
载带真空成型机.pdf

永梅****33


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

载带真空成型机.pdf
本发明公开了一种载带真空成型机,包括容纳孔成型装置,所述容纳孔成型装置包括设置有容纳孔型腔的成型装置,在成型装置的内部设置有水冷却器。本发明提供的载带真空成型机,在容纳孔成型时采用水冷却的方式,最大限度地提高了冷却效率,并且通过释放装置的使用,使得容纳孔能够稳定地匀速成型,提高了产品的成型质量;通过加热器和成型装置的适配结构设计,使得喷射压力和喷射温度更加均匀,进一步避免了变形的产生,提高产品的成型质量;同时,通过各个相关装置的设置,使得薄片供应载带的加工成为一个连续流程式的作业,提高了生产效率;另外,打
载带热压成型机.pdf
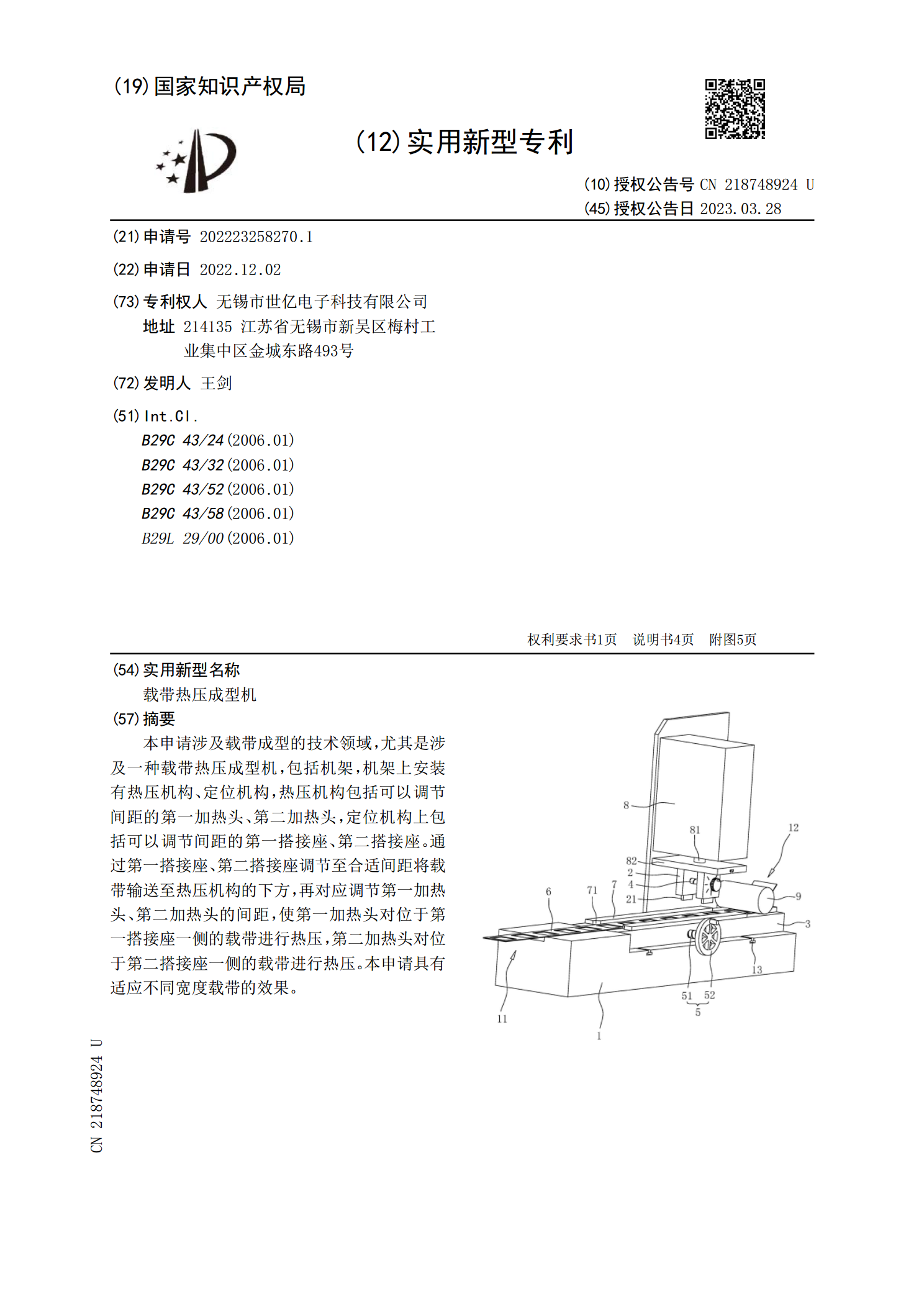
本申请涉及载带成型的技术领域,尤其是涉及一种载带热压成型机,包括机架,机架上安装有热压机构、定位机构,热压机构包括可以调节间距的第一加热头、第二加热头,定位机构上包括可以调节间距的第一搭接座、第二搭接座。通过第一搭接座、第二搭接座调节至合适间距将载带输送至热压机构的下方,再对应调节第一加热头、第二加热头的间距,使第一加热头对位于第一搭接座一侧的载带进行热压,第二加热头对位于第二搭接座一侧的载带进行热压。本申请具有适应不同宽度载带的效果。
一种SMD载带成型机.pdf
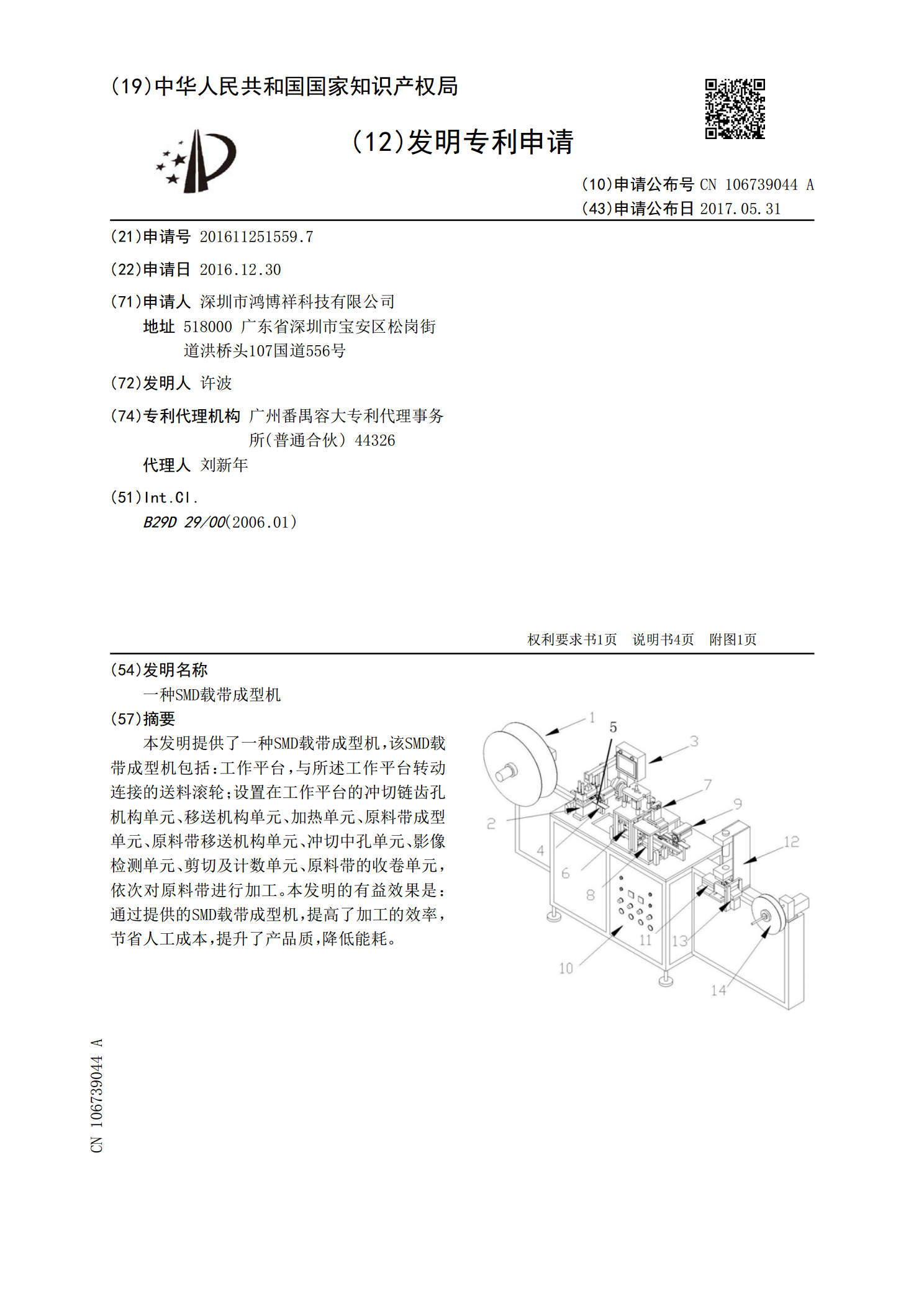
本发明提供了一种SMD载带成型机,该SMD载带成型机包括:工作平台,与所述工作平台转动连接的送料滚轮;设置在工作平台的冲切链齿孔机构单元