
一种轮槽铣刀车削加工方法.pdf

一条****淑淑

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮槽铣刀车削加工方法.pdf
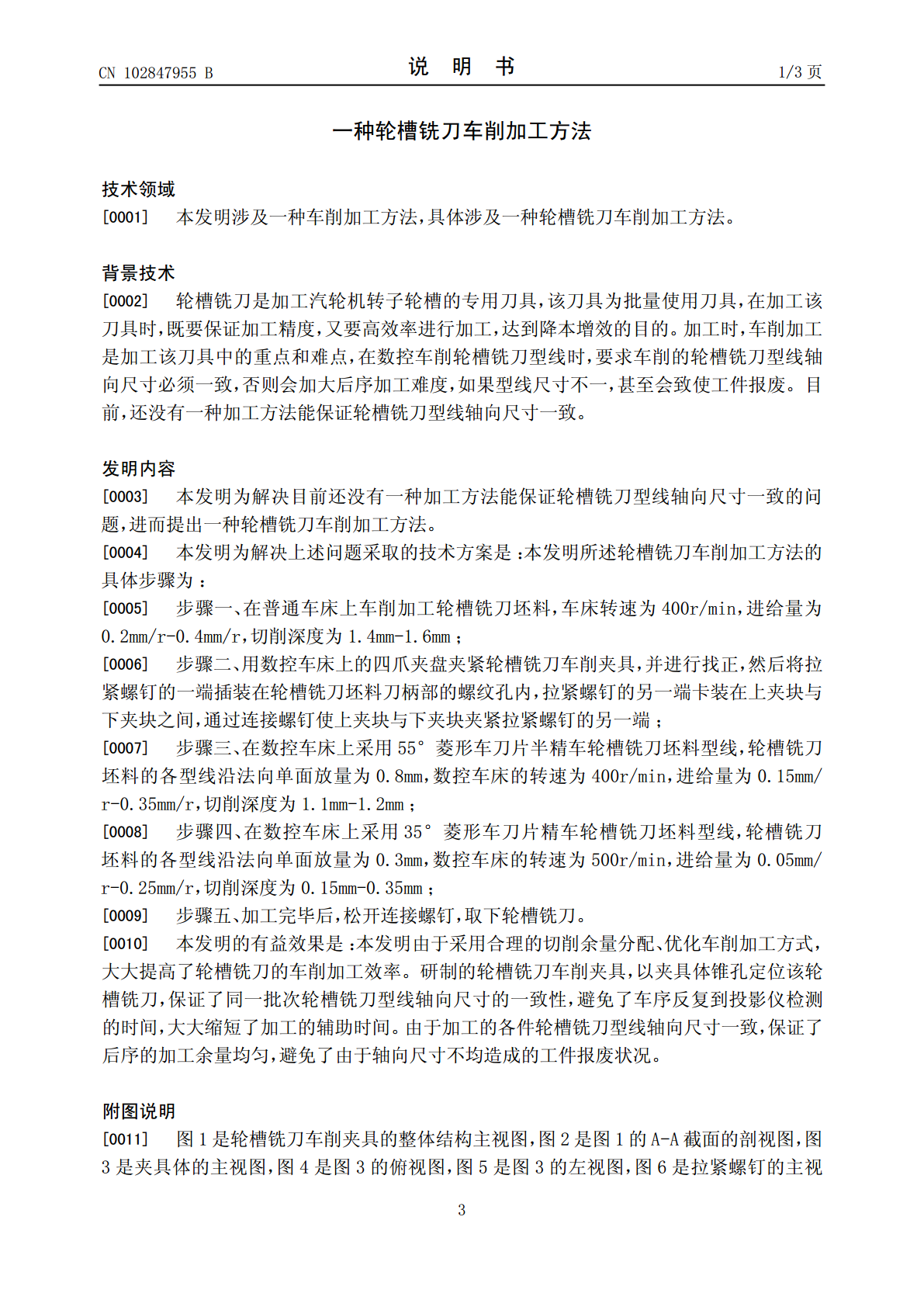
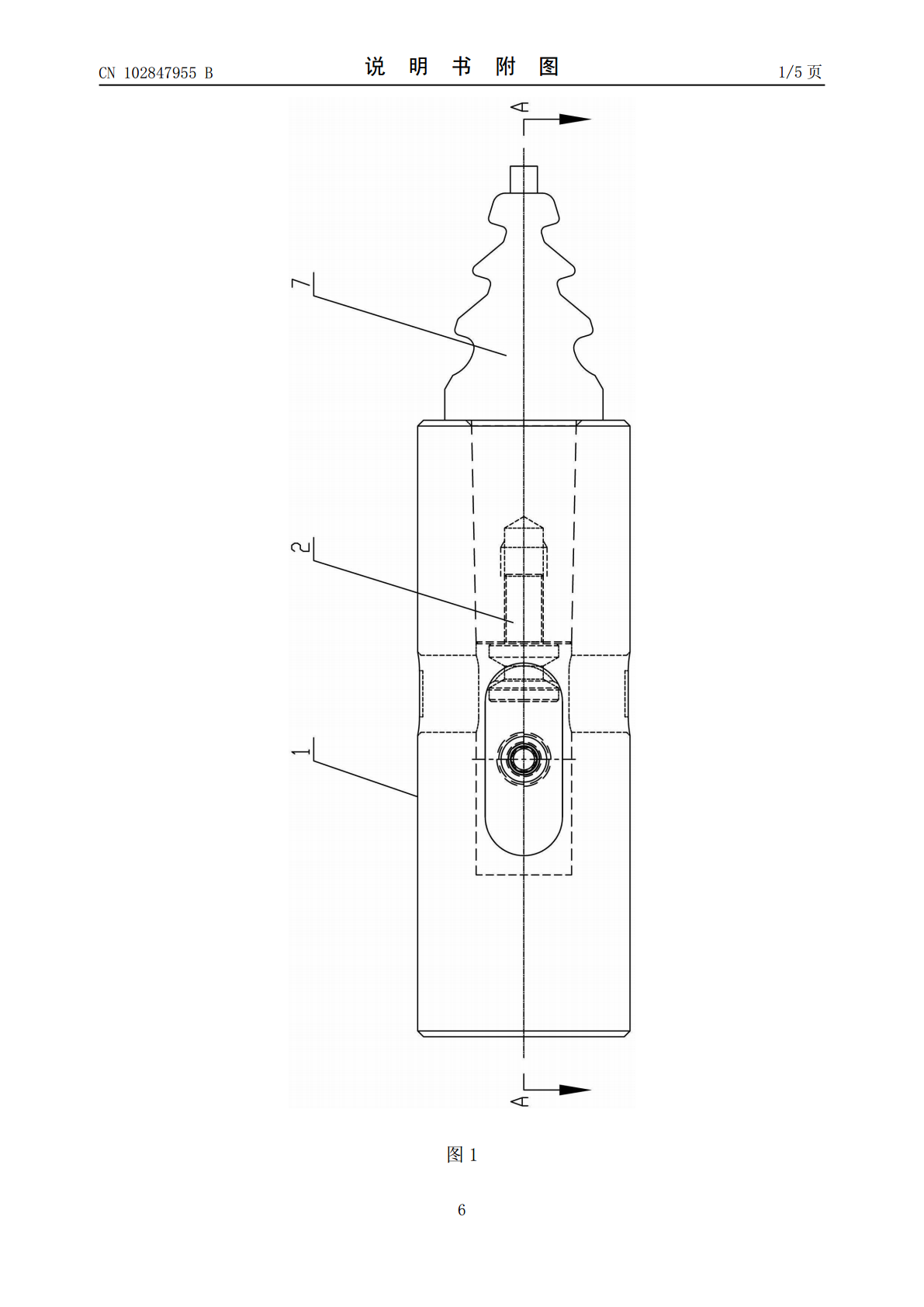
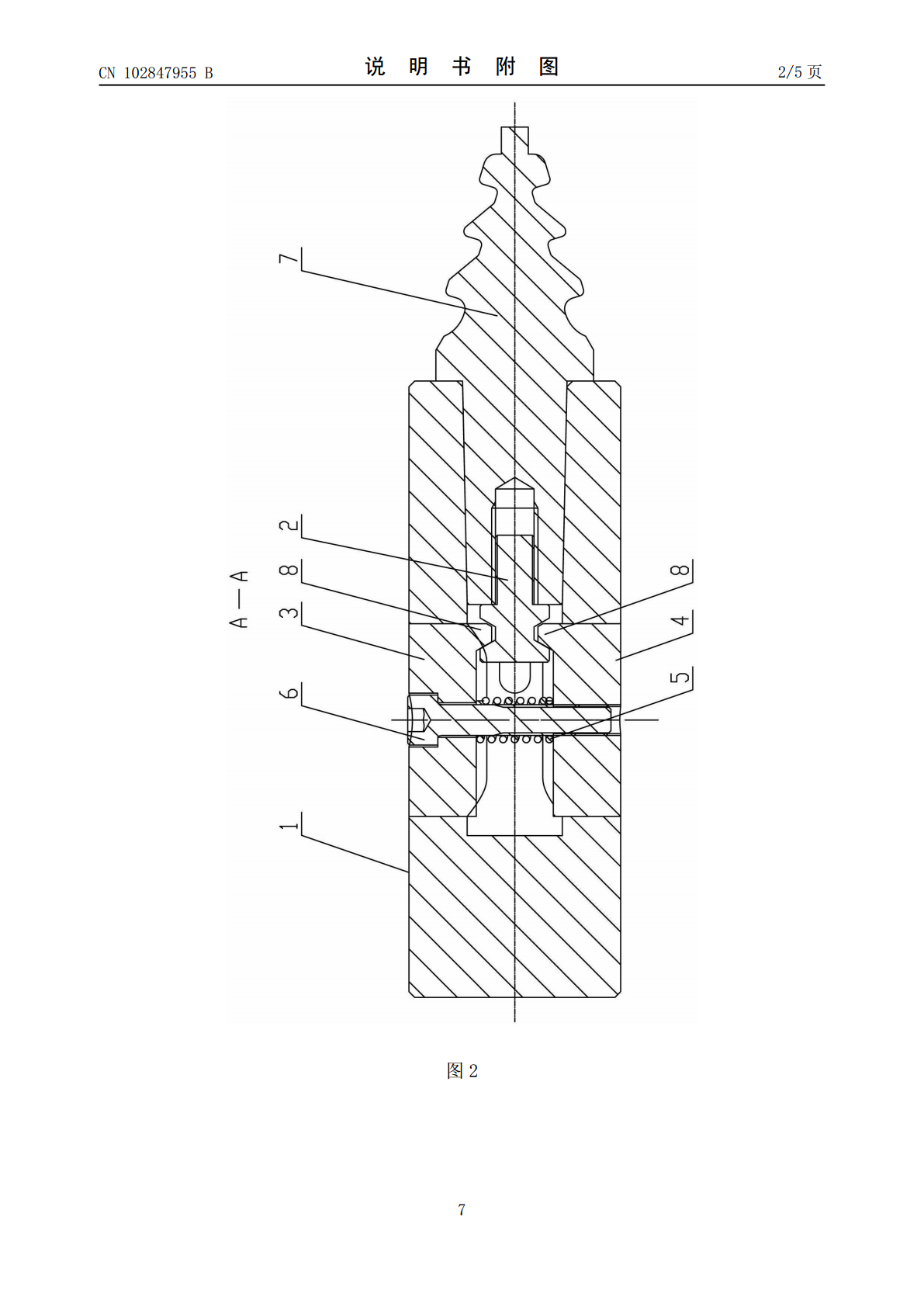
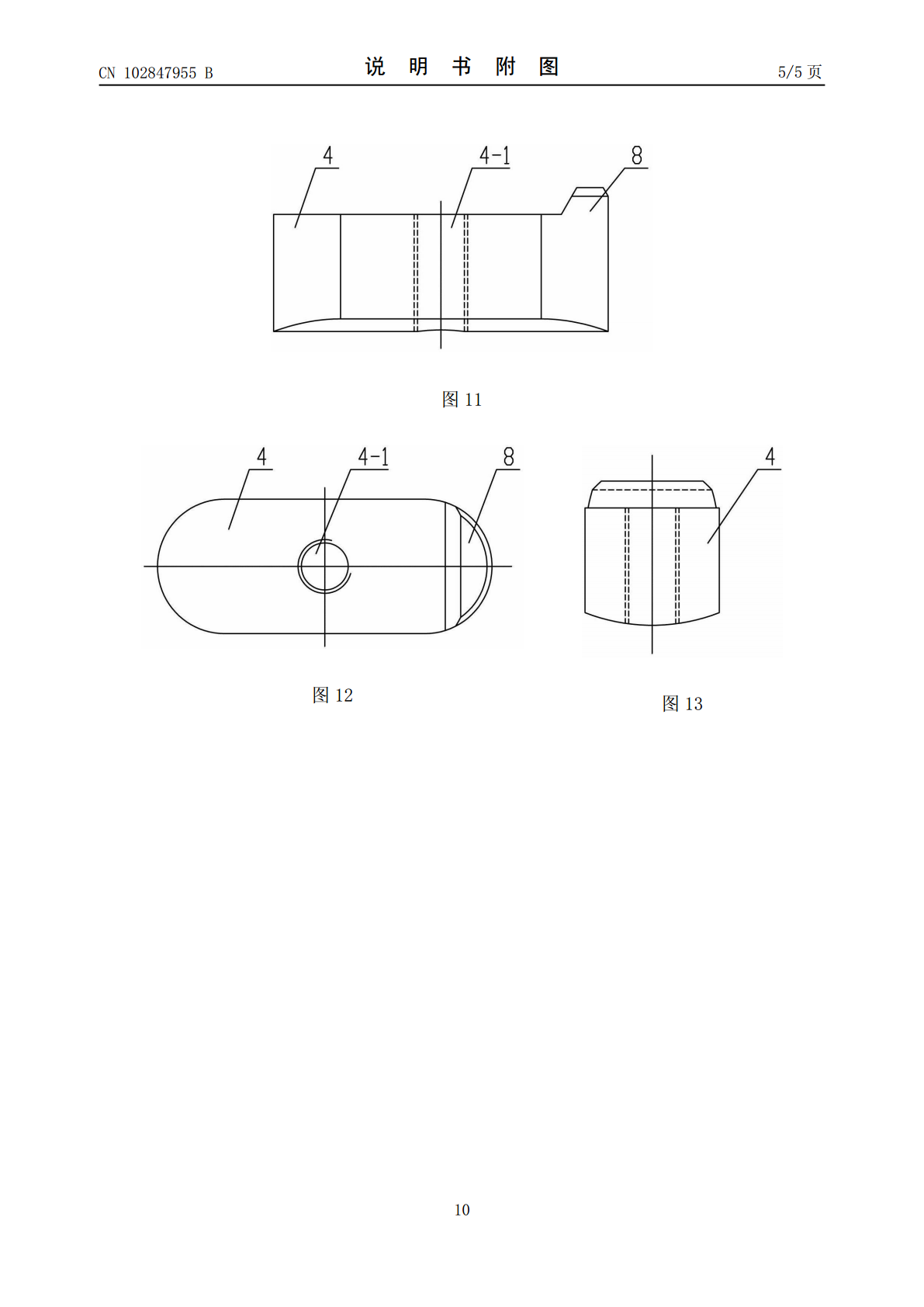
