
行星锥齿轮球面形状检具.pdf

努力****梓颖


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

行星锥齿轮球面形状检具.pdf
本发明公开了一种行星锥齿轮球面形状检具,它由凹模和芯轴组成。所述凹模轴向设有三个同心联体腔,顶面为球形凹腔,底面为工艺孔,中间的轴向通孔贯通球形凹腔和工艺孔。所述芯轴为圆柱轴安插在凹模轴向通孔中,芯轴顶节从凹模的球形凹腔中露出,构成待检工件的轴定位旋转结构。检测时为了更好地展示工件球面与凹模的接触面积,可在工件球面上预涂色,然后再插装到芯轴上与凹模作定位接触旋转,卸下工件可从球面着色损失量界定接触面积的量。本发明在定位条件下检测,检测精度高、效率高,能够客观反映工件的实际质量。
汽车差速器行星锥齿轮球面高度检具.pdf
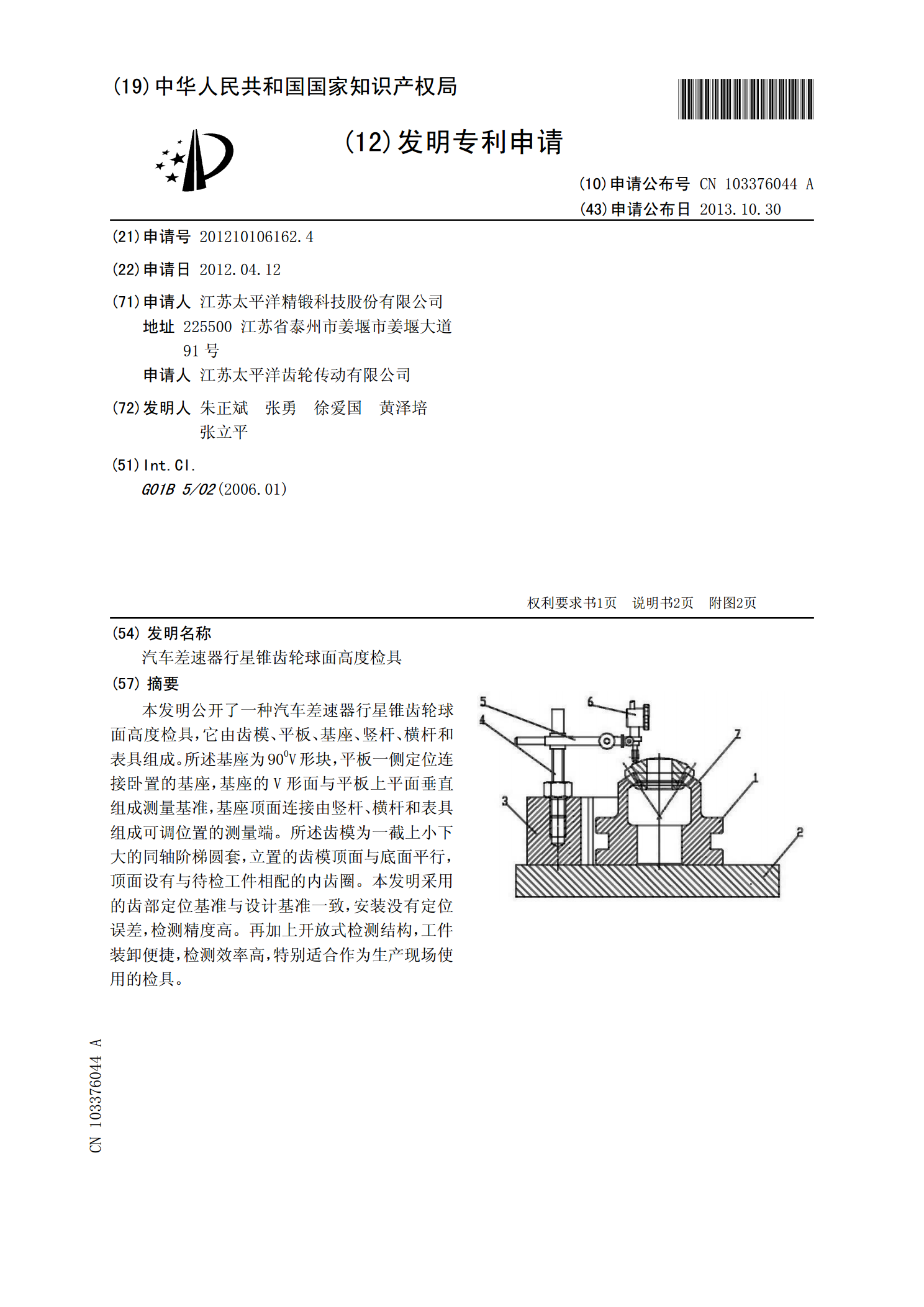
本发明公开了一种汽车差速器行星锥齿轮球面高度检具,它由齿模、平板、基座、竖杆、横杆和表具组成。所述基座为900V形块,平板一侧定位连接卧置的基座,基座的V形面与平板上平面垂直组成测量基准,基座顶面连接由竖杆、横杆和表具组成可调位置的测量端。所述齿模为一截上小下大的同轴阶梯圆套,立置的齿模顶面与底面平行,顶面设有与待检工件相配的内齿圈。本发明采用的齿部定位基准与设计基准一致,安装没有定位误差,检测精度高。再加上开放式检测结构,工件装卸便捷,检测效率高,特别适合作为生产现场使用的检具。

