
一种行星架焊接组件及其加工工艺.pdf

一只****呀盟


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种行星架焊接组件及其加工工艺.pdf
本发明涉及一种行星架焊接组件及其加工工艺,包括焊接的输入轴焊接组件和离合器内毂焊接组件,输入轴焊接组件由独立的输入轴、行星架和连接盘焊接而成,离合器内毂焊接组件由离合器内毂和兜油板焊接而成,输入轴、行星架和连接盘分体加工成型,然后焊接,在加工过程中装夹定位方便,加工工艺简单,加工难度小,加工成本低;行星架冲压成型,在加工其圆周方向的行星轮空腔的过程中,装夹定位方便,加工工艺简单,加工难度小;离合器内毂旋压成型,兜油板采用冲压工艺,然后再焊接,生产效率高且生产成本低,适于批量生产。

一种行星架轴焊接总成焊接加工工艺.pdf
本发明公开了一种行星架轴焊接总成焊接加工工艺,一,预热,将行星架轴放到预热炉中450℃保温1h;二,点焊,将行星架轴和行星架板装到焊接定位专用夹具上,在缺口中心位置点焊;点完一个位置后转动行星架轴再点相对对角的位置;三,焊接,将行星架轴和行星架板一次堆焊成形,焊缝形式为角焊缝;焊接时焊完一个位置,再焊相对对角的位置;四,回火,焊接完成,10分钟内放到回火炉中,采用470℃保温两小时进行去应力回火;五,打磨,用抛光轮打磨焊接表面,把不规则的焊接表面打磨平滑光亮,最后形成行星架轴焊接总成。本发明在减少变形的情

