
一种偏心摆动型齿轮行星架组件加工工艺.pdf

努力****妙风

1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种偏心摆动型齿轮行星架组件加工工艺.pdf
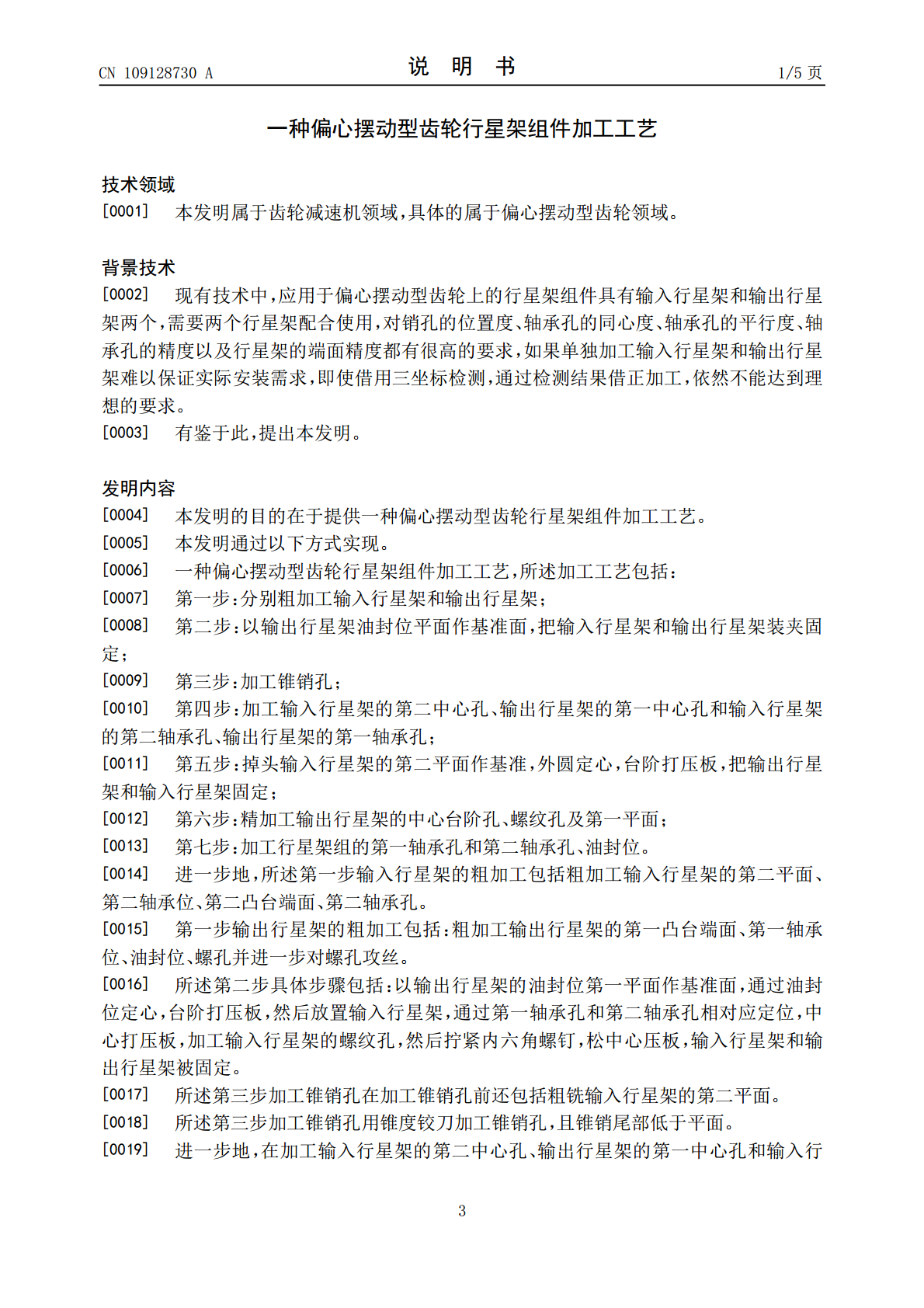
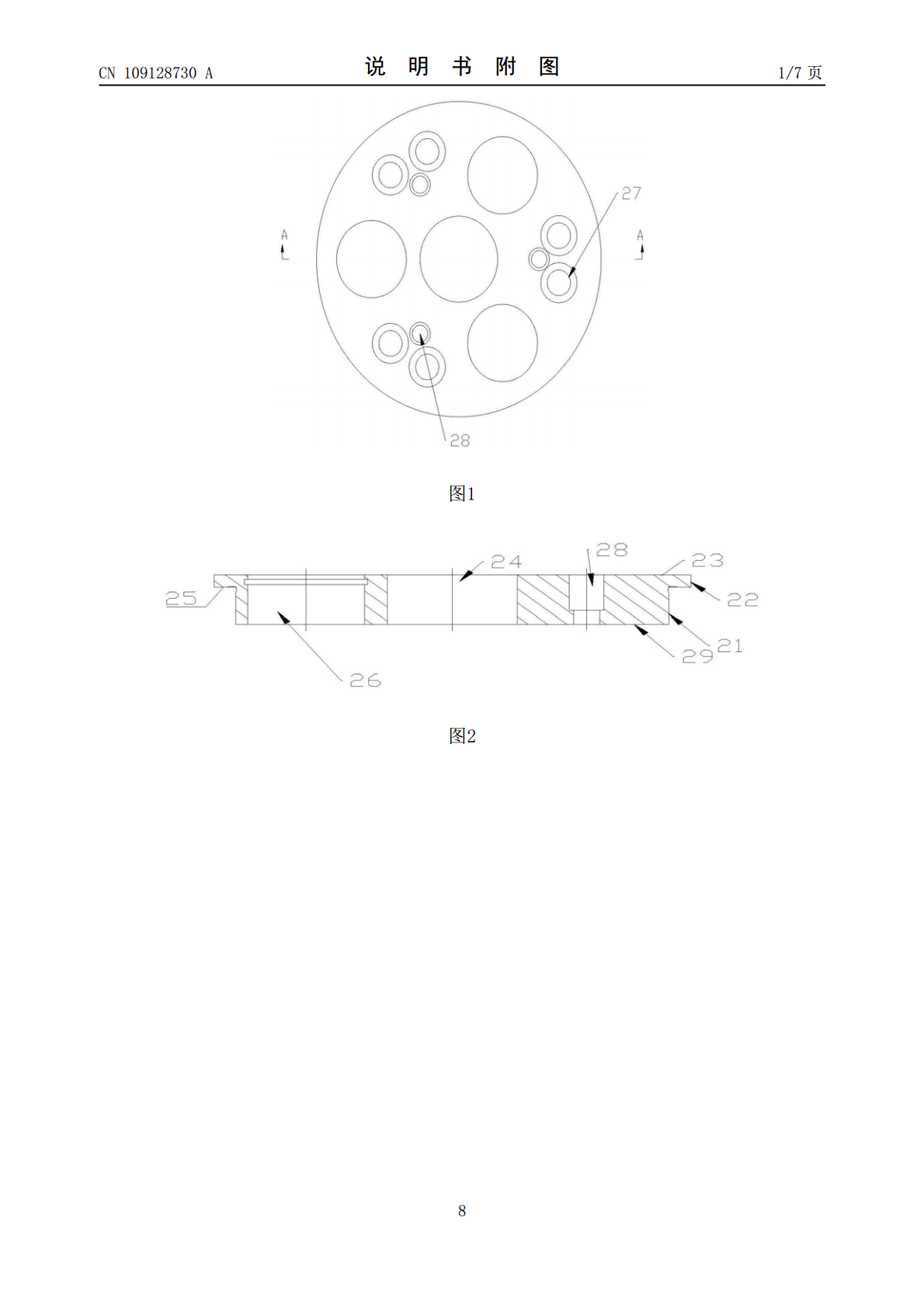
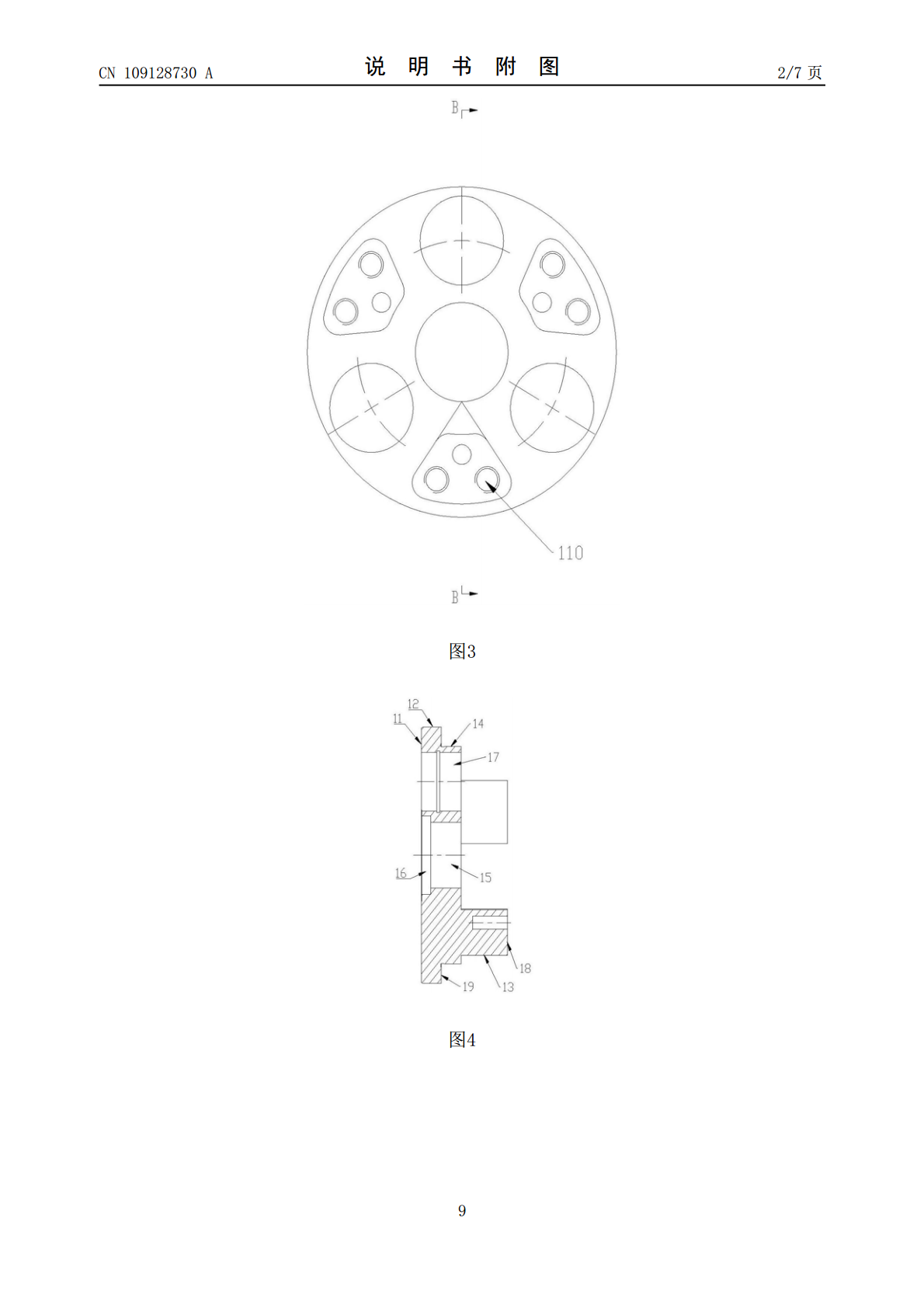
一种偏心摆动型齿轮行星架组件加工工艺,所述加工工艺包括:第一步:分别粗加工输入行星架和输出行星架;第二步:以输出行星架油封位平面作基准面,把输入行星架和输出行星架装夹固定;第三步:加工锥