
一种轮胎模具侧板加工方法.pdf

白凡****12


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮胎模具侧板加工方法.pdf
本发明提供一种轮胎模具侧板加工方法,所述轮胎模具侧板加工方法包括如下步骤:1)根据轮胎模具图铸造或锻打毛坯,将毛坯粗车后再进行热处理以及退火处理;2)将步骤1)得到的毛坯置于轮胎模具侧板加工装置的表面,在此之前,将轮胎模具侧板加工装置与车床进行配合安装,对毛坯进行精车处理;3)将步骤2)所得毛坯通过定位装置进行气孔位定点和钻深孔,对气孔底孔进行扩孔、攘气套处理,通过精车、刻字、修整处理,即得轮胎模具侧板;4)取下轮胎模具侧板,使用轮胎模具侧板加工装置对活块进行夹持,进而进行表面加工处理,本发明能够对轮胎模
一种轮胎模具侧板加工方法.pdf
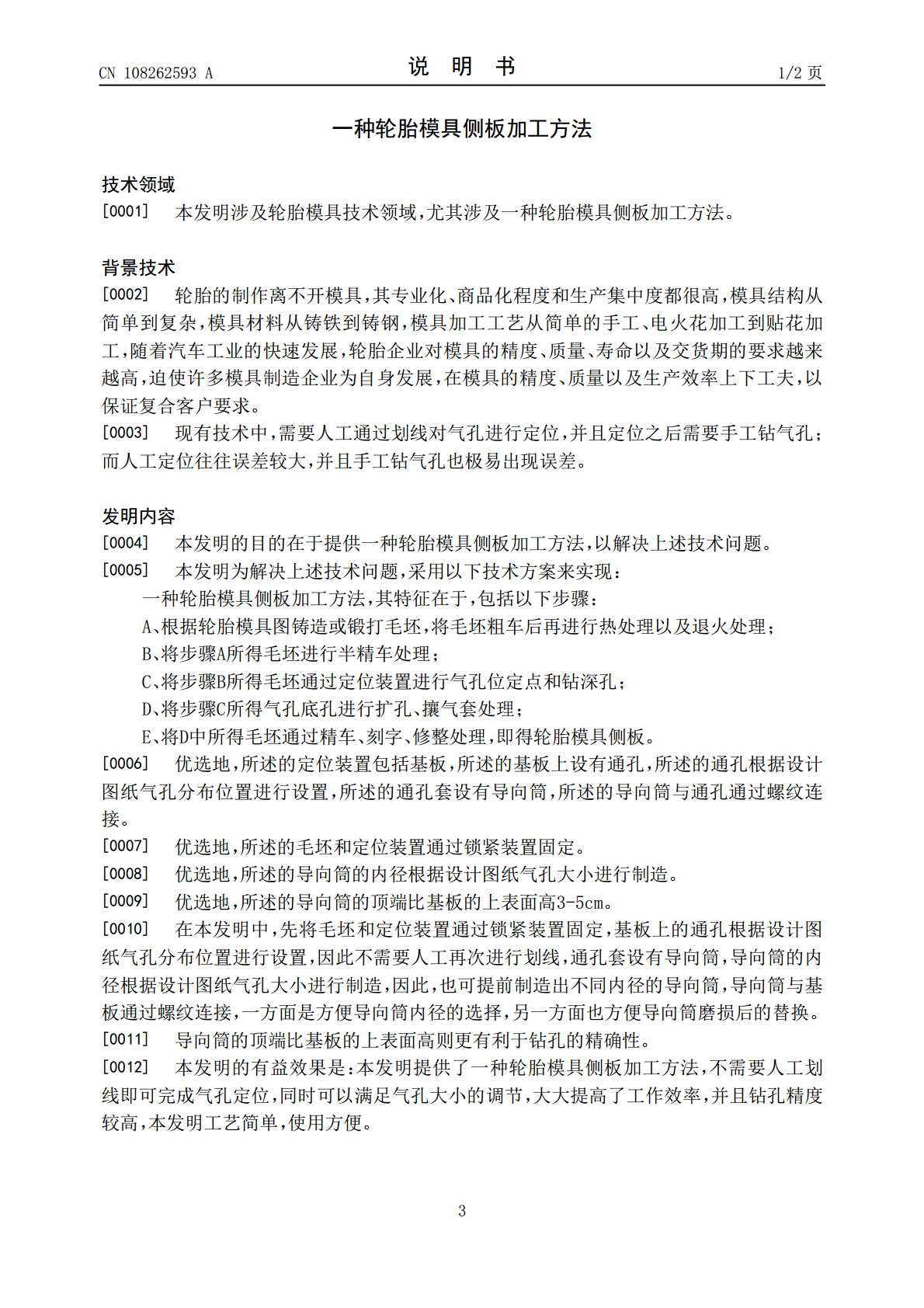
本发明提供了一种轮胎模具侧板加工方法,涉及轮胎模具技术领域。