、移送机构单元、加热单元、原料带成型单元、原料带移送机构单元、冲切中孔单元、影像检测单元、剪切及计数单元、原料带的收卷单元,依次对原料带进行加工。本发明的有益效果是:通过提供的SMD载带成型机,提高了加工的效率,节省人工成本,提升了产品质,降低能耗。
载带成型机安全操作规程.doc
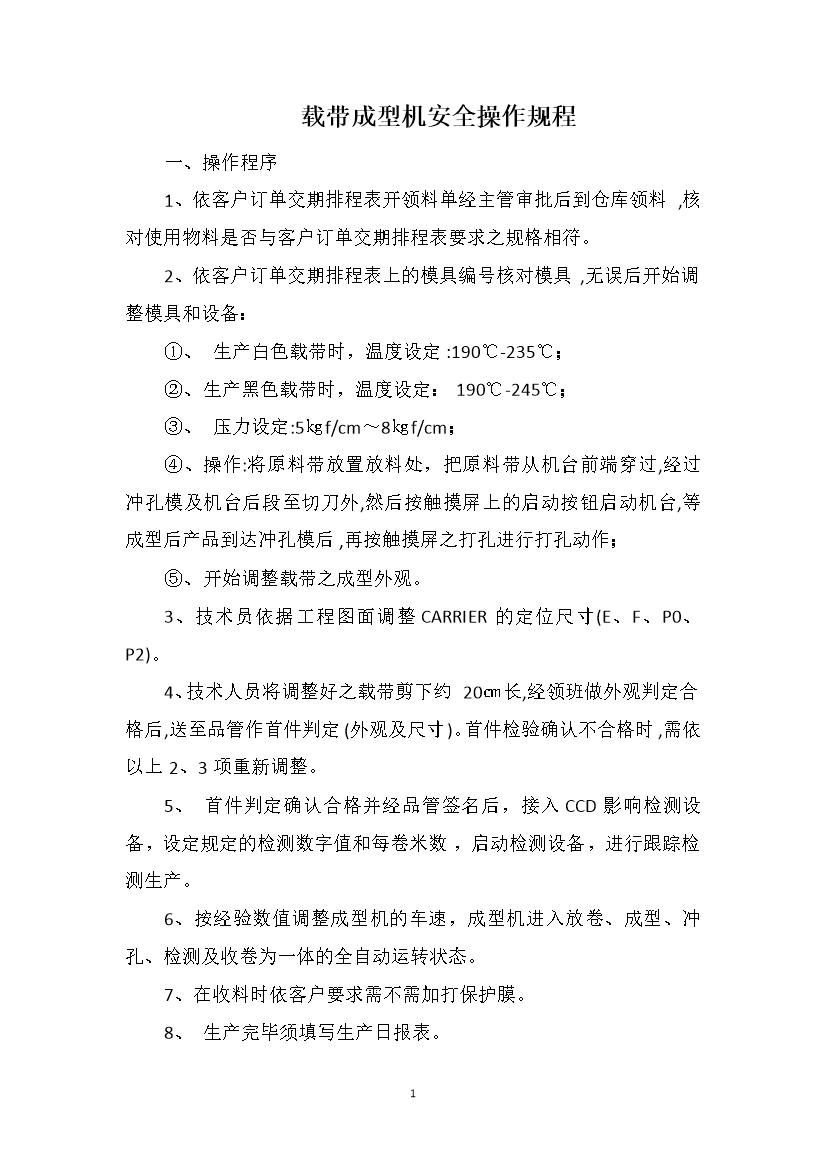
2载带成型机安全操作规程一、操作程序1、依客户订单交期排程表开领料单经主管审批后到仓库领料核对使用物料是否与客户订单交期排程表要求之规格相符。2、依客户订单交期排程表上的模具编号核对模具无误后开始调整模具和设备:①、生产白色载带时温度设定:190℃-235℃;②、生产黑色载带时温度设定:190℃-245℃;③、压力设定:5㎏f/cm~8㎏f/cm;④、操作:将原料带放置放料处把原