
一种超大型油轮艏部锚机液压管的吊装方法.pdf

文阁****23

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超大型油轮艏部锚机液压管的吊装方法.pdf
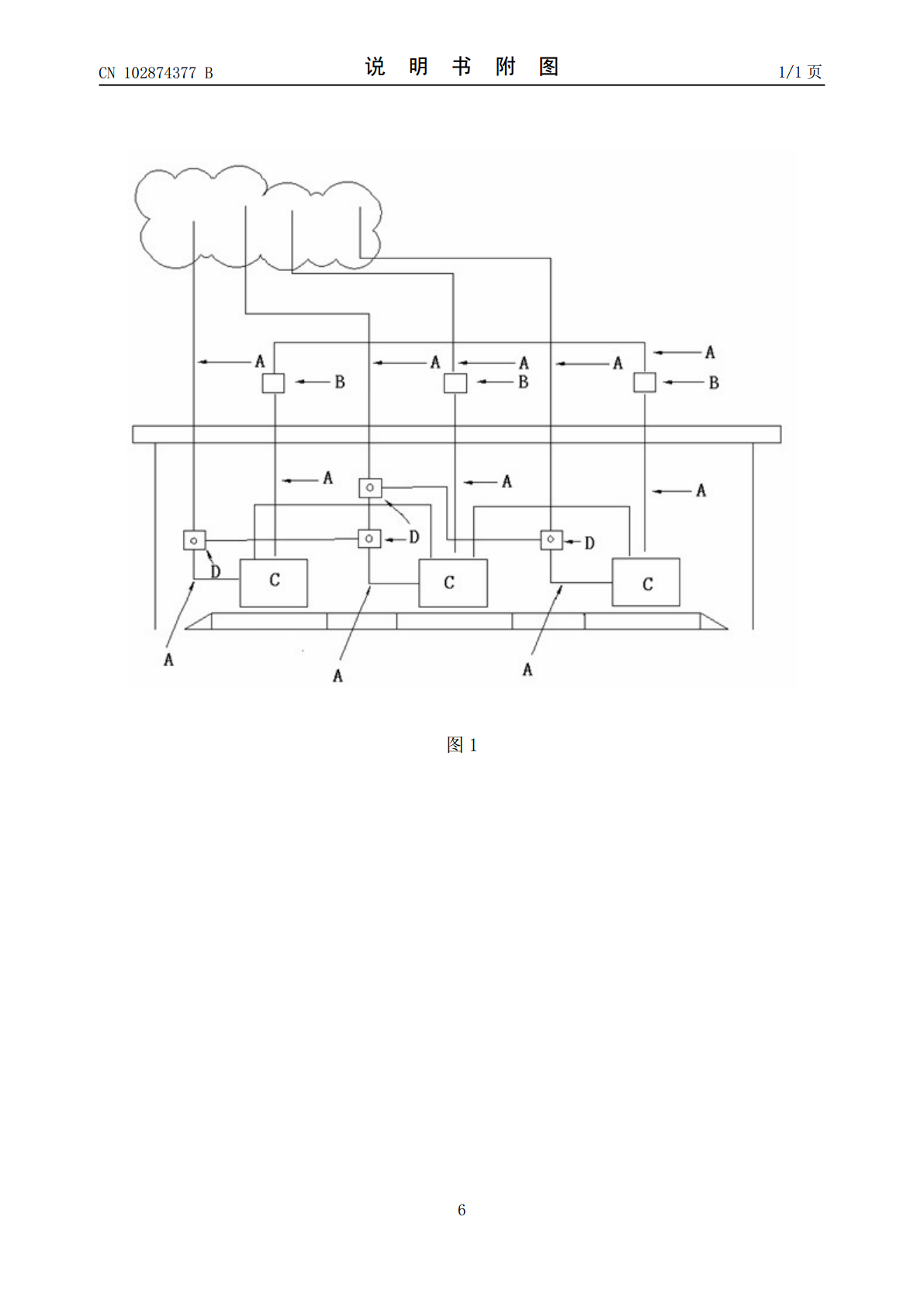
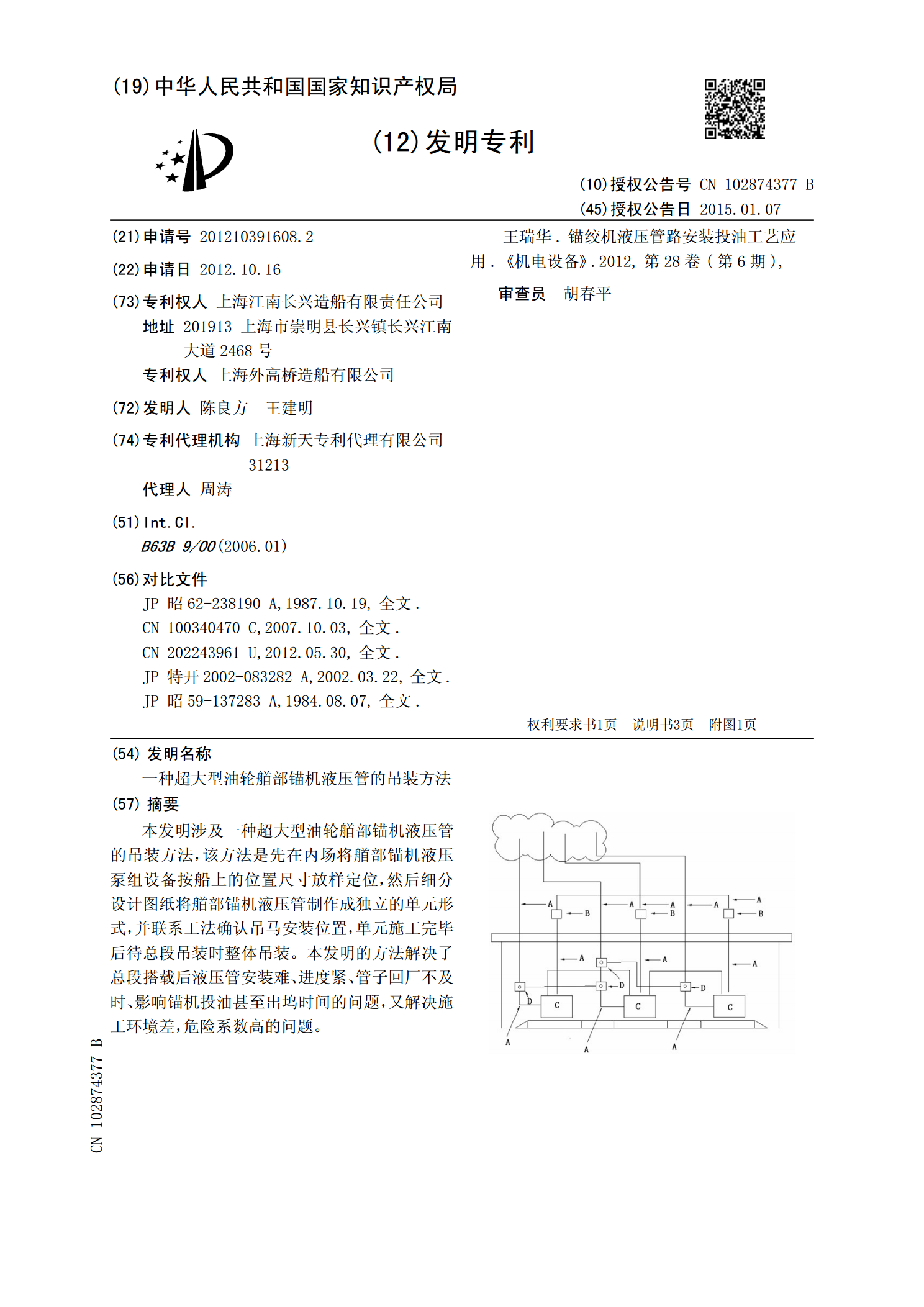
本发明涉及一种超大型油轮艏部锚机液压管的吊装方法,该方法是先在内场将艏部锚机液压泵组设备按船上的位置尺寸放样定位,然后