
一种大型涡轮盘榫槽拉床主传动系统.pdf

海昌****姐淑


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型涡轮盘榫槽拉床主传动系统.pdf
一种大型涡轮盘榫槽拉削机床主传动系统。动力通过联轴器1经主传动轴2输入。套筒3和轴套6、端盖7对,左圆柱斜齿轮4和右圆柱斜齿轮5进行轴向定位。通过齿轮齿条副啮合,将旋转运动转化为直线运动。左圆柱斜齿轮4、右圆柱斜齿轮5分别和左斜齿条8、右斜齿条9啮合。左斜齿条8和右斜齿条9通过压块10在主溜板12上精确定位,然后通过端面键15和端面键16固定在主溜板12上来传递载荷。端面键15和端面键16之间通过斜面调整齿轮齿条副的间隙。主溜板12安装在直线导轨11上进行往复直线运动,刀座14安装在主溜板14上,刀盒13

加工涡轮盘榫槽的卧式拉床夹具设计.doc
第一章绪论1.1现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。现代机床夹具的发展方向主要表现在:1.标准化完善的标准化

大型烟机轮盘大榫槽的拉削方法.pdf
本发明涉及烟机轮盘榫槽的加工,具体为一种大型烟机轮盘大榫槽的拉削方法。大型烟机轮盘大榫槽的拉削方法,为分段成型法,大型烟机轮盘大榫槽的拉削方法所生产的大型烟机轮盘最大外廓尺寸为Φ1370×218mm。成品的重量为1458kg,粗车后切试样件前毛料重量为2082.54kg。

一种涡轮盘榫槽检测方法.pdf
本发明提供了一种涡轮盘榫槽检测方法,其能解决现有涡轮盘榫槽的检测方法无法检测斜榫槽的形状尺寸,并且在检测榫槽位置偏斜量时存在效率低,操作复杂,误差大的问题。榫槽形状尺寸检测是采用与涡轮盘材料相同的材料加工实验块,在涡轮盘正式件加工前后采用与加工斜榫槽相同的拉刀和加工参数在实验块上拉削直榫槽并检测;榫槽位置偏斜量检测是加工榫槽检测定位块,在涡轮盘的榫槽加工完成后,将榫槽检测定位块的榫头配合插入榫槽内,此时横向平面与零件定位面之间的偏斜量即为榫槽径向偏斜量;在零件定位面内做涡轮盘盘心与榫槽底部中点之间的连线,
一种涡轮盘榫槽加工方法.pdf
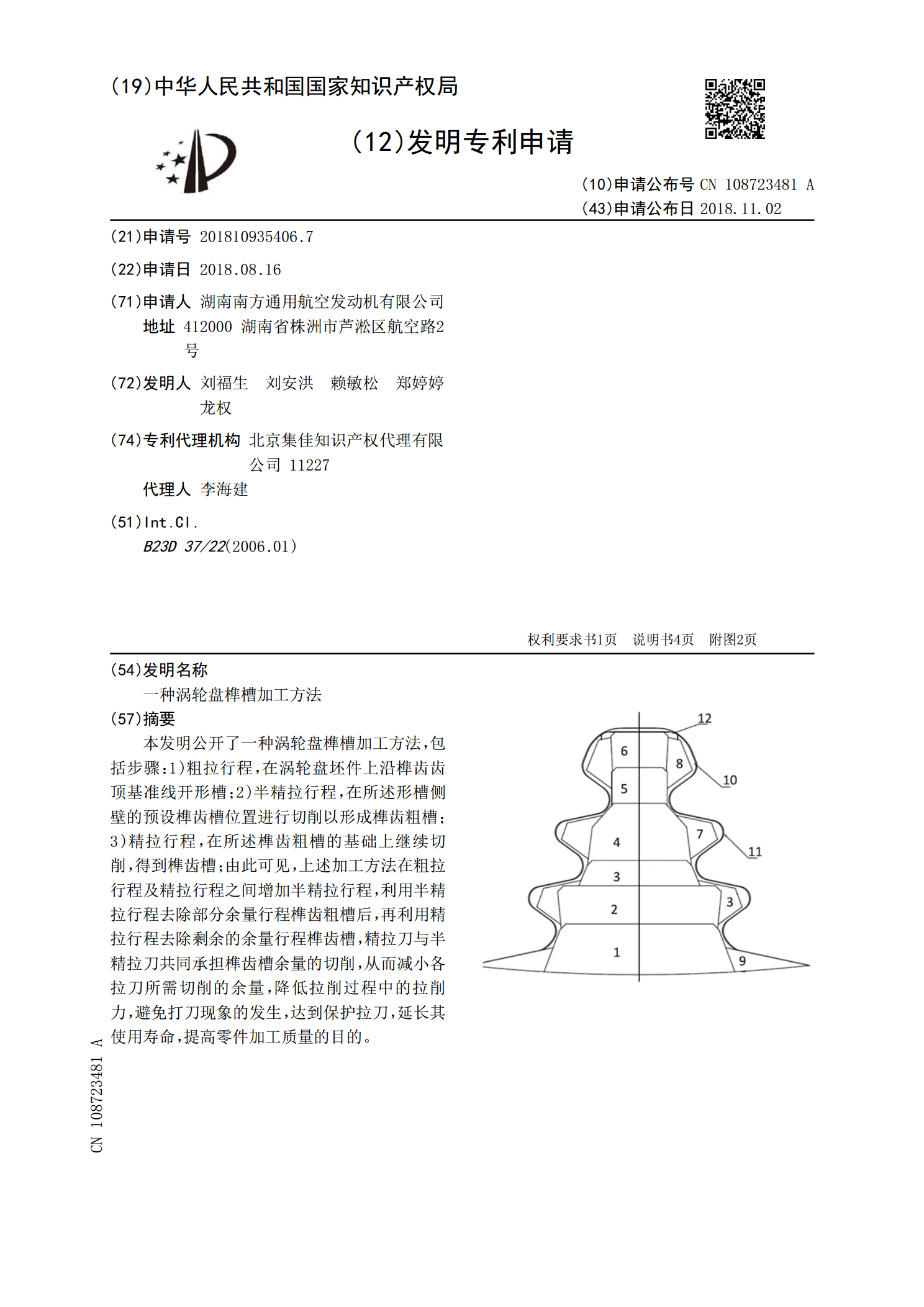
本发明公开了一种涡轮盘榫槽加工方法,包括步骤:1)粗拉行程,在涡轮盘坯件上沿榫齿齿顶基准线开形槽;2)半精拉行程,在所述形槽侧壁的预设榫齿槽位置进行切削以形成榫齿粗槽;3)精拉行程,在所述榫齿粗槽的基础上继续切削,得到榫齿槽;由此可见,上述加工方法在粗拉行程及精拉行程之间增加半精拉行程,利用半精拉行程去除部分余量行程榫齿粗槽后,再利用精拉行程去除剩余的余量行程榫齿槽,精拉刀与半精拉刀共同承担榫齿槽余量的切削,从而减小各拉刀所需切削的余量,降低拉削过程中的拉削力,避免打刀现象的发生,达到保护拉刀,延长其使用