
一种行星架轴焊接总成焊接加工工艺.pdf

努力****梓颖

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种行星架轴焊接总成焊接加工工艺.pdf
本发明公开了一种行星架轴焊接总成焊接加工工艺,一,预热,将行星架轴放到预热炉中450℃保温1h;二,点焊,将行星架轴和行星架板装到焊接定位专用夹具上,在缺口中心位置点焊;点完一个位置后转动行星架轴再点相对对角的位置;三,焊接,将行星架轴和行星架板一次堆焊成形,焊缝形式为角焊缝;焊接时焊完一个位置,再焊相对对角的位置;四,回火,焊接完成,10分钟内放到回火炉中,采用470℃保温两小时进行去应力回火;五,打磨,用抛光轮打磨焊接表面,把不规则的焊接表面打磨平滑光亮,最后形成行星架轴焊接总成。本发明在减少变形的情

一种行星架焊接组件及其加工工艺.pdf
本发明涉及一种行星架焊接组件及其加工工艺,包括焊接的输入轴焊接组件和离合器内毂焊接组件,输入轴焊接组件由独立的输入轴、行星架和连接盘焊接而成,离合器内毂焊接组件由离合器内毂和兜油板焊接而成,输入轴、行星架和连接盘分体加工成型,然后焊接,在加工过程中装夹定位方便,加工工艺简单,加工难度小,加工成本低;行星架冲压成型,在加工其圆周方向的行星轮空腔的过程中,装夹定位方便,加工工艺简单,加工难度小;离合器内毂旋压成型,兜油板采用冲压工艺,然后再焊接,生产效率高且生产成本低,适于批量生产。