细分设计图纸将艏部锚机液压管制作成独立的单元形式,并联系工法确认吊马安装位置,单元施工完毕后待总段吊装时整体吊装。本发明的方法解决了总段搭载后液压管安装难、进度紧、管子回厂不及时、影响锚机投油甚至出坞时间的问题,又解决施工环境差,危险系数高的问题。
超大型油轮建造中的艉轴管分段的镗孔方法.pdf
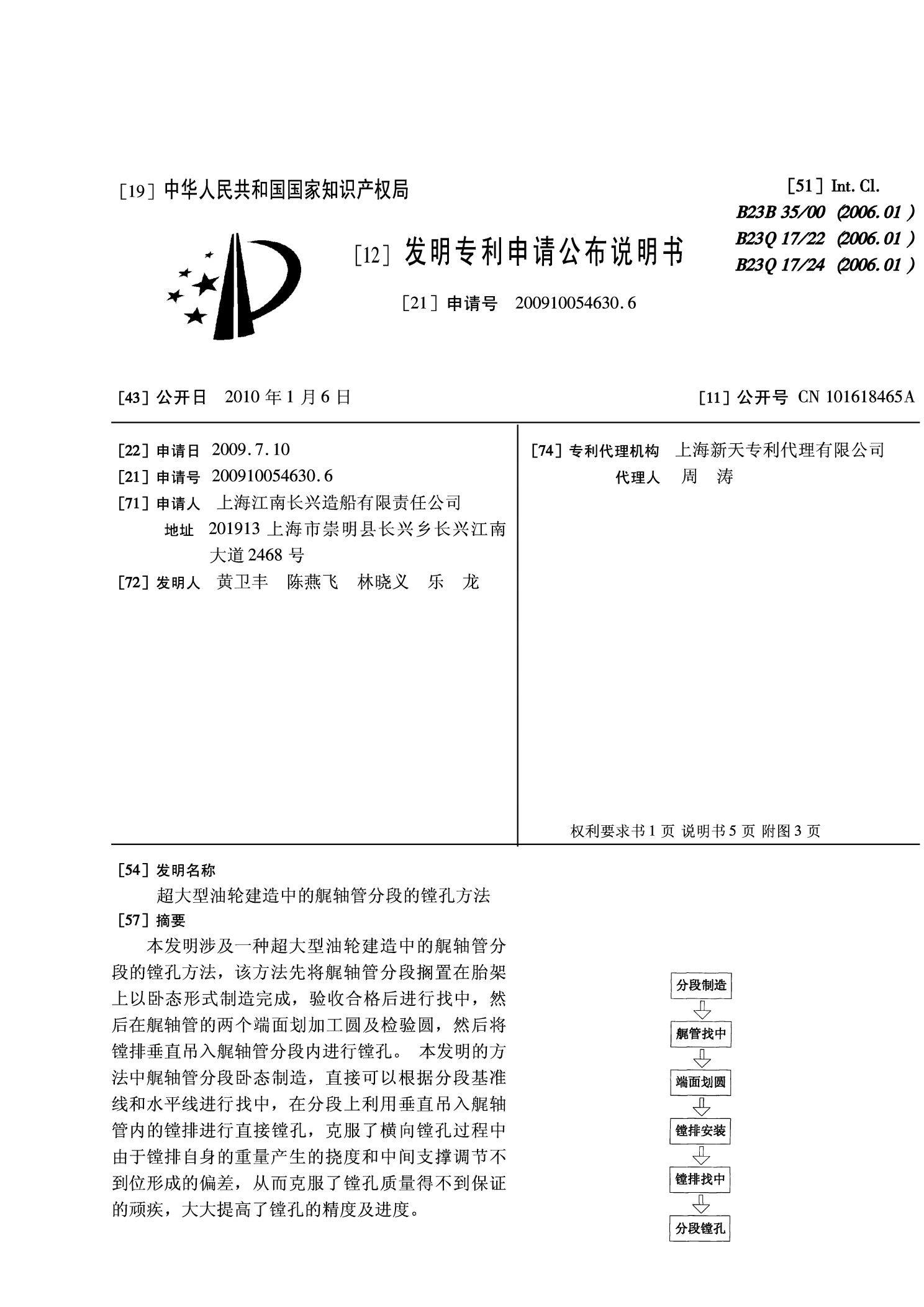
本发明涉及一种超大型油轮建造中的艉轴管分段的镗孔方法,该方法先将艉轴管分段搁置在胎架上以卧态形式制造完成,验收合格后进行找中,