多位置测量行星锥齿轮球面检具.pdf
本发明公开了一种多位置测量行星锥齿轮球面检具,它包括模座、滑杆、管壳、管夹、量表、螺栓和芯轴。所述模座设有轴向半球形凹腔和定位孔,环定位孔外周均布2~4只在球面上错位且与半球形凹腔同圆心的通孔。所述管壳内置由弹簧推动复位的滑杆构成接管测头,接管测头分别从上方插入模座通孔中,其下端部伸入半球形凹腔中,量表以表杆端插入管壳中并由管夹相夹成随接管测头轴向移动的计量端。实测时用芯轴串装工件置入半球形凹腔中与定位孔配合定位,螺栓从模座顶面锁住芯轴。本发明在定位条件下从预置位置的通孔中检测工件球面,检测方便、测量准确

汽车变速箱差速器锥齿轮球面检具.pdf
本发明公开了一种汽车变速箱差速器锥齿轮球面检具,它包括底盘、支座、立柱、轨道板、千分表、表架、锁紧块、限位套、芯轴和螺栓。所述底盘上安装立置的支座,两边连接与支座等高的立柱,平置的轨道板由支座和立柱共同支撑。圆弧形的轨道板中段设有通孔安装锁紧块,顺弯的轨道槽位于锁紧块两边,轨道板两端与立柱连接。螺栓贯穿底盘、支座与锁紧块螺纹孔连接构成检具的框架。轨道板的圆弧轨道槽圆心与被测锥齿轮球面的圆心重合。千分表通过表架与轨道槽配合。芯轴穿过限位套小孔与锁紧块连接,限位套位于轨道板圆弧内侧,芯轴套装被检产品直至球面靠

行星锥齿轮球面测量装置.pdf
本发明公开了一种行星锥齿轮球面测量装置,它包括表具、基座。所述基座为圆盖状构件,朝下底面设有球冠状凹腔与待检工件球面配合,上部实体段居中设有轴向通孔和位于轴向通孔一侧的凸台,凸台内置平行于轴线的开口槽,开口槽配装螺栓构成夹紧结构。所述表具从凸台的开口槽中向下插入并夹紧,表具的表杆端伸入基座凹腔内,其预留压缩量为0.5mm~1.5mm。本发明直接量化显示测量结果,测量精度高,便于后续量值调整切削量。最重要是本发明可配给操作工在工位现场使用,满足实时检测要求,可避免批量质量事故发生。?