一种轮槽铣刀车削加工方法,它涉及一种车削加工方法,具体涉及一种轮槽铣刀车削加工方法。本发明为了解决目前还没有一种加工方法能保证轮槽铣刀型线轴向尺寸一致的问题。本发明的具体步骤为:现在普通车床上加工轮槽铣刀;再将轮槽铣刀安装在车削夹具上,用数控车床上用55°菱形车刀片半精车轮槽铣刀型线;然后采用35°菱形车刀片精车轮槽铣刀型线;加工完毕后,从车削夹具上取下轮槽铣刀。本发明用于车削轮槽铣刀。

一种大型轮槽半精铣刀及其加工方法.pdf
一种大型轮槽半精铣刀及其加工方法,它涉及一种铣刀及其加工方法。大型轮槽粗半精铣刀因其结构复杂使其加工过程步骤繁琐,操作复杂且难以保证加工精度。本发明中正棒本体的一端为ISO40锥柄,正棒本体的另一端为型线端,该端沿正棒本体的轴向方向均匀加工有多个齿背台阶,多个齿背台阶的外圆从靠近ISO40锥柄的一端至远离ISO40锥柄的另一端依次递减,每两个相邻齿背台阶之间加工有一个容屑槽,多个齿背台阶通过多个容屑槽均匀分割形成多个沿正棒本体的轴向方向设置的磨铲齿,每个磨铲齿的后刀面的形状为连续的圆弧形,正棒本体的中部加

一种锁紧槽铣刀加工方法.pdf
一种锁紧槽铣刀加工方法,它涉及一种铣刀加工方法,以解决现有锁紧槽铣刀为窄刃结构,后序磨削加工时,刀具极易崩刃、断裂及过热退火,造成刀具报废,难以保证加工汽轮机叶片上锁紧槽,生产效率低的问题,加工方法的主要步骤为:步骤一、车棒料;步骤二、铣齿;步骤三、铣齿背阶梯台阶