包括以下步骤:根据轮胎模具图铸造或锻打毛坯,将毛坯粗车后再进行热处理以及退火处理;将所得毛坯进行半精车处理;将所得毛坯通过定位装置进行气孔位定点和钻深孔;将所得气孔底孔进行扩孔、攘气套处理;将所得毛坯通过精车、刻字、修整处理,即得轮胎模具侧板。本发明提供了一种轮胎模具侧板加工方法,不需要人工划线即可完成气孔定位,同时可以满足气孔大小的调节,大大提高了工作效率,并且钻孔精度较高,本发明工艺简单,使用方便。
一种轮胎模具侧板、轮胎模具及加工方法.pdf
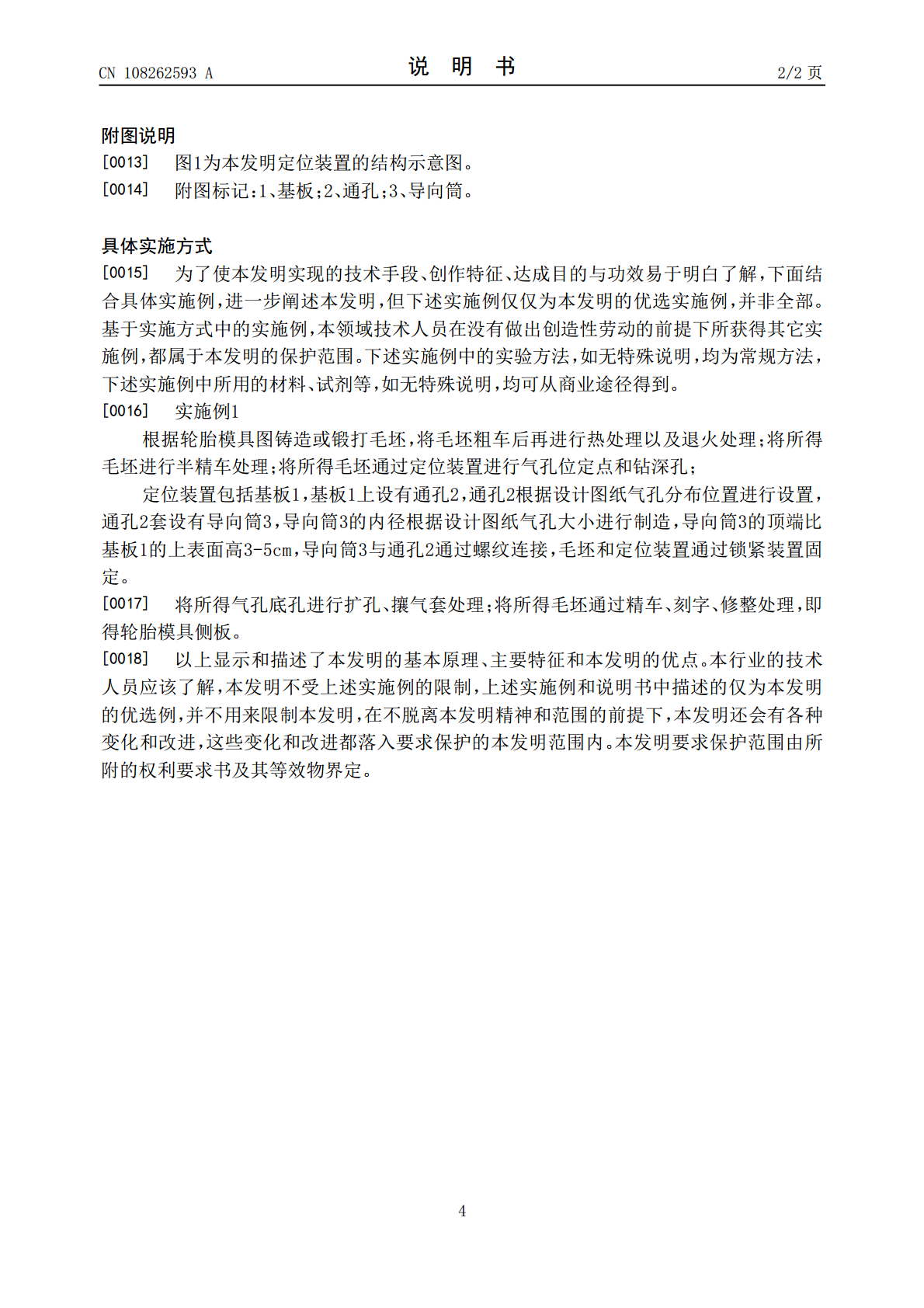
本发明涉及轮胎模具领域,涉及一种轮胎模具侧板及轮胎模具,其包括侧板体、连接部和型腔面板。侧板体,侧板体具备靠近轮胎胎坯的内侧面和远离轮胎胎坯的外侧面;连接部和型腔面板,型腔面板通过连接部设置在侧板体的内侧面;型腔面板上设置有排气缝隙,排气缝隙从远离侧板体一侧向靠近侧板体方向贯穿型腔面板;排气缝隙为非贯穿的结构,排气缝隙两侧的型腔面板部分连接;连接部上设置有排气通道,排气通道的一端与排气缝隙连接,排气通道的另一端贯穿至侧板体的外侧面。如此,改善现有的轮胎模具在排气时胶料从排气孔排出而引起不便的问题。

一种轮胎模具侧板的加工工艺.pdf
