
装夹装置.pdf

雨星****萌娃


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

装夹装置.pdf
本发明提供的一种装夹装置包括:真空吸盘、布置在所述真空吸盘的工件放置表面的密封垫圈、用于固定所述真空吸盘上布置的工件的压板、附接在所述真空吸盘上的接头、与所述接头相连的压力开关、以及与所述压力开关相连的真空泵。所述压力开关与所述真空泵之间布置了过滤装置。装夹装置还包括作为能量传递部分的皮带轮和电动机。通过采用根据本发明的组合装夹装置可产生足够的综合吸附力,使零件牢牢的固定在夹具体上,使零件与夹具体接触部位各点受力均匀,保证加工后刚性较弱的中心区域紧贴工作台面,消除工件刚性较弱的中心区域在加工过程中向上翘曲
一种装夹结构、装夹装置.pdf
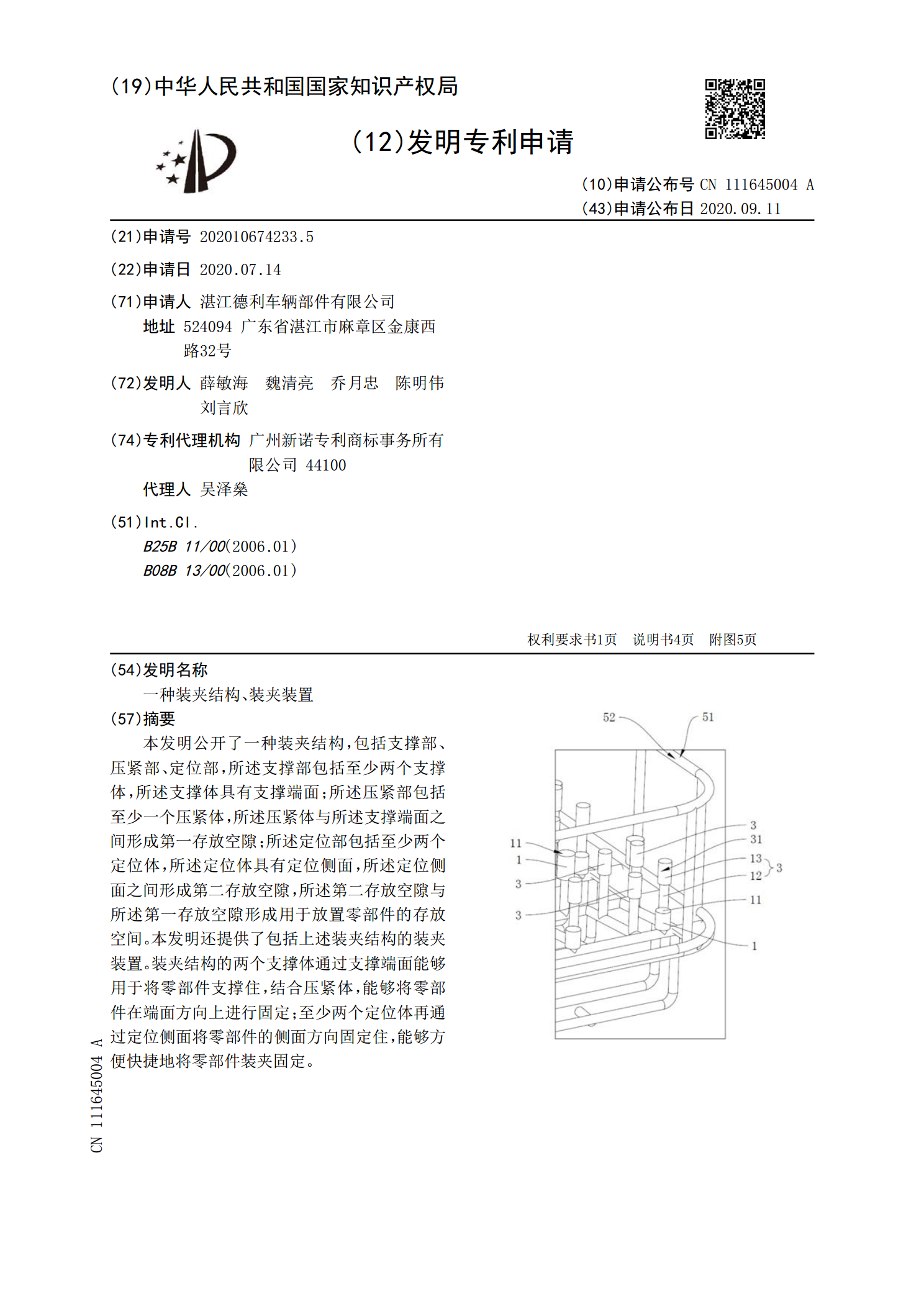
本发明公开了一种装夹结构,包括支撑部、压紧部、定位部,所述支撑部包括至少两个支撑体,所述支撑体具有支撑端面;所述压紧部包括至少一个压紧体,所述压紧体与所述支撑端面之间形成第一存放空隙;所述定位部包括至少两个定位体,所述定位体具有定位侧面,所述定位侧面之间形成第二存放空隙,所述第二存放空隙与所述第一存放空隙形成用于放置零部件的存放空间。本发明还提供了包括上述装夹结构的装夹装置。装夹结构的两个支撑体通过支撑端面能够用于将零部件支撑住,结合压紧体,能够将零部件在端面方向上进行固定;至少两个定位体再通过定位侧面将