;步骤四、热处理;步骤五、研中心孔;步骤六、磨准前刀面;步骤七、外圆磨床磨准齿深和锥尾柄;步骤八、铲齿机床铲磨齿背;步骤九、包装加工得到的锁紧槽铣刀。本发明用于加工汽轮机叶片上锁紧槽。

一种锥度铣刀螺旋槽的加工方法.pdf
一种锥度铣刀螺旋槽的加工方法,它涉及一种螺旋槽的加工方法,具体涉及一种锥度铣刀螺旋槽的加工方法。本发明为了解决现有锥度等螺旋角铣刀的粗加工及精加工都是在五轴联动数控工具磨上加工,加工效率低、加工成本高的问题。本发明将锥度铣刀安装在四轴半数控铣床的夹具上,将四轴半数控铣床的B轴手动摆动与锥度铣刀的螺旋角要求相同的角度;选取单铣刀对锥度铣刀进行加工;推导四轴半数控铣床A轴转动角度公式:360÷(PI÷tanα)÷D;根据步骤三中的四轴半数控铣床A轴转动角度公式编制参数化程序,并将程序输入四轴半数控铣床的控制计

涡轮机转子轮槽加工方法及铣刀.pdf
本发明公开一种涡轮机转子轮槽加工方法,包括粗铣步骤和精铣步骤,所述粗铣步骤是在转子叶轮上开出粗铣槽,该粗铣槽的上部是带锥度的V形槽,下部是直沟槽;所述粗铣步骤采用具有锥度刃和圆柱刃的复合铣刀,一次性加工出粗铣槽。复合铣刀用粉末冶金高速或硬质合金钢制成,前角8~12°,后角6~12°,排屑槽螺旋角20~30°。其技术效果:粗铣刀具成本减少50%,粗铣槽加工效率提高一倍,整个转子轮槽加工周期缩短1/3。