然后在艉轴管的两个端面划加工圆及检验圆,然后将镗排垂直吊入艉轴管分段内进行镗孔。本发明的方法中艉轴管分段卧态制造,直接可以根据分段基准线和水平线进行找中,在分段上利用垂直吊入艉轴管内的镗排进行直接镗孔,克服了横向镗孔过程中由于镗排自身的重量产生的挠度和中间支撑调节不到位形成的偏差,从而克服了镗孔质量得不到保证的顽疾,大大提高了镗孔的精度及进度。

一种超大型油轮.pdf
本发明提供一种单纵舱壁型超大型油轮,包括货舱区,其中,还包括一道纵舱壁、若干道横舱壁和主要支撑构件,所述一道纵舱壁与所述若干道横舱壁垂直连接,所述一道纵舱壁与所述若干道横舱壁设于所述货舱区中,并将所述货舱区分隔成若干的货舱,所述主要支撑构件设于所述若干的货舱中,并支撑所述货舱。本发明的技术方案可以使油轮的结构重量更轻、工艺更省,且结构疲劳寿命比传统VLCC设计寿命长30%以上。
一种超大型油轮的强度试验方法.pdf
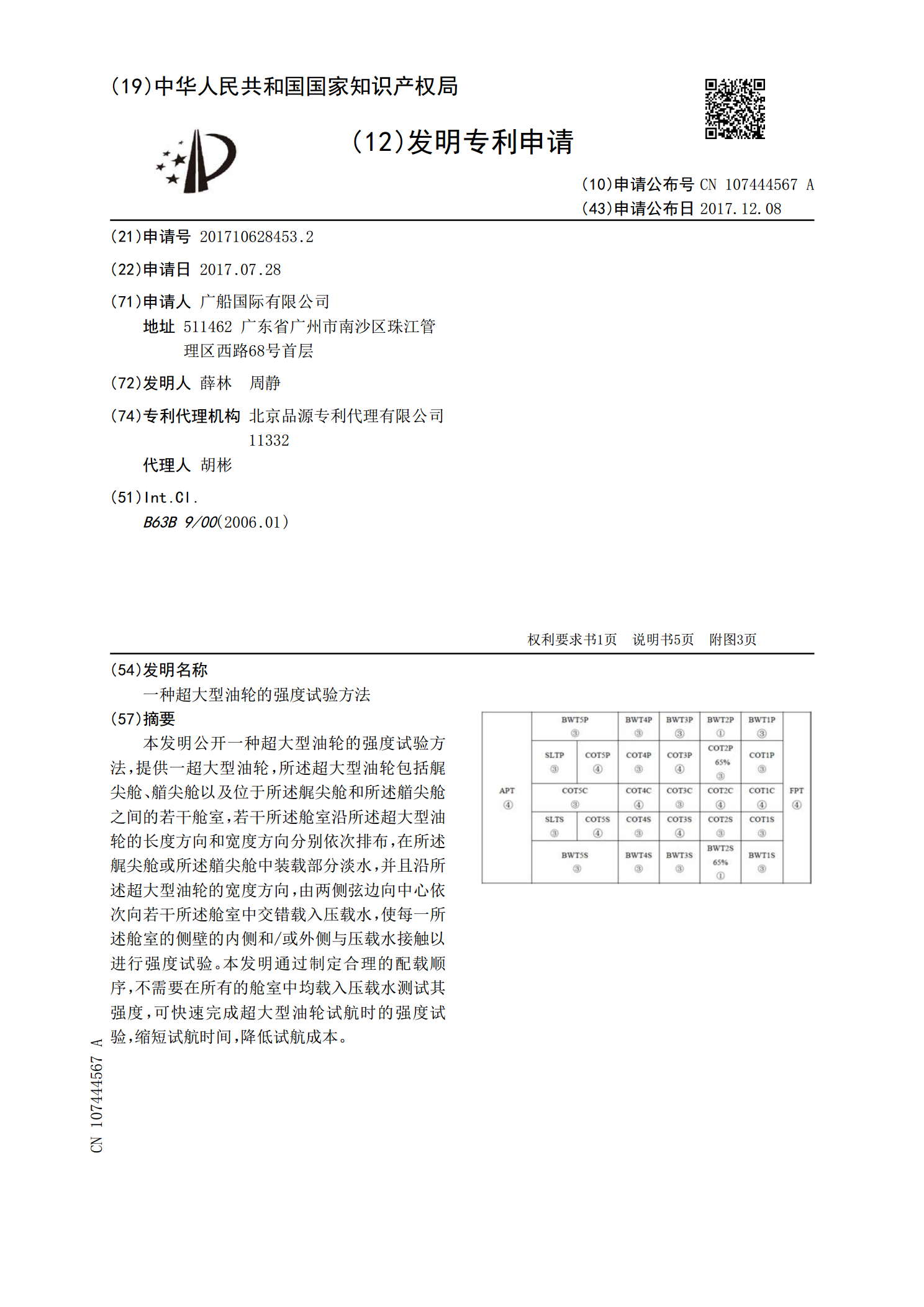
本发明公开一种超大型油轮的强度试验方法,提供一超大型油轮,所述超大型油轮包括艉尖舱、艏尖舱以及位于所述艉尖舱和所述艏尖舱之间的若干舱室