
电火花线切割机床六连杆大锥度随动导丝及喷水机构.pdf

雨巷****怡轩


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电火花线切割机床六连杆大锥度随动导丝及喷水机构.pdf
一种电火花线切割机床六连杆大锥度随动导丝及喷水机构,其特征是它包括上线臂(8)、上导轮(9)、上随动喷水导丝器(10)、上连杆(11)、下随动喷水导丝器(12)、下导轮(13)、下连杆(15)、下线臂(16)和套筒连杆(17);所述的套筒连杆(17)通过轴承连接在上线臂(8)和下线臂(16)上;所述的上连杆(11)的一端与套筒连杆(17)通过轴承连接,另一端与上随动喷水导丝器(10)通过轴承A连接;所述的下连杆(15)的一端与套筒连杆(17)通过轴承连接,另一端与下随动喷水导丝器(12)通过轴承B连接;所

电火花线切割机床大锥度机构.pdf
本发明提供一种电火花线切割机床大锥度机构,它由上连杆、摆杆、下臂、上摆杆套、下摆杆套;所述上连杆一侧通过上摆杆套与摆杆上部相连接,上连杆的另一侧上套装有上导套,安装有上主导轮的上导轮座与上导套固定连接;下臂的一侧通过下摆杆套与摆杆下部相铰接,另一侧安装有下导轮座及下主导轮;上主导轮的中心位于上连杆的中心线上,并与摆杆的中心线相交于同一平面内;下主导轮的中心位于下摆杆套的旋转中心线上,并与摆杆的中心线相交于同一平面内,它还包括安装于上导套上的随动导轮,电极丝经随动导轮进入上副导轮再进入上主导轮。本发明保证了

大锥度中走丝线切割机床的导丝机构.pdf
本发明提出一种大锥度中走丝线切割机床的导丝机构,包括横向偏转组件、纵向偏转组件以及导丝组件,悬托组件固定安装于机架上,横向偏转组件装设于悬托组件上,纵向偏转组件装设于横向偏转组件上,导丝组件装设于纵向偏转组件上,导丝组件随纵向偏转组件一同偏转,纵向偏转组件随横向偏转组件一同偏转,其导丝组件的导丝嘴设于导丝嘴座中,通过调整板的配合,便于对导丝嘴的位置进行微调,并便于拆卸与安装,其导轮采用导轮定位块与导轮压块配合安装,便于进行调整,有利于提高导丝臂的运动灵活性和稳定性,便于进行电极丝走向调节。

