
一种液力变矩器内泵轮叶片点焊工装.pdf

长春****主a


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种液力变矩器内泵轮叶片点焊工装.pdf
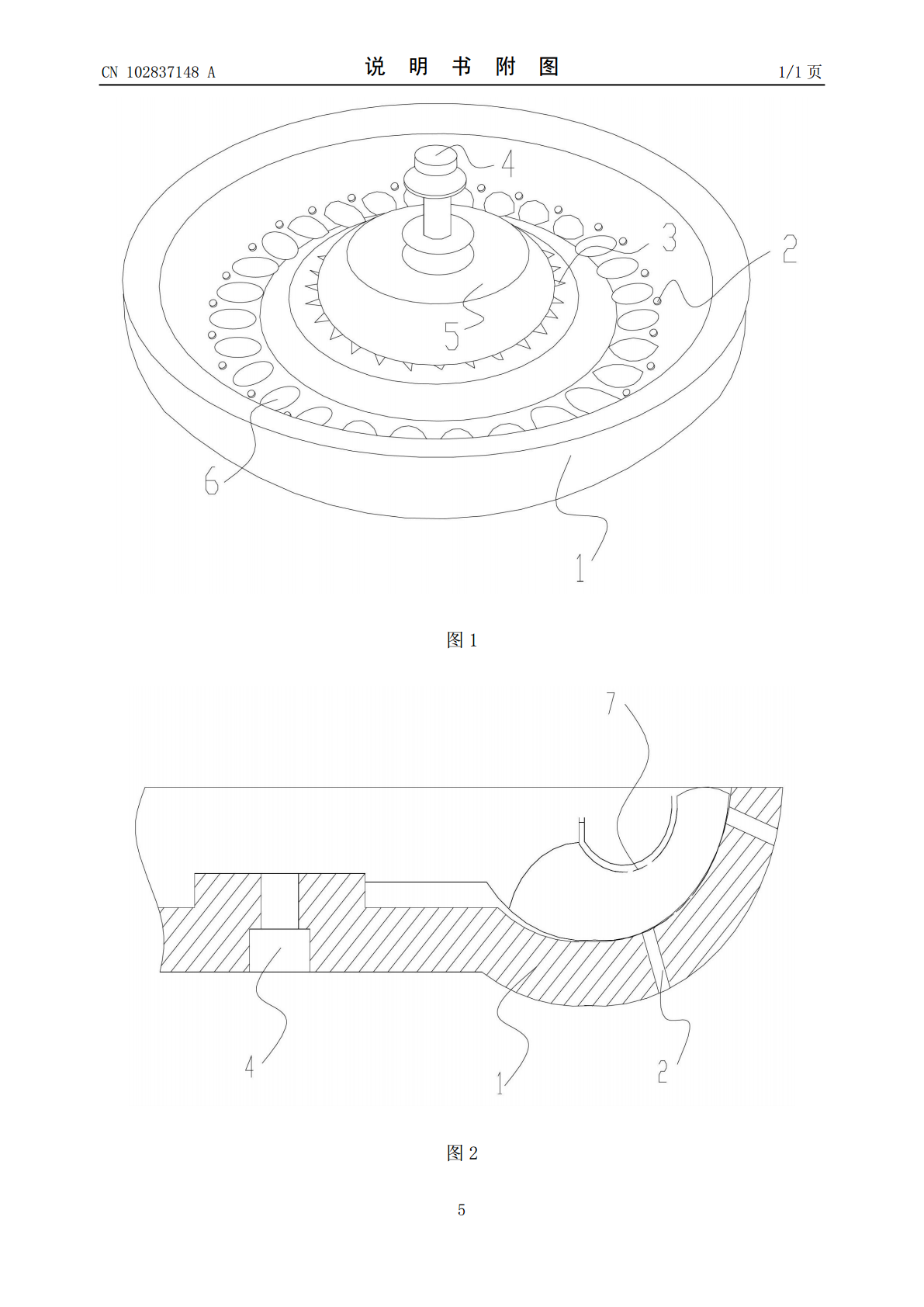
一种液力变矩器内泵轮叶片点焊工装,涉及液力变矩器工装设备,包括一圆盘状工装主体,所述主体中间设置有凸台,所述凸台底部边缘设置有齿轮状卡位,中间设置有压紧螺栓,所述主体内底面圆周上设有工位,工位上边设有柱状卡位,泵轮叶片通过齿轮状卡位与柱状卡位将其卡紧;所述齿轮状卡位与柱状卡位将其所在的圆周等分为21等分。本发明的有益效果是:结构简单,定位精确,能够将21片叶片均匀分布在泵轮壳体上,提高了加工效率,产品质量稳定。
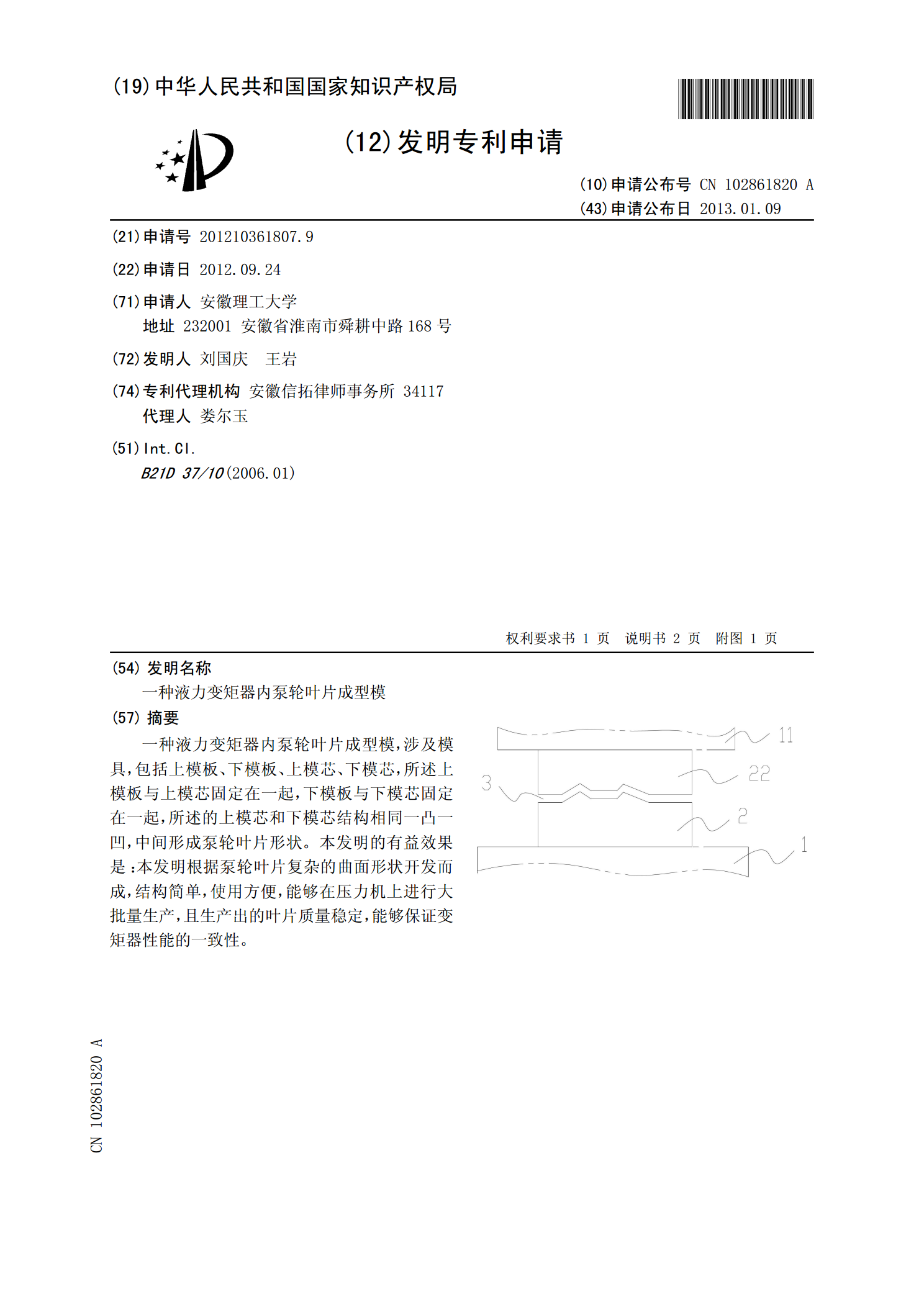
一种液力变矩器内泵轮叶片成型模.pdf
