
炭/炭复合材料耐摩擦齿轮.pdf

觅松****哥哥


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炭/炭复合材料耐摩擦齿轮.pdf
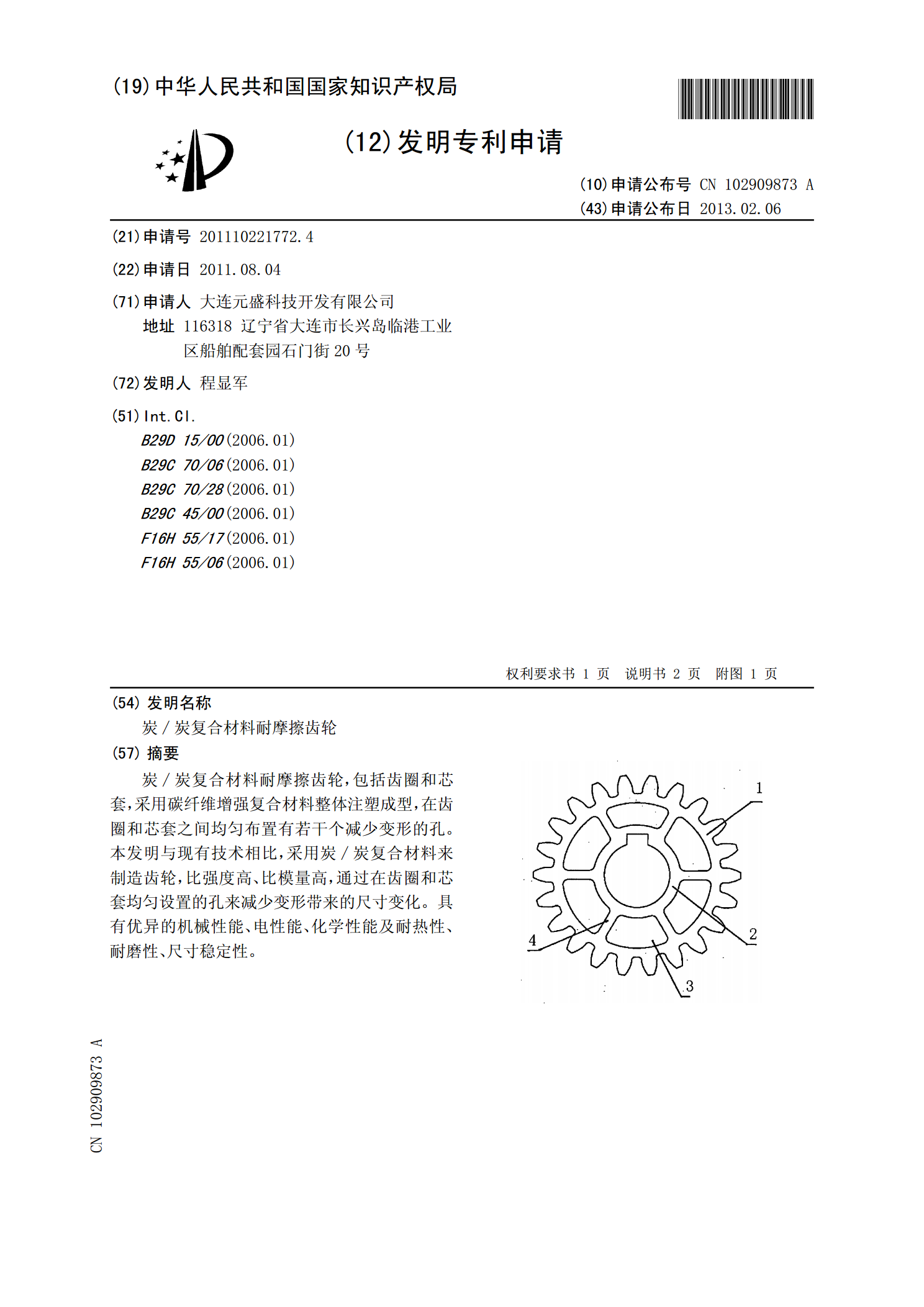
炭/炭复合材料耐摩擦齿轮,包括齿圈和芯套,采用碳纤维增强复合材料整体注塑成型,在齿圈和芯套之间均匀布置有若干个减少变形的孔。本发明与现有技术相比,采用炭/炭复合材料来制造齿轮,比强度高、比模量高,通过在齿圈和芯套均匀设置的孔来减少变形带来的尺寸变化。具有优异的机械性能、电性能、化学性能及耐热性、耐磨性、尺寸稳定性。

炭炭复合材料.pdf

炭炭复合材料的制动摩擦磨损行为及热、应力场研究的开题报告.docx
炭炭复合材料的制动摩擦磨损行为及热、应力场研究的开题报告题目:炭炭复合材料的制动摩擦磨损行为及热、应力场研究一、研究背景及意义制动材料作为汽车、飞行器等运输工具重要的附件组成部分,对于其性能的高低直接关系到交通运输安全和发展的速度。传统的制动材料采用金属、金属复合材料等材料,但这些材料存在磨损大、热膨胀系数高等缺点。近年来,炭炭复合材料因其具有密度小、强度高、磨损低、热膨胀系数小等优点逐渐得到了广泛应用。但在实际使用过程中,炭炭复合材料的制动摩擦磨损行为仍然存在不确定性,同时,高温和高应力环境下的稳定性和
飞机刹车用长寿命高摩擦特性炭炭复合材料制备技术.pdf
万方数据materialscarbon.ⅢsDocumenttreatment.ThePreparationandcharacterizationofcarbon/carbonaircraftbrakewithlongservicelifegoodfrictionalpropertiesZhi—gan91,integrity.neoC.nese1IntroductionreceivedanUnitedbeenintroduced.Accordinglandings.3brakesdifficultreie
炭/炭复合材料板制备方法.pdf
本发明是对高温结构材料——炭/炭复合材料板制备方法的改进,其特征是制备预制体厚度大于最终产品厚度,制得预制体后浸渍树脂,热压、固化,压缩至所需厚度,使得炭板中炭纤维体积含量平均值Vf达到35~55%或无纬布层数≥22层/cm。通过压缩增加纤维体积含量,改善了结构,提高了结构性能,不仅提高了制品力学性能,克服了通过加压针刺提高纤维体积含量会造成纤维损伤,强度下降的缺点;而且使得后续CVD时间缩短,降低了制造成本。所得炭板性能指标:平面拉伸强度>110MPa,弯曲强度>150MPa,层间剪切强度>15MPa;