销孔;第四步:加工输入行星架的第二中心孔、输出行星架的第一中心孔和输入行星架的第二轴承孔、输出行星架的第一轴承孔;第五步:掉头输入行星架的第二平面作基准,外圆定心;第六步:精加工输出行星架的中心台阶孔、螺纹孔及第一平面;第七步:加工行星架组的第一轴承孔和第二轴承孔、油封位。通过本发明,提高了销孔的位置度、轴承位的同心度、轴

偏心摆动型齿轮装置及偏心摆动型齿轮装置的制造方法.pdf
一种偏心摆动型齿轮装置,使第二对象部件相对于第一对象部件以按指定转速比降低输入的转速而得的转速转动,其包括:外筒,连接于所述第一对象部件,在内表面设置有多个内齿;曲轴,具有偏心部且通过被输入转动力而在所述外筒内绕其轴转动;外齿齿轮,安装在所述偏心部上,一面与所述内齿啮合一面与所述偏心部的偏心转动连动以进行摆动转动;支座,连接于所述第二对象部件并且嵌插在所述外筒内,接受所述外齿齿轮的转动力而相对于所述外筒绕该外筒的轴转动;以及支座轴承,在所述外筒内支承所述支座,使得所述支座相对于所述外筒能够绕该外筒的轴转动
行星架偏心加工工装及其加工工艺.pdf
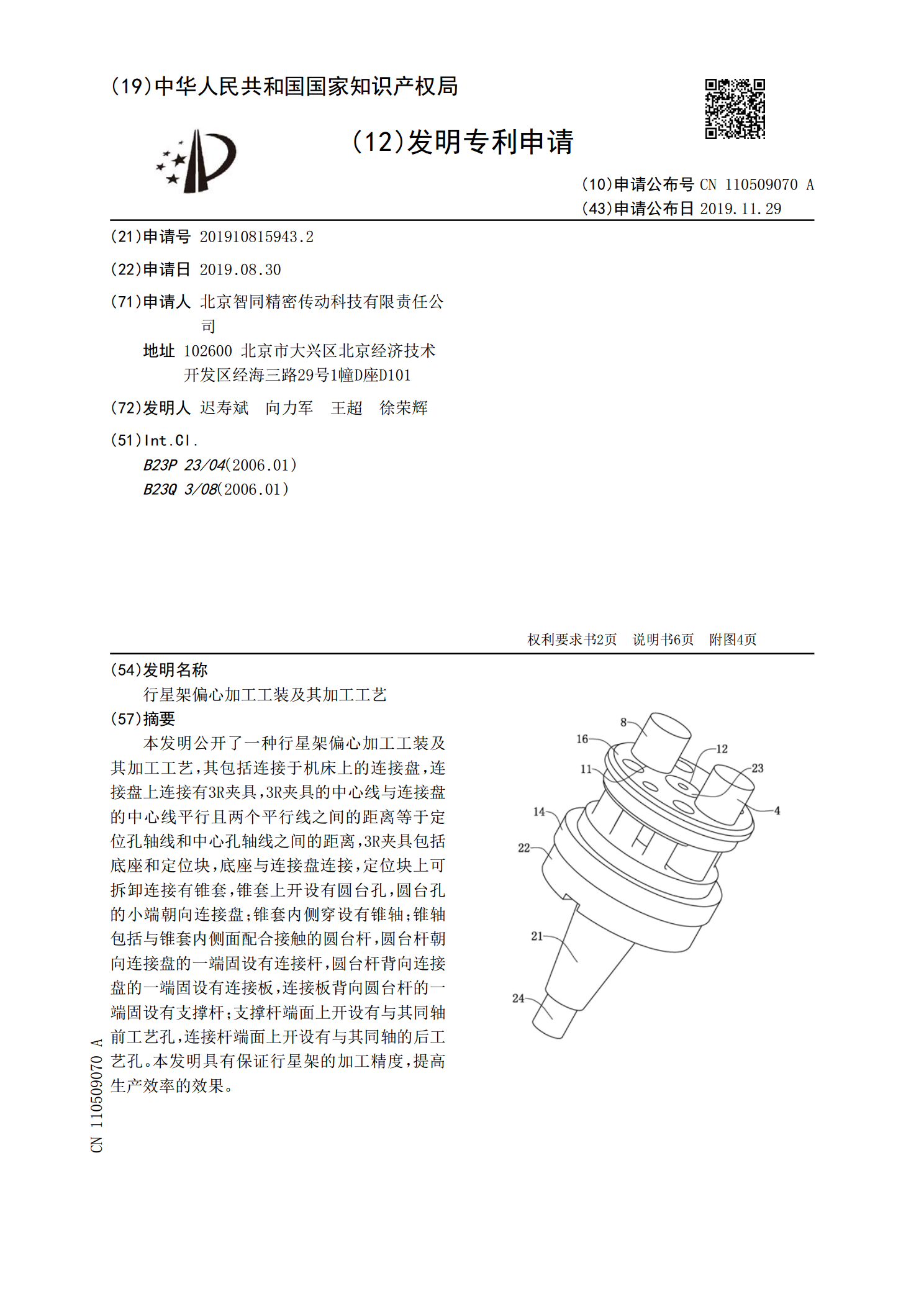
本发明公开了一种行星架偏心加工工装及其加工工艺,其包括连接于机床上的连接盘,连接盘上连接有3R夹具,3R夹具的中心线与连接盘的中心线平行且两个平行线之间的距离等于定位孔轴线和中心孔轴线之间的距离,3R夹具包括底座和定位块,底座与连接盘连接,定位块上可拆卸连接有锥套,锥套上开设有圆台孔,圆台