
一种螺旋伞齿轮硬齿面铣削加工方法.pdf

霞英****娘子


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺旋伞齿轮硬齿面铣削加工方法.pdf
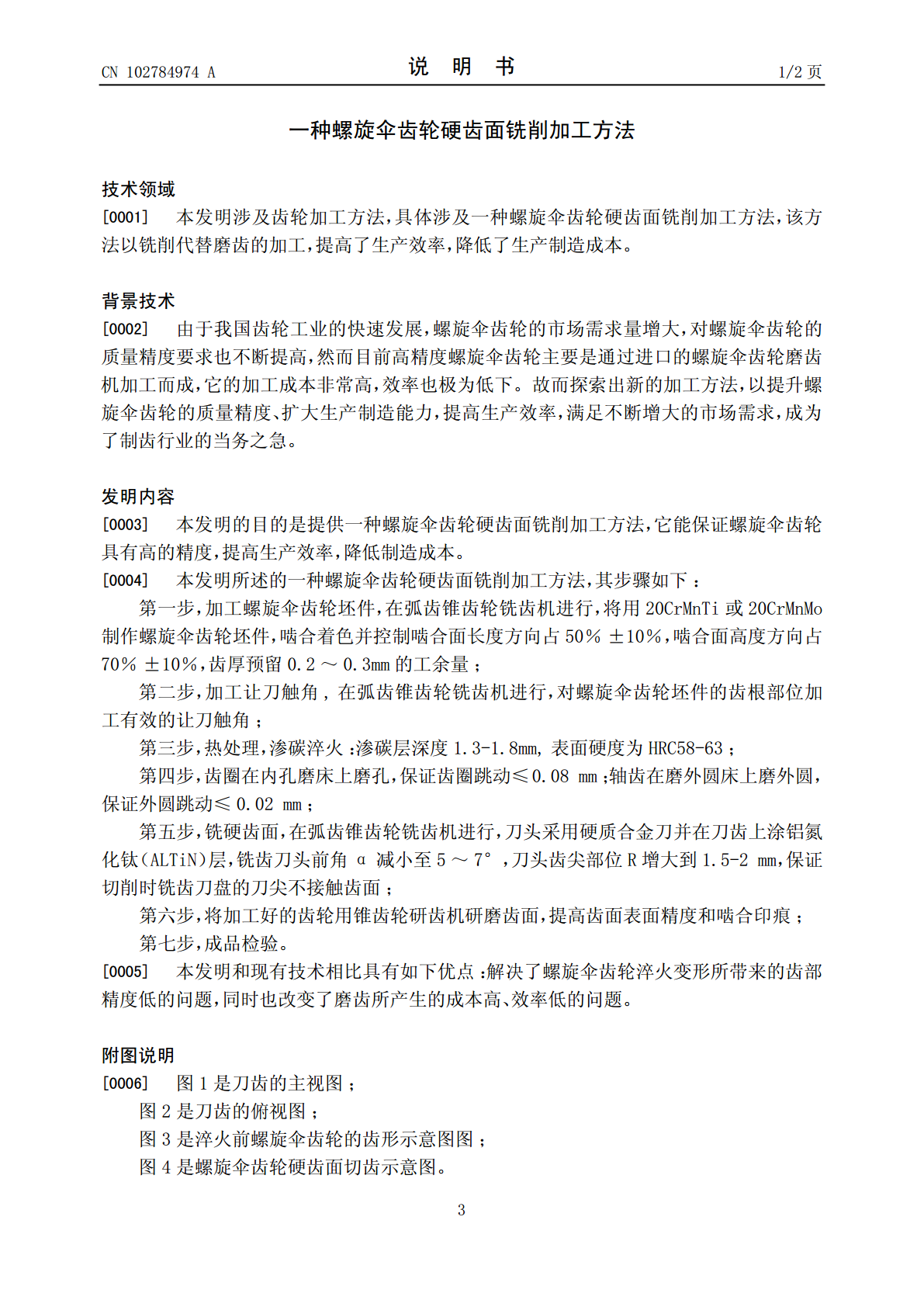
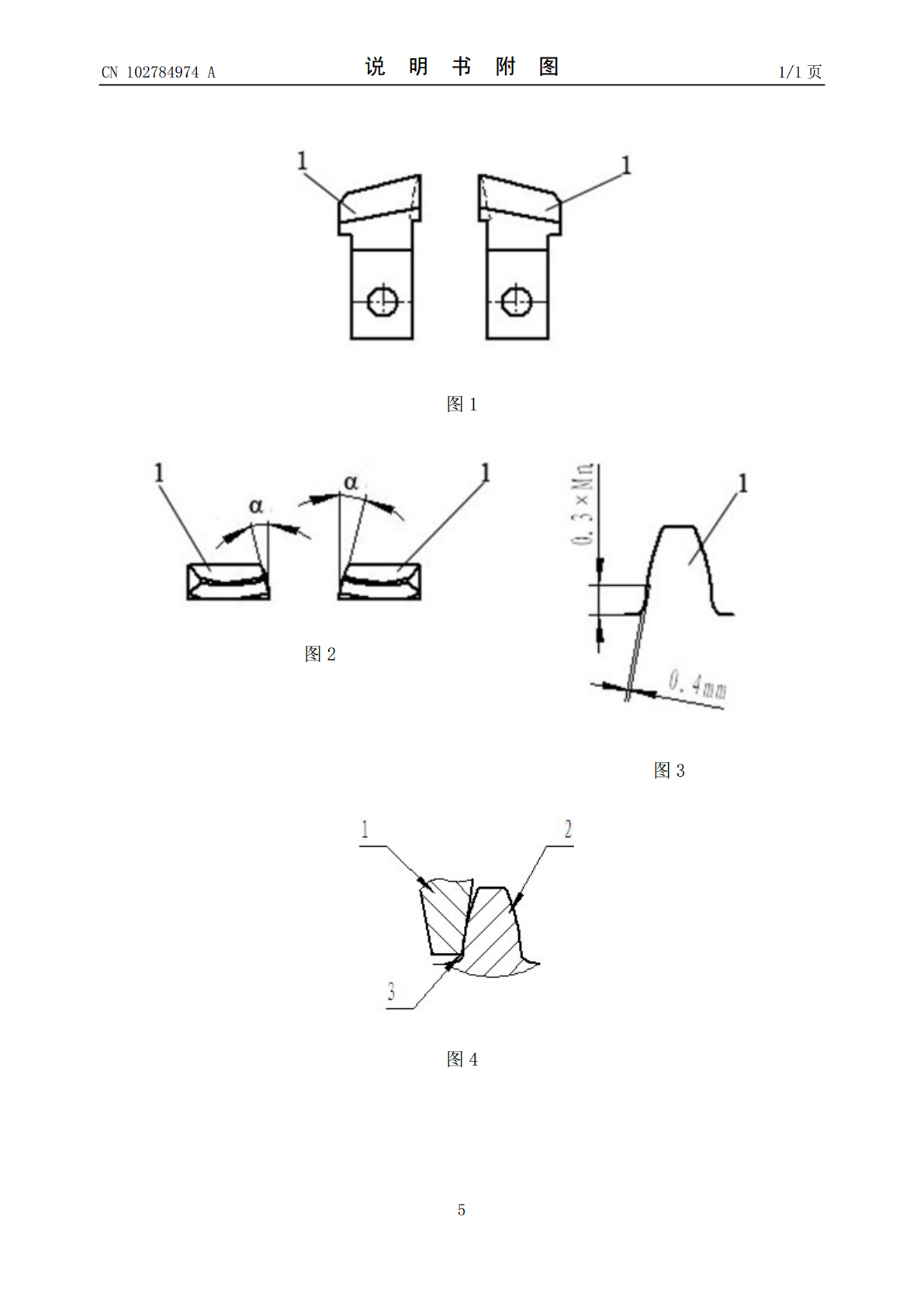
本发明涉及一种螺旋伞齿轮硬齿面铣削加工方法,其步骤如下:第一步,加工螺旋伞齿轮坯件,第二步,加工让刀触角,第三步,热处理,第四步,齿圈在内孔磨