本发明属于轮胎模具的加工工艺,具体涉及一种轮胎模具侧板的加工工艺,所述加工工艺具体步骤如下:S1、侧板毛胚形成;S2、粗车;S3、正火;S4、半精车:用卧车将步骤S3处理后的毛坯进行半精车处理;S5、气孔位定点:将步骤S4处理后的毛坯根据设计图纸气孔分布位置在四轴联动钻孔机上进行气孔位定点和钻气孔底孔;S6、扩孔、攘气套:根据步骤S5所获得的气孔底孔进行扩孔、攘气套处理;S7、精车:经过步骤S6处理后的毛坯的弧面、锥面、内平面与分型外径面进行精车处理,由立车加工完成。

一种轮胎模具侧板及轮胎模具.pdf
本发明涉及轮胎制造领域,旨在改善现有技术中硫化后的轮胎侧面出现胶毛的问题,提供一种轮胎模具侧板及轮胎模具。本发明提供的轮胎模具侧板包括侧板体以及图文组件,侧板体具有胎侧定型硫化面以及开设在胎侧定型硫化面上的安装槽,图文组件安装在安装槽内,图文组件具备第一排气通道。在轮胎硫化过程中,来自模具型腔的气体通过图文组件上的第一排气通道排出,避免了因开设排气孔排气导致的硫化后的轮胎模具侧面出现胶毛的问题,因而也就减少了轮胎硫化后需要修剪胶毛这一工序,降低了加工成本,提升了加工速率。