孔的小端朝向连接盘;锥套内侧穿设有锥轴;锥轴包括与锥套内侧面配合接触的圆台杆,圆台杆朝向连接盘的一端固设有连接杆,圆台杆背向连接盘的一端固设有连接板,连接板背向圆台杆的一端固设有支撑杆;支撑杆端面上开设有与其同轴前工艺孔

一种偏心摆动型齿轮装置.pdf
本发明公开了一种偏心摆动型齿轮装置,包括外筒、摆动齿轮、曲轴以及齿轮架,曲轴包括第一轴部、第二轴部、偏心部,偏心部包括第一偏心部、第二偏心部,第一轴部端部具有花键齿;曲轴轴承支承曲轴并使曲轴能够旋转;摆动齿轮具有供所述偏心部插入的贯穿孔且具有齿部;外筒具有摆动齿轮的所述齿部啮合的内齿;齿轮架具有安装部,安装部用于安装曲轴轴承。第一轴部具有第一轴心,第一偏心部具有第一偏心部中心,第二偏心部具有第二偏心部中心,所述第一轴心、第一偏心部中心和第二偏心部中心、曲轴上花键齿的第一齿底中心点和第二齿底中心点位于同一标
一种偏心摆动型齿轮装置.pdf
本发明公开了一种偏心摆动型齿轮装置,其包括外筒、摆动齿轮(3)、曲轴(6)以及齿轮架(4)。外筒在内周上以一定齿距设置了由多个针齿(21)构成的内齿(2);摆动齿轮(3)上有至少一个曲轴孔(33)和多个通孔(32),外圆周上有与所述内齿啮合并且齿数比所述内齿少1个的外齿(31);曲轴(6)插入各曲轴孔(33)内;齿轮架(4)具有多个插入通孔中的柱状体(411);构成外筒内周上设有两组内齿,两组内齿分别与两个摆动齿轮相啮合。该结构降低了针齿的加工难度,并使针齿在工作状态下受力均衡不易变形,减小摩擦。另外,两