,若干所述舱室沿所述超大型油轮的长度方向和宽度方向分别依次排布,在所述艉尖舱或所述艏尖舱中装载部分淡水,并且沿所述超大型油轮的宽度方向,由两侧弦边向中心依次向若干所述舱室中交错载入压载水,使每一所述舱室的侧壁的内侧和/或外侧与压载水接触以进行强度试验。本发明通过制定合理的配载顺序,不需要在所有的舱室中均载入压载水测试其强度,可快速完成超大型油轮试航时的强度试验,缩短试航时间
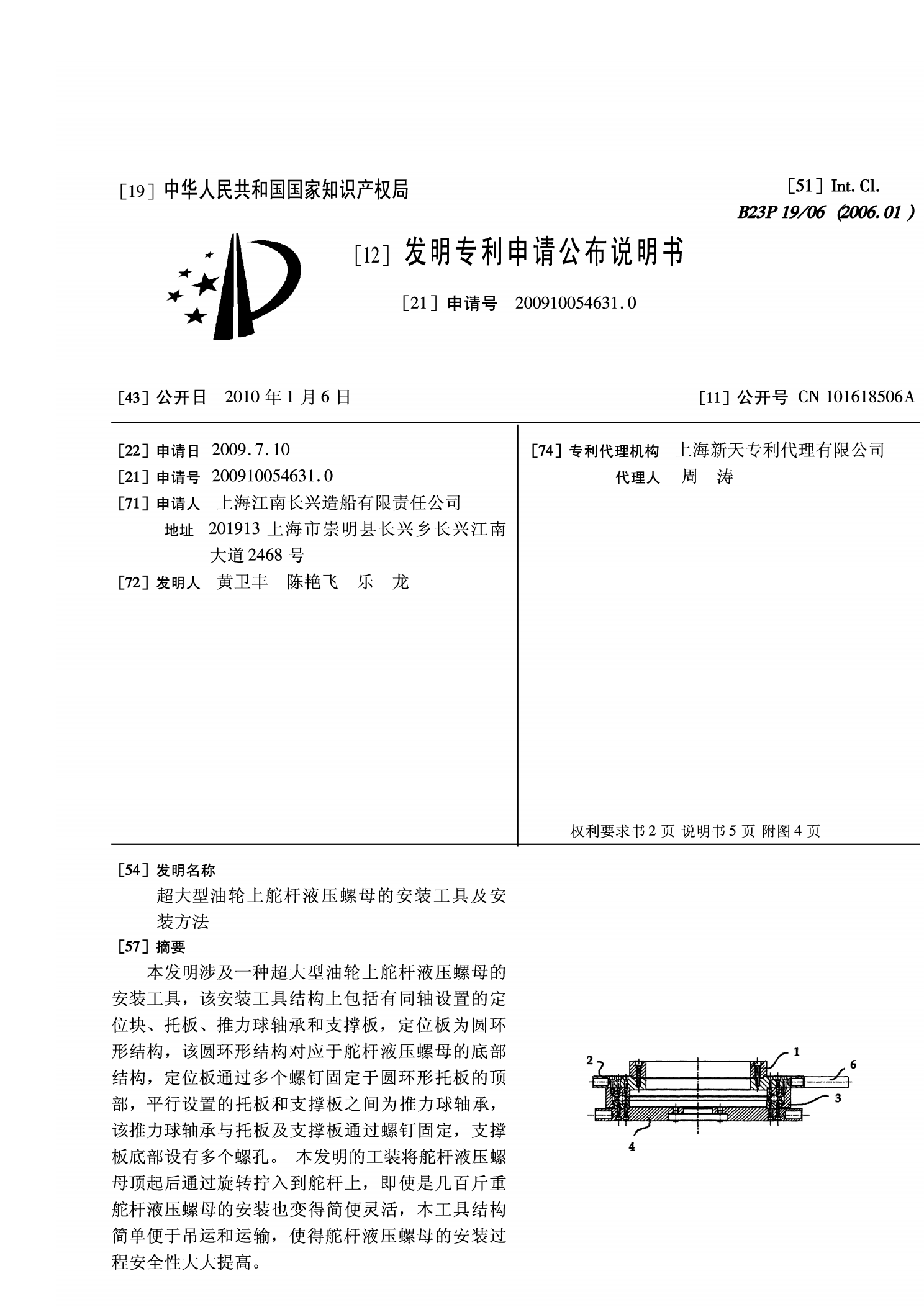
超大型油轮上舵杆液压螺母的安装工具及安装方法.pdf
本发明涉及一种超大型油轮上舵杆液压螺母的安装工具,该安装工具结构上包括有同轴设置的定位块、托板、推力球轴承和支撑板,定位板为圆环形结构,该圆环形结构对应于舵杆液压螺母的底部结构,定位板通过多个螺钉固定于圆环形托板的顶部,平行设置的托板和支撑板之间为推力球轴承,该推力球轴承与托板及支撑板通过螺钉固定,支撑板底部设有多个螺孔。本发明的工装将舵杆液压螺母顶起后通过旋转拧入到舵杆上,即使是几百斤重舵杆液压螺母的安装也变得简便灵活,本工具结构简单便于吊运和运输,使得舵杆液压螺母的安装过程安全性大大提高