
大型烟机轮盘大榫槽的拉削方法.pdf

韶敏****ab


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型烟机轮盘大榫槽的拉削方法.pdf
本发明涉及烟机轮盘榫槽的加工,具体为一种大型烟机轮盘大榫槽的拉削方法。大型烟机轮盘大榫槽的拉削方法,为分段成型法,大型烟机轮盘大榫槽的拉削方法所生产的大型烟机轮盘最大外廓尺寸为Φ1370×218mm。成品的重量为1458kg,粗车后切试样件前毛料重量为2082.54kg。

粉末高温合金涡轮盘榫槽的拉削加工方法.pdf
本发明公开了一种粉末高温合金涡轮盘榫槽的拉削加工方法,依据粉末高温合金涡轮盘的材料特性,对拉刀进行优化,优化拉刀的材料以提高拉刀的韧性和抗磨耗性能,优化拉刀的齿升量以提高拉刀的耐磨性、拉削过程的平稳性以及加工精确性;对拉削速度进行优化以提高加工质量和减少拉刀损耗;优化工艺路线以改善拉削性能;粉末高温合金涡轮盘以固溶态交付;粉末高温合金涡轮盘在固溶状态下进行榫槽拉削加工;通过热处理得到粉末高温合金涡轮盘成品。实现既改善拉削性能,又保证涡轮盘的使用要求。
燃气轮机转子轮盘榫槽的拉削工艺.pdf
本发明公开一种燃气轮机转子轮盘榫槽的拉削工艺,采用变加速工艺拉削燃气轮机转子轮盘榫槽,采用变化的拉削速度完成整个刀盒行程进给过程,从进刀到出刀方向依次为低速进给区、变速进给区、高速进给区;所述低速进给区是匀速进给区,所述变速进给区是线性高加速度进给区,所述高速进给区是线性低加速度进给区。所述变速进给区起始点满足如下关系:A=W+n×P+P÷2(n≥1)式中:A?变速进给区起始点在拉刀上的位置高度;W?轮盘榫槽拉削厚度;P?拉刀的齿距;所述变速进给区的区间长度同时满足条件:(V<base:Sub>高</ba
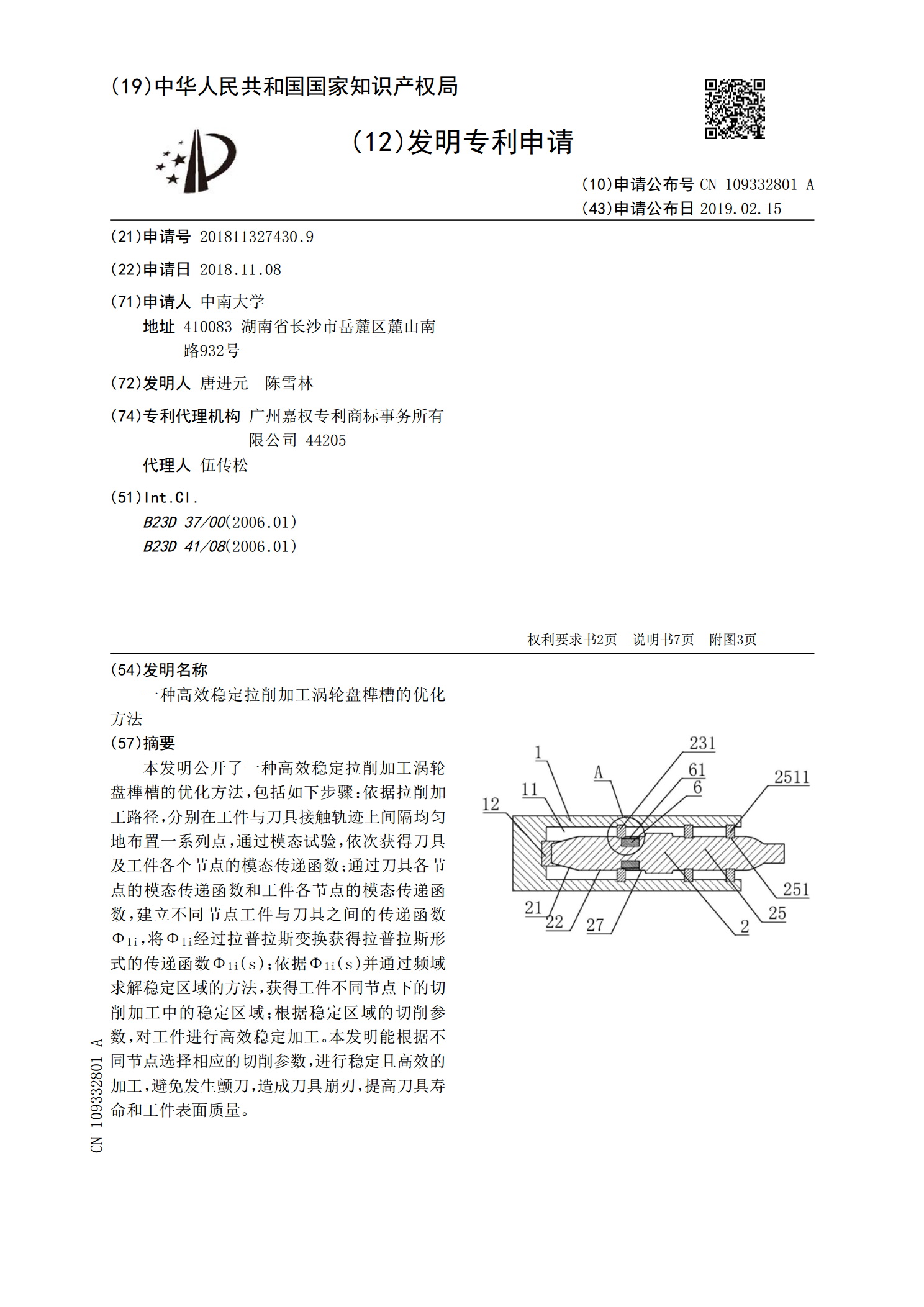
一种高效稳定拉削加工涡轮盘榫槽的优化方法.pdf
本发明公开了一种高效稳定拉削加工涡轮盘榫槽的优化方法,包括如下步骤:依据拉削加工路径,分别在工件与刀具接触轨迹上间隔均匀地布置一系列点,通过模态试验,依次获得刀具及工件各个节点的模态传递函数;通过刀具各节点的模态传递函数和工件各节点的模态传递函数,建立不同节点工件与刀具之间的传递函数Φ

一种涡轮盘榫槽拉削机床分度盘.pdf
一种涡轮盘榫槽拉削机床分度盘。上转盘1上安装有上盖板7、定位销8、定位块9,下底座3内安装有楔块12、锁紧杆13、活塞14、碟形弹簧15,上转盘1和下底座3通过转矩电机4和连接器6直接连接,滚子轴承2上安装有旋转编码器。采用电机直接驱动的形式,有效的简化了分度盘的整体结构,内置式的夹紧装置确保了分度盘外形简单,并保证了分度盘能抵抗较大的倾覆力矩,旋转编码器的反馈调节保证了分度盘的旋转精度。本分度盘可以满足涡轮盘榫槽拉削机床中分度的要求。