料带从机台前端穿过经过冲孔模及机台后段至切刀外然后按触摸屏上的启动按钮启动机台等成型后产品到达冲孔模后再按触摸屏之打孔进行打
高压真空振动成型机.pdf
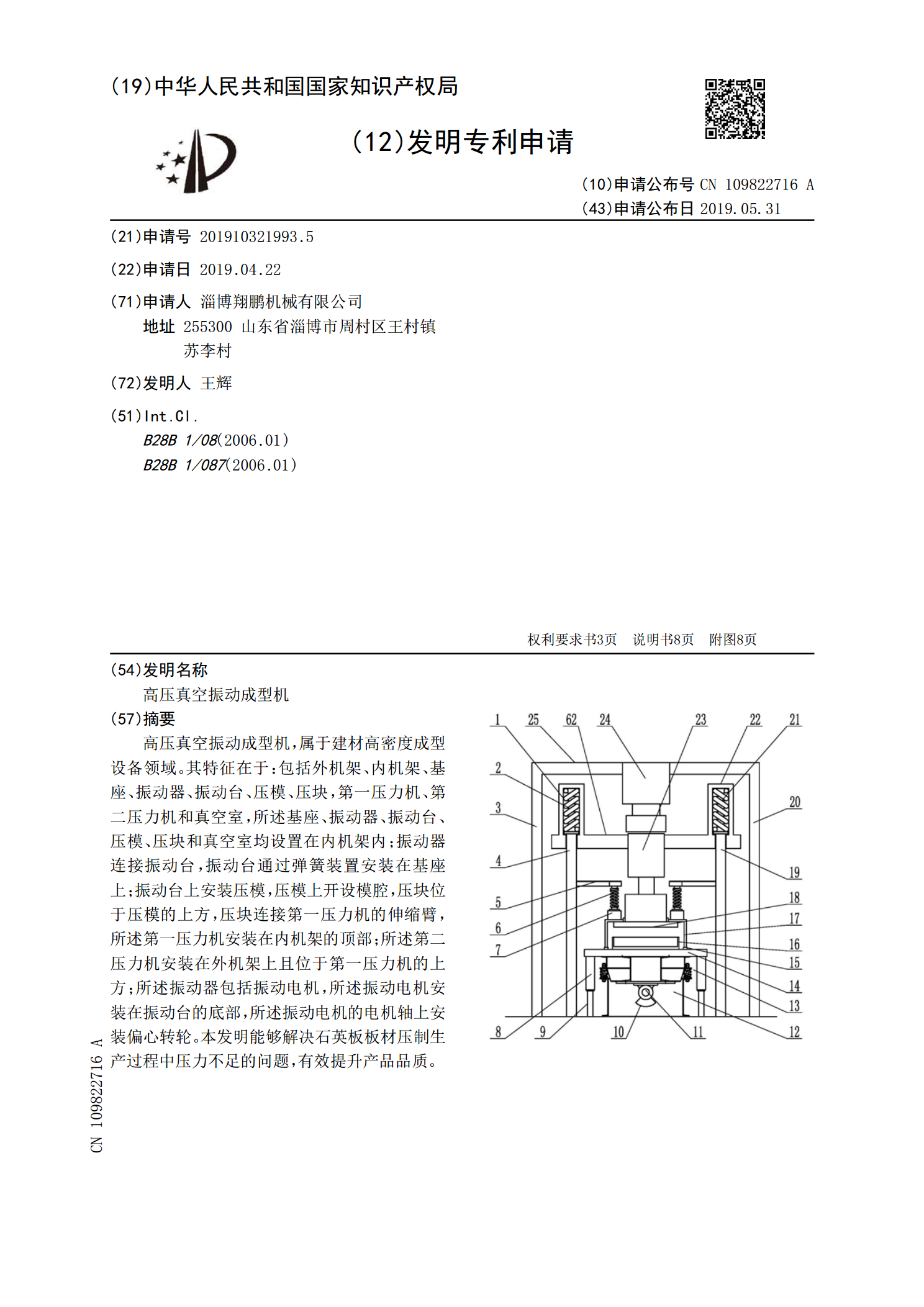
高压真空振动成型机,属于建材高密度成型设备领域。其特征在于:包括外机架、内机架、基座、振动器、振动台、压模、压块,第一压力机、第二压力机和真空室,所述基座、振动器、振动台、压模、压块和真空室均设置在内机架内;振动器连接振动台,振动台通过弹簧装置安装在基座上;振动台上安装压模,压模上开设模腔,压块位于压模的上方,压块连接第一压力机的伸缩臂,所述第一压力机安装在内机架的顶部;所述第二压力机安装在外机架上且位于第一压力机的上方;所述振动器包括振动电机,所述振动电机安装在振动台的底部,所述振动电机的电机轴上安装偏