
炭/炭复合材料板制备方法.pdf

哲妍****彩妍


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炭/炭复合材料板制备方法.pdf
本发明是对高温结构材料——炭/炭复合材料板制备方法的改进,其特征是制备预制体厚度大于最终产品厚度,制得预制体后浸渍树脂,热压、固化,压缩至所需厚度,使得炭板中炭纤维体积含量平均值Vf达到35~55%或无纬布层数≥22层/cm。通过压缩增加纤维体积含量,改善了结构,提高了结构性能,不仅提高了制品力学性能,克服了通过加压针刺提高纤维体积含量会造成纤维损伤,强度下降的缺点;而且使得后续CVD时间缩短,降低了制造成本。所得炭板性能指标:平面拉伸强度>110MPa,弯曲强度>150MPa,层间剪切强度>15MPa;

一种炭/炭复合材料空心板的制备方法.pdf
一种炭/炭复合材料空心板的制备方法,包括以下步骤:(1)原材料及模具准备;(2)制坯;(3)坯体固化;(4)炭化处理;(5)高温处理;(6)增密处理:将坯体进行化学气相沉积和/或树脂浸渍‑固化‑炭化‑高温循环的工艺方式增密;(7)机加工处理。本发明方法制备的炭/炭复合材料空心板,产品的总质量轻,在满足力、热学性能的同时,大大降低了生产成本;此外,制得的空心板提供了导气通道,用于制造高温炉,为高温炉热场、冷却速度、冷却点进行精准设计提供了可能,有利于提高高温炉产品质量的稳定性高温炉。
表面泡沫状炭/炭复合材料的制备方法.pdf
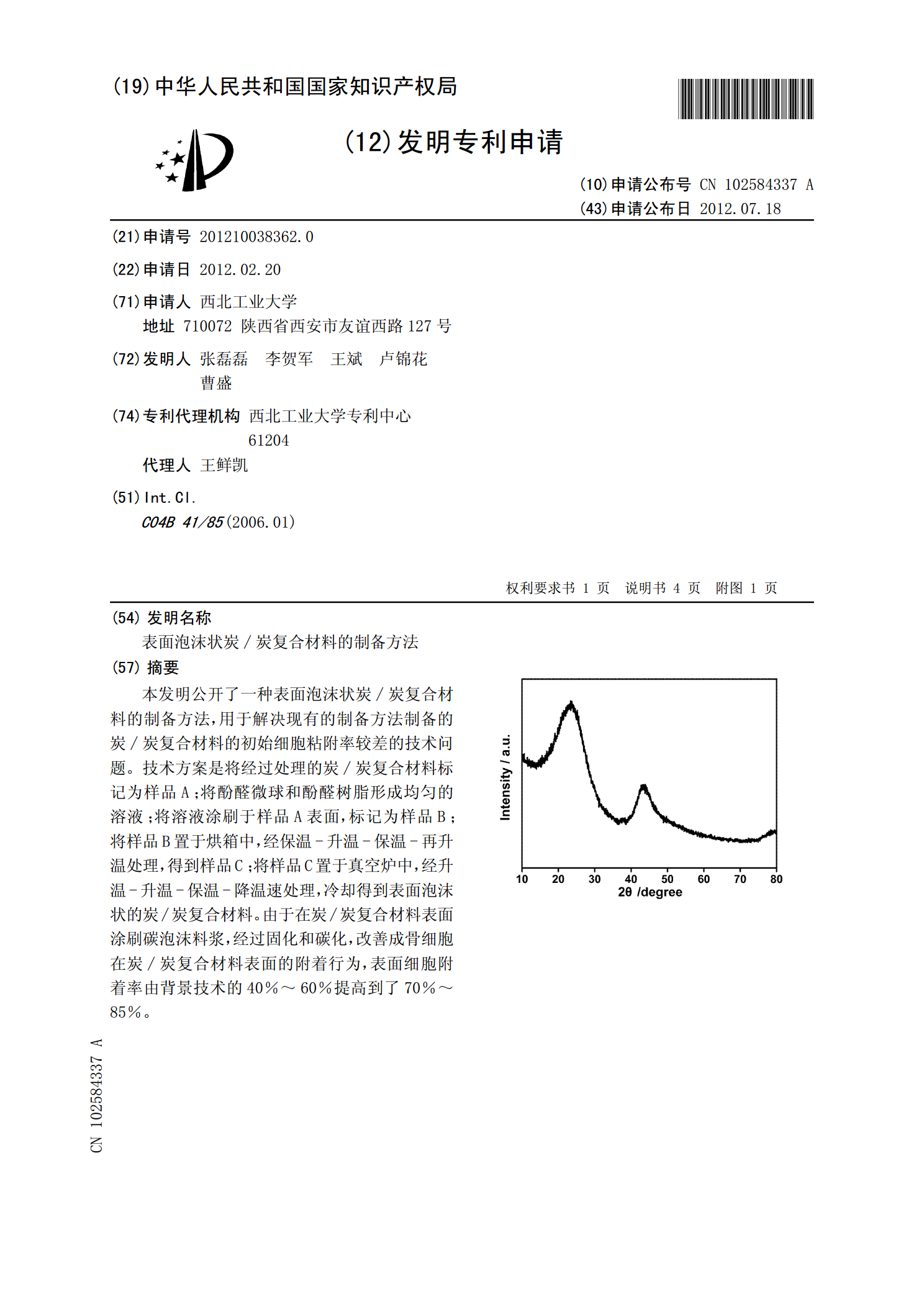
本发明公开了一种表面泡沫状炭/炭复合材料的制备方法,用于解决现有的制备方法制备的炭/炭复合材料的初始细胞粘附率较差的技术问题。技术方案是将经过处理的炭/炭复合材料标记为样品A;将酚醛微球和酚醛树脂形成均匀的溶液;将溶液涂刷于样品A表面,标记为样品B;将样品B置于烘箱中,经保温-升温-保温-再升温处理,得到样品C;将样品C置于真空炉中,经升温-升温-保温-降温速处理,冷却得到表面泡沫状的炭/炭复合材料。由于在炭/炭复合材料表面涂刷碳泡沫料浆,经过固化和碳化,改善成骨细胞在炭/炭复合材料表面的附着行为,表面细
一种炭/炭复合材料的制备方法.pdf