一种液力变矩器内泵轮叶片成型模,涉及模具,包括上模板、下模板、上模芯、下模芯,所述上模板与上模芯固定在一起,下模板与下模芯固定在一起,所述的上模芯和下模芯结构相同一凸一凹,中间形成泵轮叶片形状。本发明的有益效果是:本发明根据泵轮叶片复杂的曲面形状开发而成,结构简单,使用方便,能够在压力机上进行大批量生产,且生产出的叶片质量稳定,能够保证变矩器性能的一致性。

一种用于液力变矩器泵轮壳与叶片的点焊机.pdf
本发明提供一种用于液力变矩器泵轮壳与叶片的点焊机,它包括机体(1),气源(2),电焊台(3),在机体上设有第一点焊头(4),其特征在于:在电焊台(3)上设有与泵轮壳对应配合的电极座(5),以及与电极座(5)对应配合的旋转装置(6),在机体(1)上还设有第二焊头(7),在所述的第一点焊头(4)和第二焊头(7)之间还设有与泵轮壳对应配合的加压固定旋转装置(8)。本发明具有点焊效果好,点焊精度高,无需工人手动点焊,降低了劳动强度,提到了工作效率以及产品质量。

液力变矩器泵轮叶片优化设计研究1.pdf
第20卷第23期系统仿真学报◎、bl_2ONo.232008年12月JournalofSystemSimulationDec..2oo8液力变矩器泵轮叶片优化设计研究魏巍r,闫清东(1.