一种行星架及其加工工艺.pdf
本发明涉及一种行星架,行星架本体包括两个行星架构件,两个行星架构件为独立的个体,两个行星架构件通过连接形成行星架本体,两个行星架构件的连接方式为可拆卸式连接,由于两个行星架构件通过螺栓固定连接而成,所以两个行星架构件便于拆装,并且两个行星架构件可以分别进行加工,在两个行星架构件分别加工好后,再通过螺栓连接,加工容易,加工精度高,加工工艺简单,其中一个行星架构件可以与齿轮固定连接,另一个行星架构件上设置有套筒支撑部,可以在套筒支撑部上设置齿轮等传动部件,是行星架可以实现更多的传动功能,其中一个行星架构件上设
一种偏心摆动型齿轮行星架组件加工工艺.pdf
一种偏心摆动型齿轮行星架组件加工工艺,所述加工工艺包括:第一步:分别粗加工输入行星架和输出行星架;第二步:以输出行星架油封位平面作基准面,把输入行星架和输出行星架装夹固定;第三步:加工锥销孔;第四步:加工输入行星架的第二中心孔、输出行星架的第一中心孔和输入行星架的第二轴承孔、输出行星架的第一轴承孔;第五步:掉头输入行星架的第二平面作基准,外圆定心;第六步:精加工输出行星架的中心台阶孔、螺纹孔及第一平面;第七步:加工行星架组的第一轴承孔和第二轴承孔、油封位。通过本发明,提高了销孔的位置度、轴承位的同心度、轴
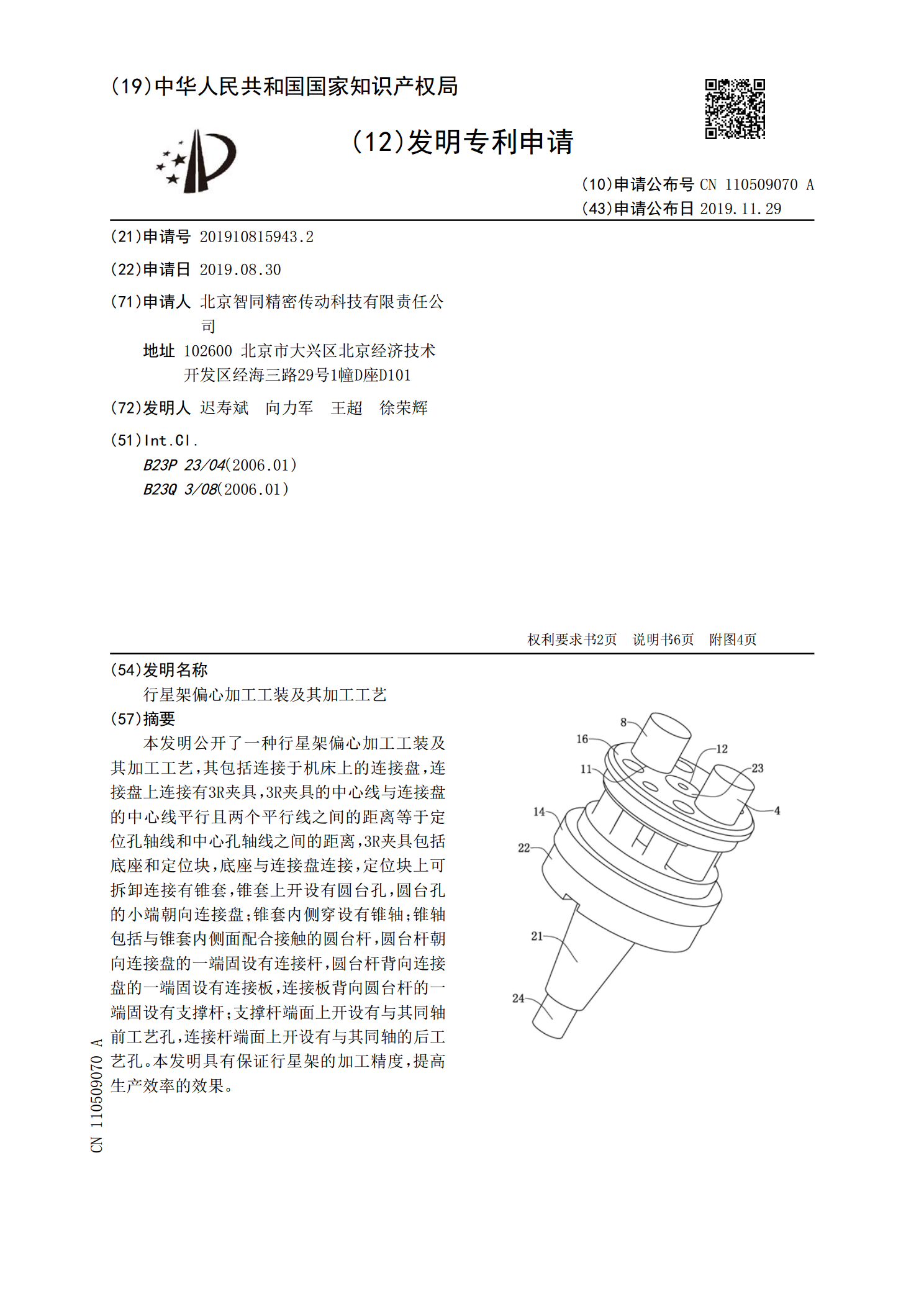
行星架偏心加工工装及其加工工艺.pdf
本发明公开了一种行星架偏心加工工装及其加工工艺,其包括连接于机床上的连接盘,连接盘上连接有3R夹具,3R夹具的中心线与连接盘的中心线平行且两个平行线之间的距离等于定位孔轴线和中心孔轴线之间的距离,3R夹具包括底座和定位块,底座与连接盘连接,定位块上可拆卸连接有锥套,锥套上开设有圆台孔,圆台孔的小端朝向连接盘;锥套内侧穿设有锥轴;锥轴包括与锥套内侧面配合接触的圆台杆,圆台杆朝向连接盘的一端固设有连接杆,圆台杆背向连接盘的一端固设有连接板,连接板背向圆台杆的一端固设有支撑杆;支撑杆端面上开设有与其同轴前工艺孔