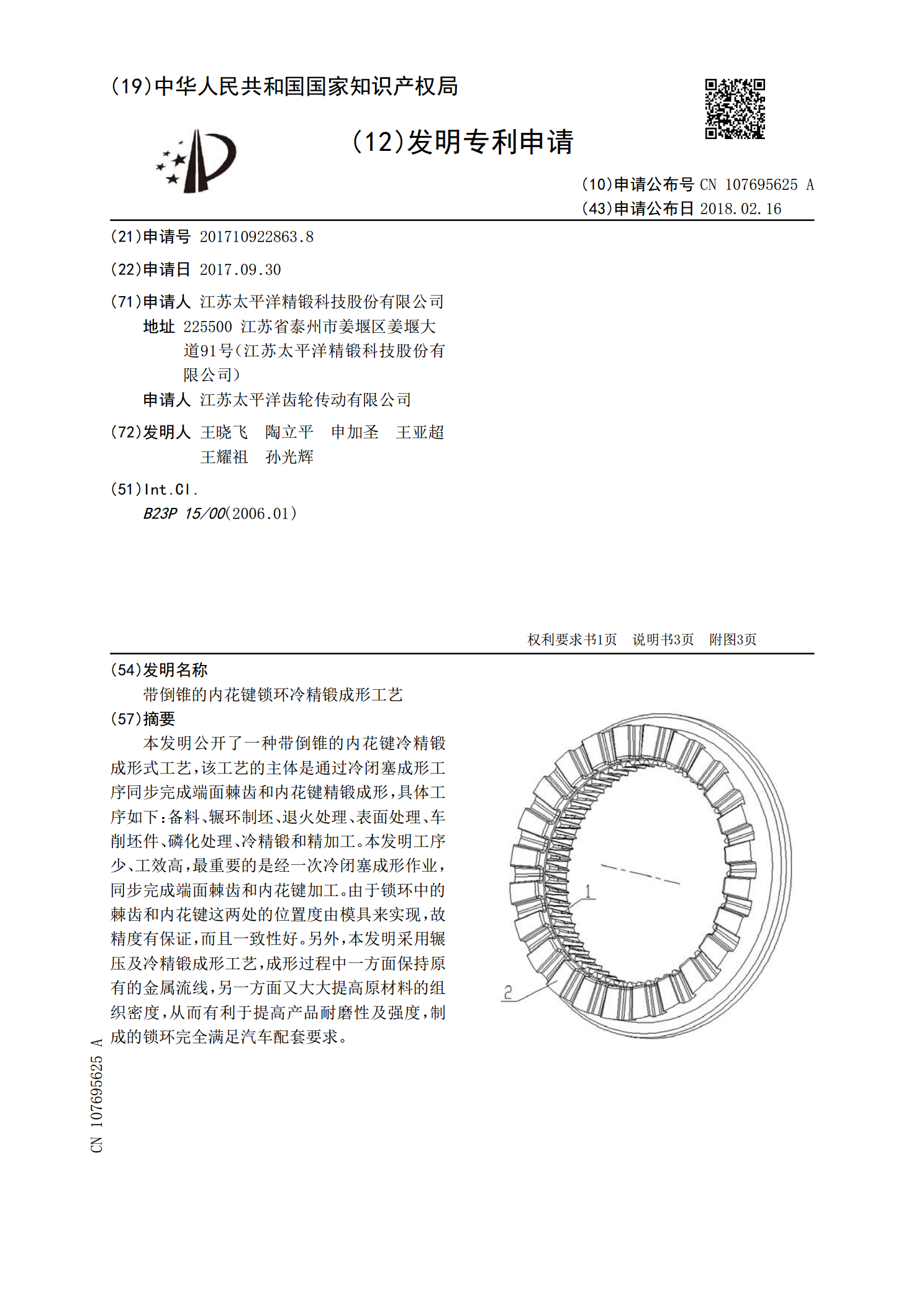
带倒锥的内花键锁环冷精锻成形工艺.pdf
本发明公开了一种带倒锥的内花键冷精锻成形式工艺,该工艺的主体是通过冷闭塞成形工序同步完成端面棘齿和内花键精锻成形,具体工序如下:备料、辗环制坯、退火处理、表面处理、车削坯件、磷化处理、冷精锻和精加工。本发明工序少、工效高,最重要的是经一次冷闭塞成形作业,同步完成端面棘齿和内花键加工。由于锁环中的棘齿和内花键这两处的位置度由模具来实现,故精度有保证,而且一致性好。另外,本发明采用辗压及冷精锻成形工艺,成形过程中一方面保持原有的金属流线,另一方面又大大提高原材料的组织密度,从而有利于提高产品耐磨性及强度,制成

直齿内齿轮冷精锻成形工艺分析及实验研究.docx
直齿内齿轮冷精锻成形工艺分析及实验研究摘要:直齿内齿轮是一种非常重要的齿轮。通过对直齿内齿轮的冷精锻成形工艺进行分析和实验研究,可以有效提高直齿内齿轮的质量和生产率,推动齿轮制造技术的发展。本文主要介绍了直齿内齿轮冷精锻成形工艺流程、影响因素、实验研究结果以及模拟分析方法等方面的内容,旨在为直齿内齿轮的精密制造提供参考。关键词:直齿内齿轮;冷精锻;成形工艺;模拟分析一、引言直齿内齿轮是一种具有很高功率传递、高精度和高质量的齿轮,广泛应用于各种传动机械中。为了提高直齿内齿轮的质量和生产率,近年来,相关领域的

冷锻成形工艺概要(上).docx
冷锻成形工艺概要(上)冷锻成形工艺概要(上)一、引言冷锻成形工艺是一种常用的金属成形工艺,它通过将金属材料在室温下进行塑性变形,以达到制造零件的目的。相比热锻成形工艺,冷锻成形工艺具有能耗低、材料浪费少、加工精度高等优点,因此被广泛应用于汽车、机械、航空航天等领域。本论文将就冷锻成形工艺的定义、分类、工艺流程以及应用领域进行详细介绍。二、冷锻成形工艺的定义冷锻成形工艺是指在室温下,通过将金属材料置于锻压机上,利用受力模具对金属进行塑性变形的一种金属成形方法。与热锻成形工艺相比,冷锻成形工艺能够在保持材料原