床上磨孔,第五步,铣硬齿面,第六步,将加工好的齿轮用锥齿轮研齿机研磨齿面,第七步,成品检验。本发明能保证螺旋伞齿轮具有高的精度,提高生产效率,降低制造成本。
便于加工的伞齿轮硬齿面减速机.pdf
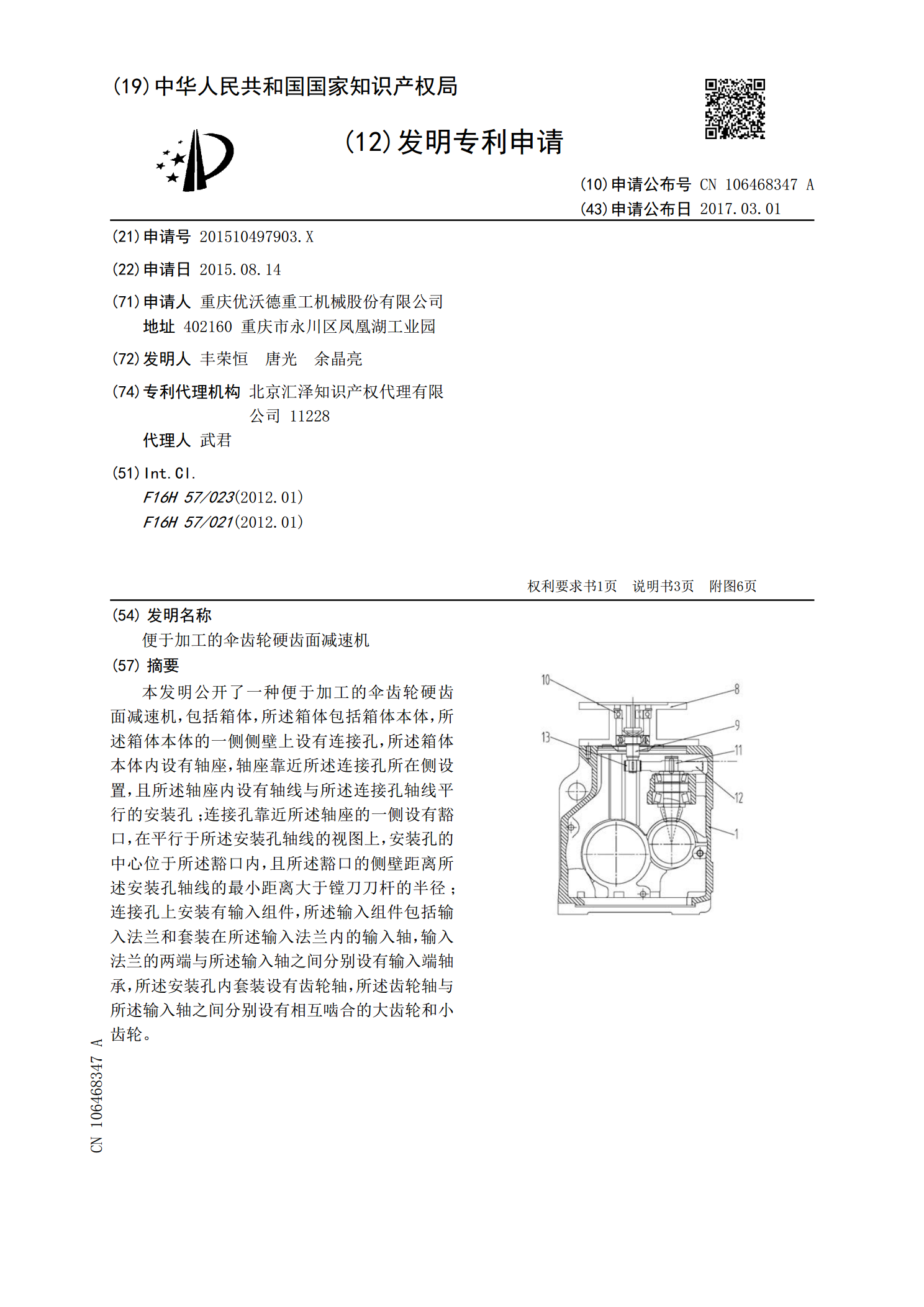
本发明公开了一种便于加工的伞齿轮硬齿面减速机,包括箱体,所述箱体包括箱体本体,所述箱体本体的一侧侧壁上设有连接孔,所述箱体本体内设有轴座,轴座靠近所述连接孔所在侧设置,且所述轴座内设有轴线与所述连接孔轴线平行的安装孔;连接孔靠近所述轴座的一