北京理工大学机械与车辆工程学院,北京100081;2.北京理工大学车辆传动国家重点实验室,北京100081)_摘节并下关中口更降键图的角要正新的词分模扭类交:型液号提试曲验逼角力:出设近度T一变H最可矩种计13优液样以器7.解有;力本33优效构。2变结化地建矩果设提器目表计标高叶文;明变栅的叶献该矩响系片标方器应统;识法的
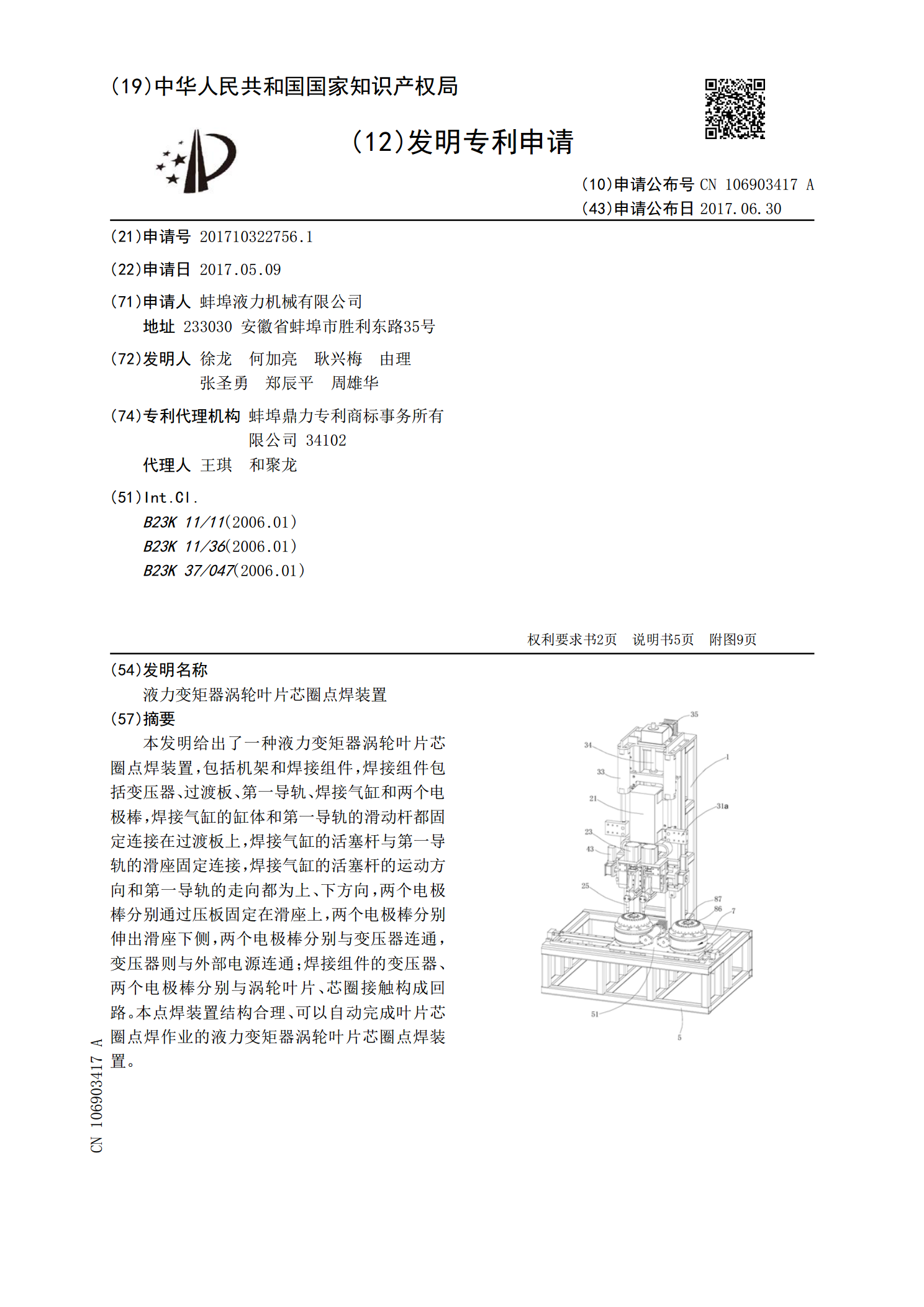
液力变矩器涡轮叶片芯圈点焊装置.pdf
本发明给出了一种液力变矩器涡轮叶片芯圈点焊装置,包括机架和焊接组件,焊接组件包括变压器、过渡板、第一导轨、焊接气缸和两个电极棒,焊接气缸的缸体和第一导轨的滑动杆都固定连接在过渡板上,焊接气缸的活塞杆与第一导轨的滑座固定连接,焊接气缸的活塞杆的运动方向和第一导轨的走向都为上、下方向,两个电极棒分别通过压板固定在滑座上,两个电极棒分别伸出滑座下侧,两个电极棒分别与变压器连通,变压器则与外部电源连通;焊接组件的变压器、两个电极棒分别与涡轮叶片、芯圈接触构成回路。本点焊装置结构合理、可以自动完成叶片芯圈点焊作业的