高速往复走丝电火花线切割机床开合式导丝喷水板.pdf
一种高速往复走丝电火花线切割机床开合式导丝喷水板,它包括底座(1),底座(1)上设有安装孔(2),其特征是所述的底座(1)安装有左宝石座(4),左宝石块(5)安装在所述的左宝石座(4)上,左宝石块(5)的一边设有半圆形或V形通槽,右宝石块(7)安装在右宝石座(9)上,右宝石块(7)的一边也设有半圆形或V形通槽,在底座(1)上设有导丝孔(13)和电极丝导向槽(12),所述的右宝石座(9)安装在旋转压块(10)上,旋转压块(10)的一端枢装于底座(1)上,旋转压块(10)的另一端设有与底座(1)连接的吸合装置
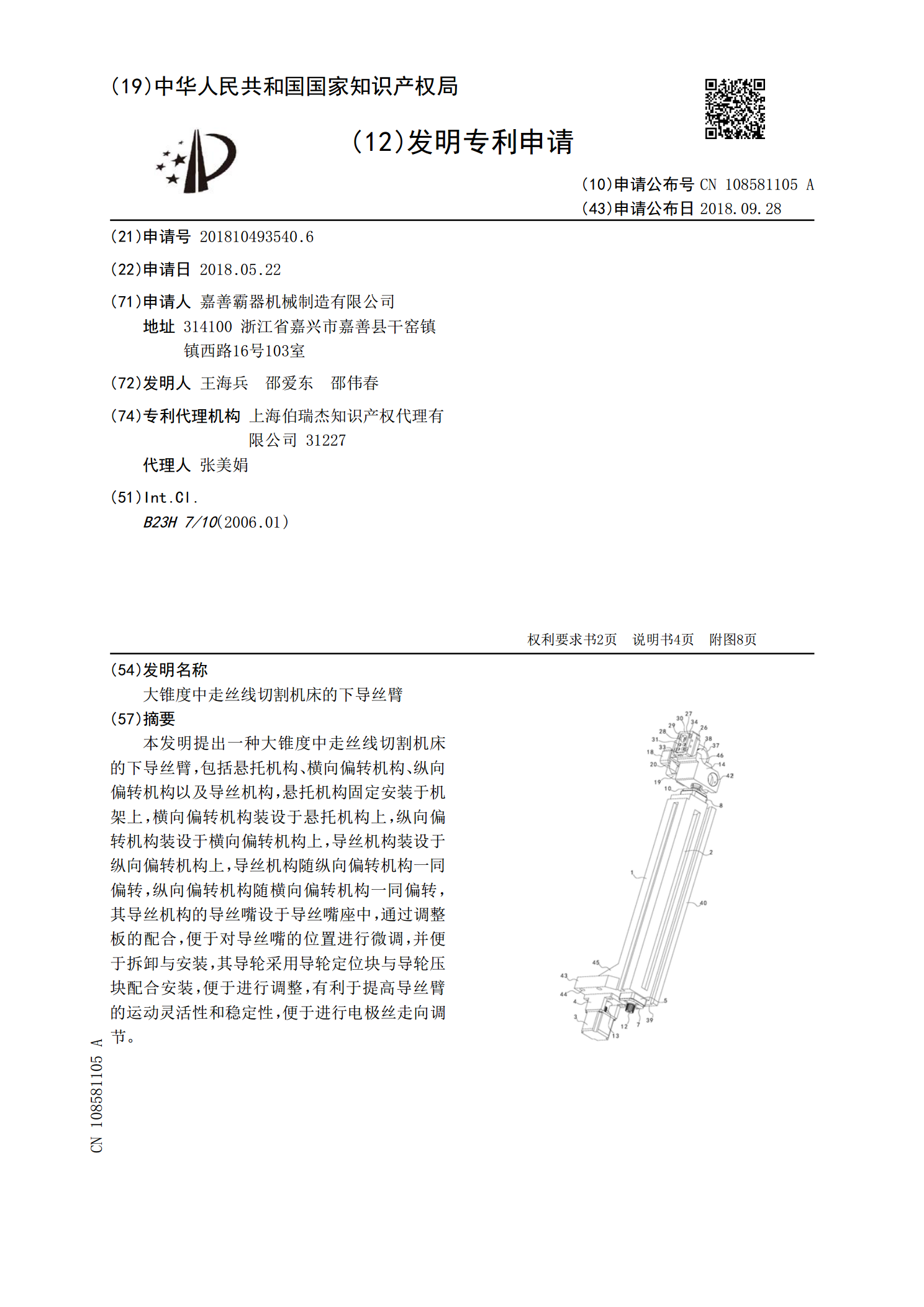
大锥度中走丝线切割机床的下导丝臂.pdf
本发明提出一种大锥度中走丝线切割机床的下导丝臂,包括悬托机构、横向偏转机构、纵向偏转机构以及导丝机构,悬托机构固定安装于机架上,横向偏转机构装设于悬托机构上,纵向偏转机构装设于横向偏转机构上,导丝机构装设于纵向偏转机构上,导丝机构随纵向偏转机构一同偏转,纵向偏转机构随横向偏转机构一同偏转,其导丝机构的导丝嘴设于导丝嘴座中,通过调整板的配合,便于对导丝嘴的位置进行微调,并便于拆卸与安装,其导轮采用导轮定位块与导轮压块配合安装,便于进行调整,有利于提高导丝臂的运动灵活性和稳定性,便于进行电极丝走向调节。