本发明提出的一种炭/炭复合材料的制备方法,利用电镀法在碳纤维布上加载镍催化剂,保证了催化剂的小粒度及分布均匀性,减少了原材料的用量;采用化学气相沉积法制备炭/炭复合材料时,借助镍催化剂加速源气体的芳构化过程,提高源气体的转化率并加速沉积过程,缩短炭/炭复合材料的制作周期,降低炭/炭复合材料的制备成本。本发明涉及一种以镍板为阳极,碳布为阴极在碳纤维上镀镍;烘干后叠层穿刺制成预制体;将预制体置于化学气相沉积炉中,用窄缝沉积法制备炭/炭复合材料。本发明借助Ni催化剂加速源气体的芳构化过程,提高源气体的转化率,可
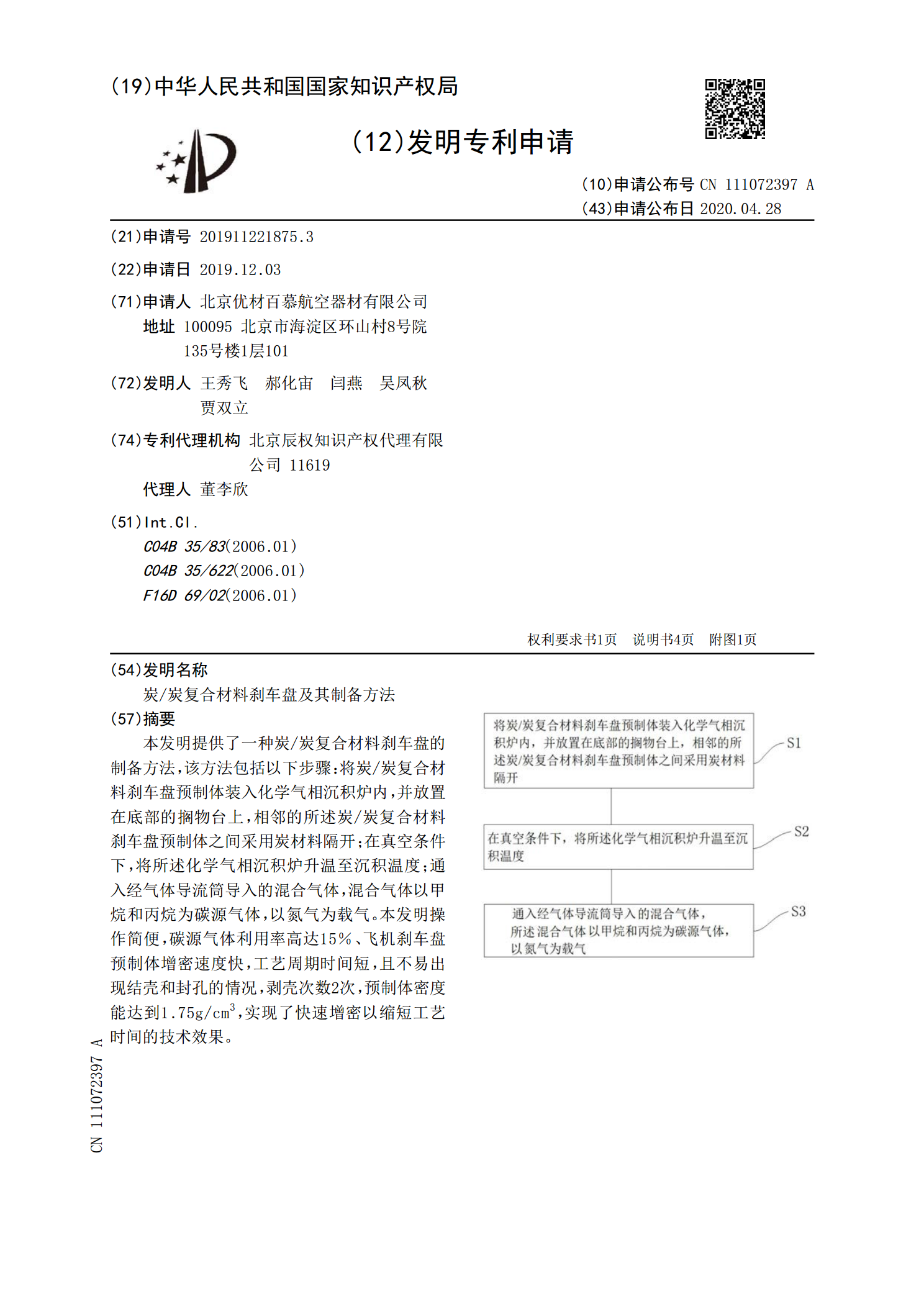
炭/炭复合材料刹车盘及其制备方法.pdf
本发明提供了一种炭/炭复合材料刹车盘的制备方法,该方法包括以下步骤:将炭/炭复合材料刹车盘预制体装入化学气相沉积炉内,并放置在底部的搁物台上,相邻的所述炭/炭复合材料刹车盘预制体之间采用炭材料隔开;在真空条件下,将所述化学气相沉积炉升温至沉积温度;通入经气体导流筒导入的混合气体,混合气体以甲烷和丙烷为碳源气体,以氮气为载气。本发明操作简便,碳源气体利用率高达15%、飞机刹车盘预制体增密速度快,工艺周期时间短,且不易出现结壳和封孔的情况,剥壳次数2次,预制体密度能达到1.75g/cm