侧设有豁口,在平行于所述安装孔轴线的视图上,安装孔的中心位于所述豁口内,且所述豁口的侧壁距离所述安装孔轴线的最小距离大于镗刀刀杆的半径;连接孔上安装有输入组件,所述输入组件包括输入法兰和套装在所述输入法兰内的输入轴,输入法兰的两端与所述输入轴之间分别设有输入端轴承,所述

一种硬齿面齿轮的加工方法.pdf
本发明涉及一种硬齿面齿轮的加工方法,其特征在于:包括以下加工步骤:一.粗车:对齿轮进行粗加工,对齿轮进行开槽;二.预处理:对齿轮进行正火和回火处理;三.半精车:对齿轮齿槽进行半精加工,确保留磨量;四.滚齿:对齿轮进行滚齿加工,确保滚齿留量;五.热处理:热处理包括调质和喷砂,对齿轮表面进行调质,调质完成后对齿轮进行喷砂,去除齿轮各部位的氧化皮;六.精车:对齿轮齿槽进行精加工,确保留磨量;七.磨齿:在磨齿机上对齿体上的各段依次进行磨削,本发明的一种硬齿面齿轮的加工方法不需要定制特殊滚刀,产品的制造精度高,制造
伞齿轮硬齿面减速机.pdf
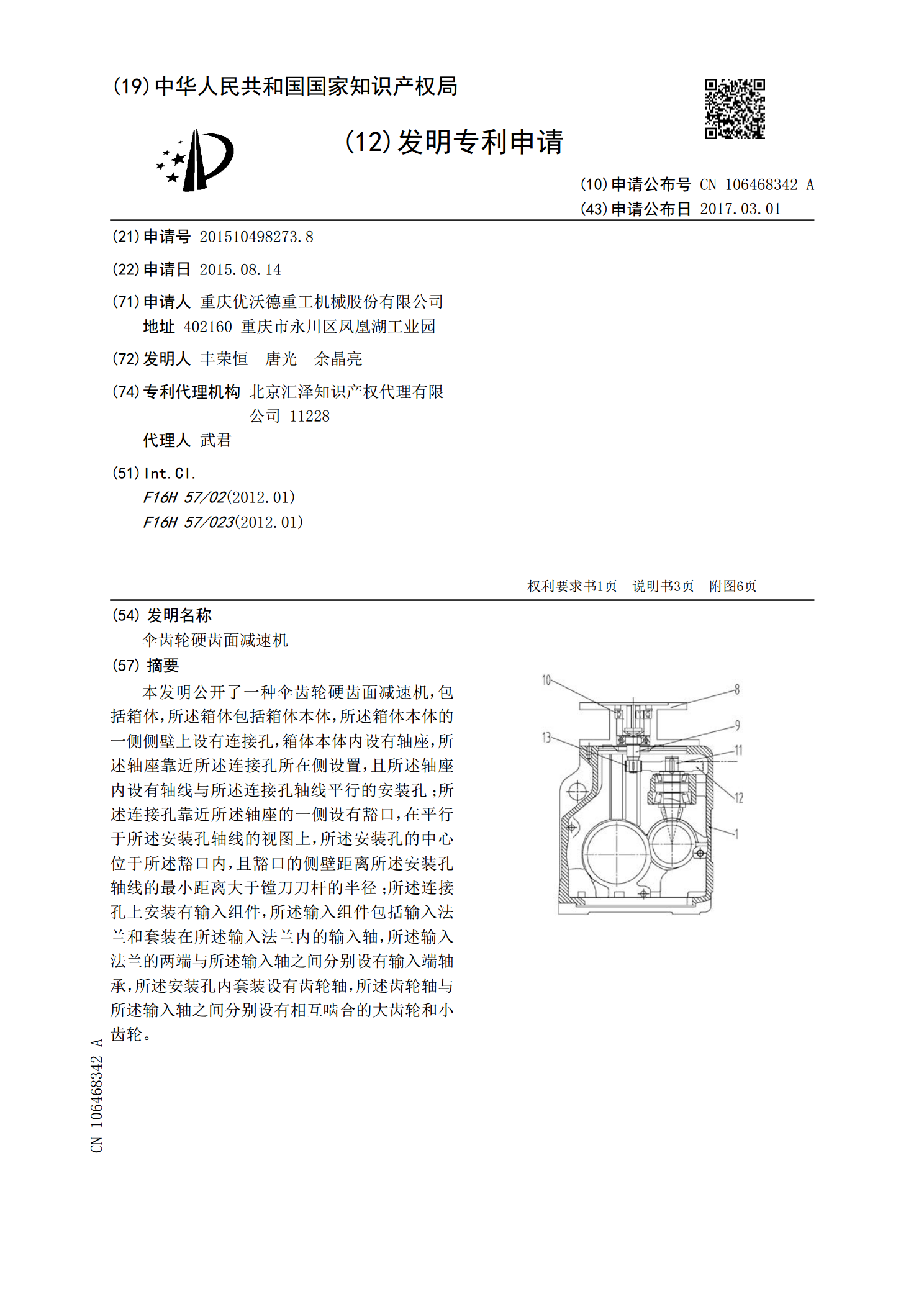
本发明公开了一种伞齿轮硬齿面减速机,包括箱体,所述箱体包括箱体本体,所述箱体本体的一侧侧壁上设有连接孔,箱体