柔性装夹装置.pdf
本发明公开了一种柔性装夹装置,套筒(2)固定在底座(1)上,调节轴(14)分别与芯轴(9)、套筒(2)连接,芯轴(9)固定在调节轴(14)上端面,调节轴(14)的底端外壁与套筒(2)内壁为小间隙配合;锁紧螺钉(13)安装在套筒(2)右上侧壁,小齿轮(12)通过转轴(11)安装在套筒(2)左上侧壁,浮动轴(5)侧壁设置锯齿,小齿轮(12)能够与浮动轴(5)侧齿啮合。本发明能满足车轮加工的需要,能提高车轮质量,同时具有结构简单、便于制作、性能稳定、精度能满足加工要求、制造成本低的特点。

火花机电极装夹装置及装夹方法.pdf
本发明提供一种火花机电极装夹装置及装夹方法,装夹装置包括十字形导轨、联动驱动组件、支撑板Ⅰ、夹持杆、弹簧Ⅰ、锁止机构和十字形支撑架,联动驱动组件的四个执行部件上各设有一支撑板Ⅰ,支撑板Ⅰ上通孔内配合安装有夹持杆,夹持杆与支撑板Ⅰ之间设有弹簧Ⅰ,而夹持杆的端部设有V形夹持部,十字形支撑架在竖直方向上形成移动副,四个锁止机构分别设置在十字形导轨的四个拐角处,锁止机构包括支撑板Ⅱ、限位杆Ⅰ、半圆形夹持头和顶板。通过活动安装的夹持杆对电极进行夹装,进而能够适应不同形状的电极,通过锁止机构对进行柔性夹装的夹持杆进行
装夹调整装置.pdf
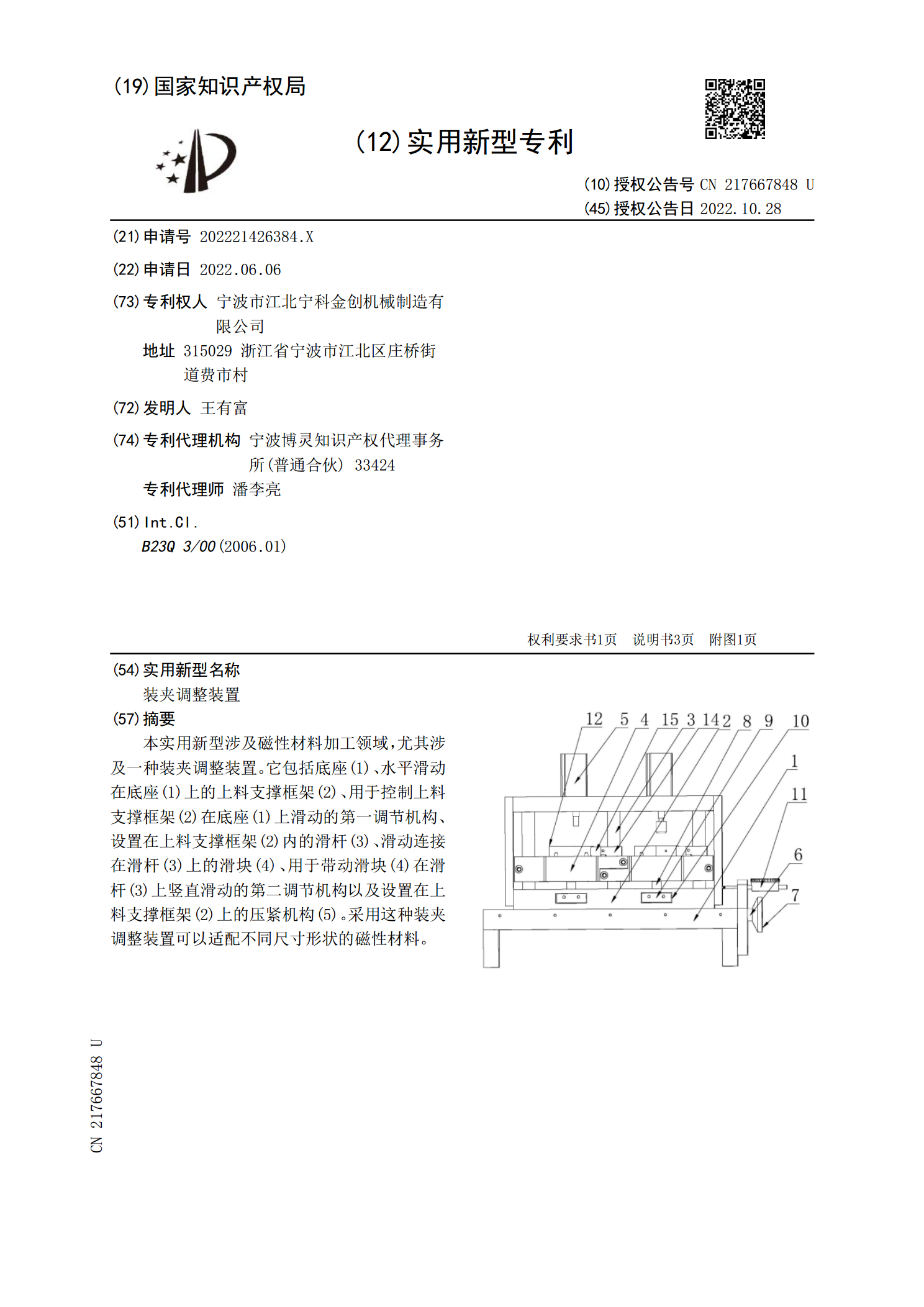
本实用新型涉及磁性材料加工领域,尤其涉及一种装夹调整装置。它包括底座(1)、水平滑动在底座(1)上的上料支撑框架(2)、用于控制上料支撑框架(2)在底座(1)上滑动的第一调节机构、设置在上料支撑框架(2)内的滑杆(3)、滑动连接在滑杆(3)上的滑块(4)、用于带动滑块(4)在滑杆(3)上竖直滑动的第二调节机构以及设置在上料支撑框架(2)上的压紧机构(5)。采用这种装夹调整装置可以适配不同尺寸形状的磁性材料。