一种行星架输出轴机构及其加工工艺.pdf
本发明公开了一种行星架输出轴机构及其加工工艺,所述行星架输出轴机构包括输出轴和行星架,所述行星架设置于所述输出轴上,所述输出轴和所述行星架一体成型,所述行星架为封闭型框架结构,在所述行星架的两侧开设有装设行星轮的腔室,并在表面设置有用于装设定位销固定行星齿轮的第一通孔,在所述腔室中设置有加强筋;采用本发明所提供的行星架输出轴机构,用定位销将行星齿轮通过所述第一通孔固定于所述行星架上,将大部分行星轮纳置于所述腔室内,使得该行星架输出轴结构紧凑,重量较轻;同时所述输出轴和所述行星架一体成型,提高了稳定性,另外
一种法士特焊接轴焊接工艺.pdf
本发明提供一种法士特焊接轴焊接工艺,包括以下步骤:a1、对变速器齿轮和轴用去油除锈净化液进行去锈去油一步处理,并清洗、烘干;a2、焊接方式及焊接材料的选择,选用电弧焊进行焊接,焊条选用MG600;a3、将变速器齿轮和轴安装在夹具内固定;a4、在变速器齿轮和轴的交接处进行焊接,焊接高度和宽度不得超过以后焊缝的尺寸;a5、采用电弧焊,250‑280A的焊接电流,50‑90V的焊接电压,相对于圆柱体端面65~80度的焊接角度,以180‑200mm每分钟的焊接速度进行焊接;a6、对焊缝进打磨抛光,并对法士特焊接轴
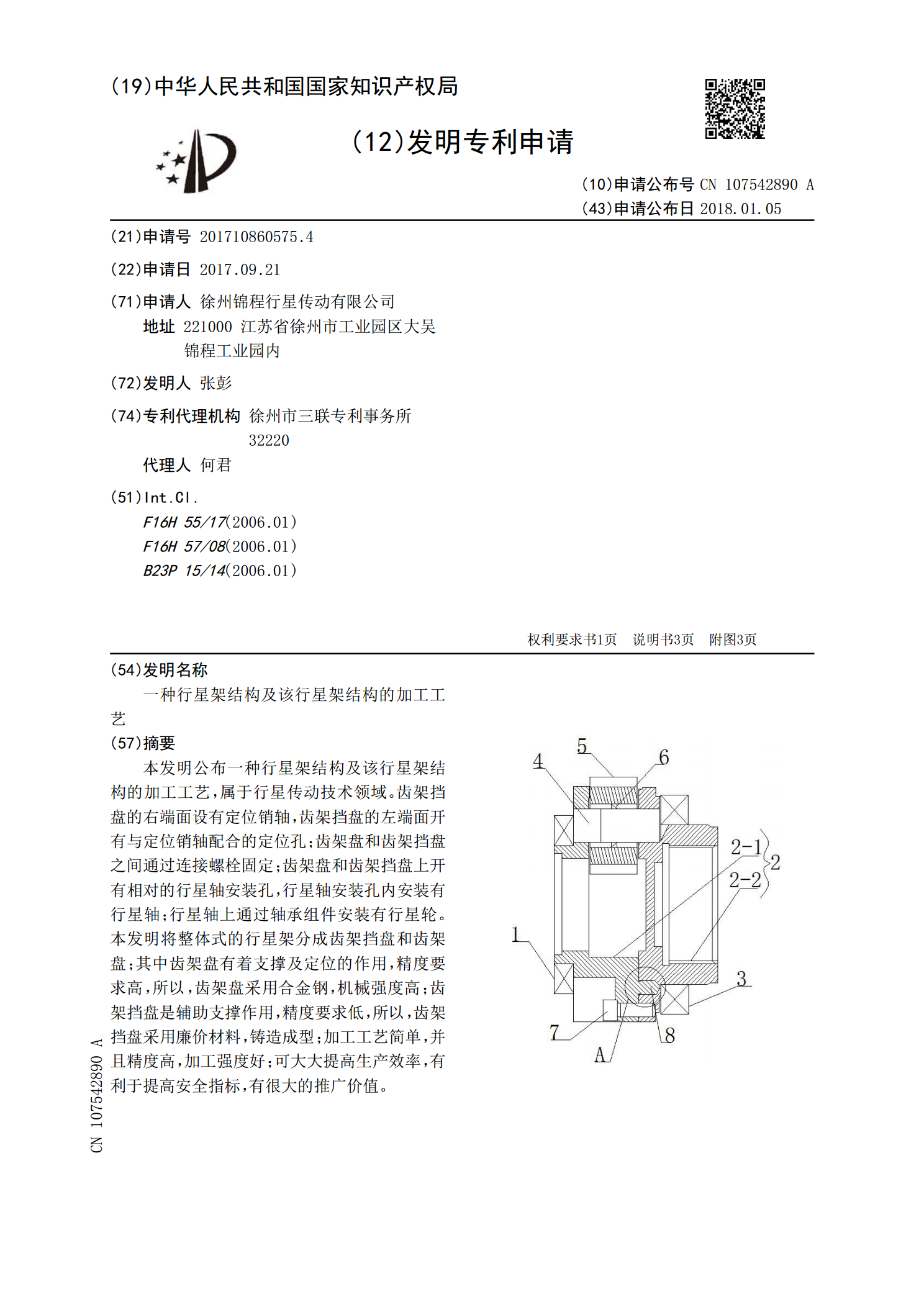
一种行星架结构及该行星架结构的加工工艺.pdf
本发明公布一种行星架结构及该行星架结构的加工工艺,属于行星传动技术领域。齿架挡盘的右端面设有定位销轴,齿架挡盘的左端面开有与定位销轴配合的定位孔;齿架盘和齿架挡盘之间通过连接螺栓固定;齿架盘和齿架挡盘上开有相对的行星轴安装孔,行星轴安装孔内安装有行星轴;行星轴上通过轴承组件安装有行星轮。本发明将整体式的行星架分成齿架挡盘和齿架盘;其中齿架盘有着支撑及定位的作用,精度要求高,所以,齿架盘采用合金钢,机械强度高;齿架挡盘是辅助支撑作用,精度要求低,所以,齿架挡盘采用廉价材料,铸造成型;加工工艺简单,并且精度高