本体内设有轴座,所述轴座靠近所述连接孔所在侧设置,且所述轴座内设有轴线与所述连接孔轴线平行的安装孔;所述连接孔靠近所述轴座的一侧设有豁口,在平行于所述安装孔轴线的视图上,所述安装孔的中心位于所述豁口内,且豁口的侧壁距离所述安装孔轴线的最小距离大于镗刀刀杆的半径;所述连接孔上安装有输入组件,所述输入组件包括输入法兰和套装在所述输入法兰内的输入轴,所述输入法兰的两端与所述输入轴之间分别设有输入端轴承,所
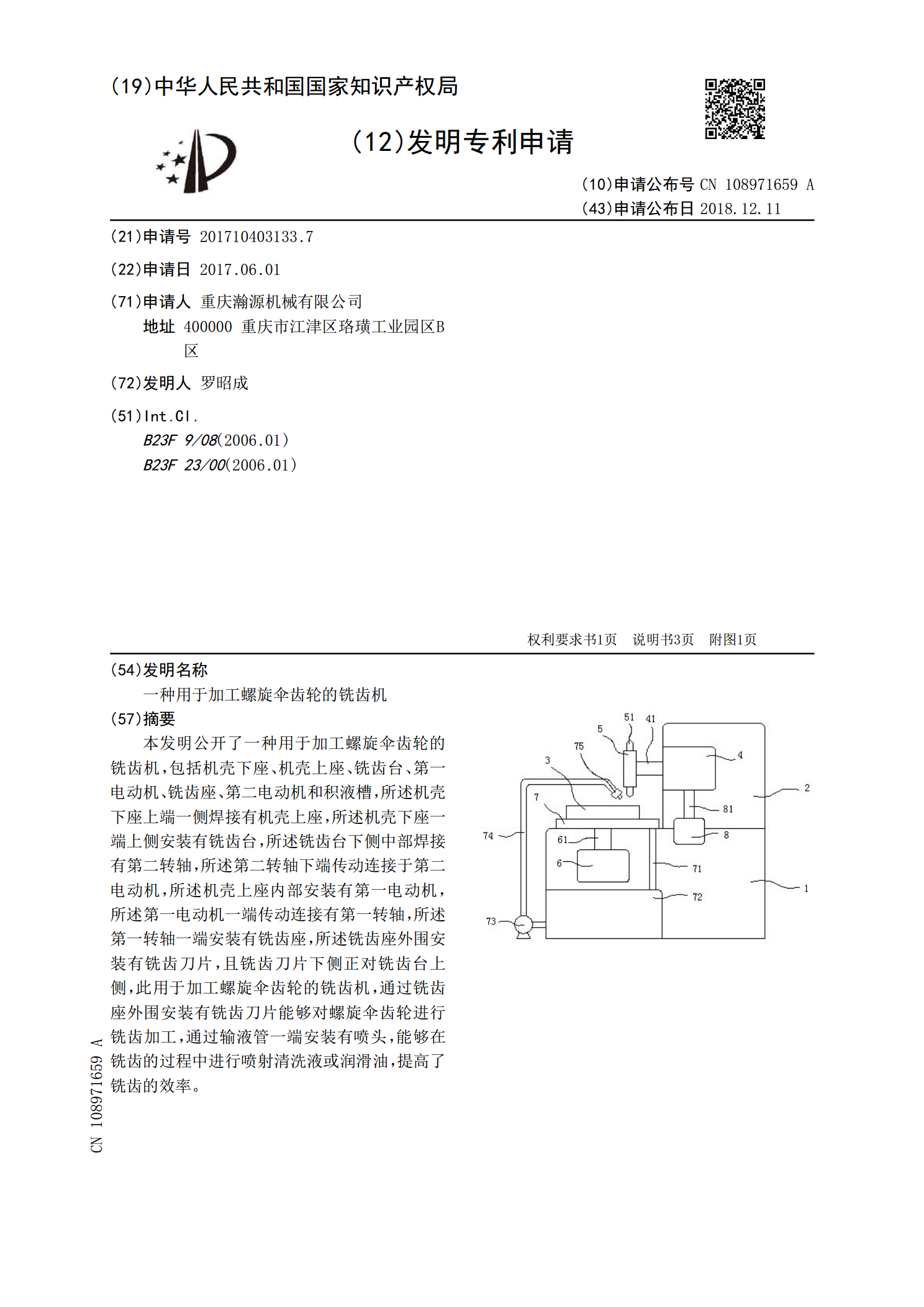
一种用于加工螺旋伞齿轮的铣齿机.pdf
本发明公开了一种用于加工螺旋伞齿轮的铣齿机,包括机壳下座、机壳上座、铣齿台、第一电动机、铣齿座、第二电动机和积液槽,所述机壳下座上端一侧焊接有机壳上座,所述机壳下座一端上侧安装有铣齿台,所述铣齿台下侧中部焊接有第二转轴,所述第二转轴下端传动连接于第二电动机,所述机壳上座内部安装有第一电动机,所述第一电动机一端传动连接有第一转轴,所述第一转轴一端安装有铣齿座,所述铣齿座外围安装有铣齿刀片,且铣齿刀片下侧正对铣齿台上侧,此用于加工螺旋伞齿轮的铣齿机,通过铣齿座外围安装有铣齿刀片能够对螺旋伞齿轮进行铣齿加工,通