
模具制造工艺——模具数控加工.ppt

YY****。。


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共79页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模具制造工艺——模具数控加工.ppt
第4章模具的数控加工一、数控加工基本概念一、数控加工基本概念二、数控机床加工二、数控机床的工作原理与分类(1)控制介质控制介质是用于记载各种加工信息(如零件加工的工艺过程、工艺参数和位移数据等)的媒体,经输入装置将加工信息送给数控装置。(2)数控装置数控装置是数控机床的核心,它的功能是接受输入装置输入的加工信息,经过数控装置的系统软件或逻辑电路进行译码、运算和逻辑处理之后,发出相应的脉冲送给伺服系统,通过伺服系统控制机床的各个运动部件按规定要求动作。(3)伺服系统伺服系统由伺服驱动电动机和伺服驱动装置组成

数控加工工艺及在机械模具制造的应用.docx
数控加工工艺及在机械模具制造的应用摘要:在科技进步带动下制造业水平也得到了有力地提高进行产品加工离不开数控加工技术当下数控加工技术已经普遍发展起来在机械模具制造过程广为应用并发挥了良好的作用。文章主要通过对数控加工技术优势和原则的介绍进一步分析了零件图、设计加工方案、走刀路线、划分工序、确定切削用量、确定定位和装夹方案等方面的要点以此全面提高机械模具制造水平推动数控加工技术全面快速发展。关键词:数控车床;加工工艺;模具制造随着现代技术的全面发展各行各业实
数控加工工艺及在机械模具制造的应用.docx
数控加工工艺及在机械模具制造的应用摘要:在科技进步带动下制造业水平也得到了有力地提高进行产品加工离不开数控加工技术当下数控加工技术已经普遍发展起来在机械模具制造过程广为应用并发挥了良好的作用。文章主要通过对数控加工技术优势和原则的介绍进一步分析了零件图、设计加工方案、走刀路线、划分工序、确定切削用量、确定定位和装夹方案等方面的要点以此全面提高机械模具制造水平推动数控加工技术全面快速发展。关键词:数控车床;加工工艺;模具制造随着现代技术的全面发展各行各业实

模具制造数控加工.ppt
一、数控技术中的常用术语1.数控机床的坐标系(1)坐标轴的命名在标准中统一规定采用右手直角笛卡尔坐标系对机床的坐标系进行命名。如图2-1所示。(2)机床坐标轴的确定方向确定机床坐标轴时,一般是先确定Z轴,再确定X轴和Y轴。1)Z轴一般是选取产生切削力的轴线方向作为Z轴方向。对于有主轴的机床,如图2-2和图2-3所示的卧式车床、立式升降台铣床等,则以机床主轴轴线方向作为Z轴方向。2.程序结构(1)加工程序的组成数控加工中零件加工程序的组成形式。对功能较强的数控装置,加工程序可分为主程序和子程序,其关系如下:
模具数控加工工艺.pdf
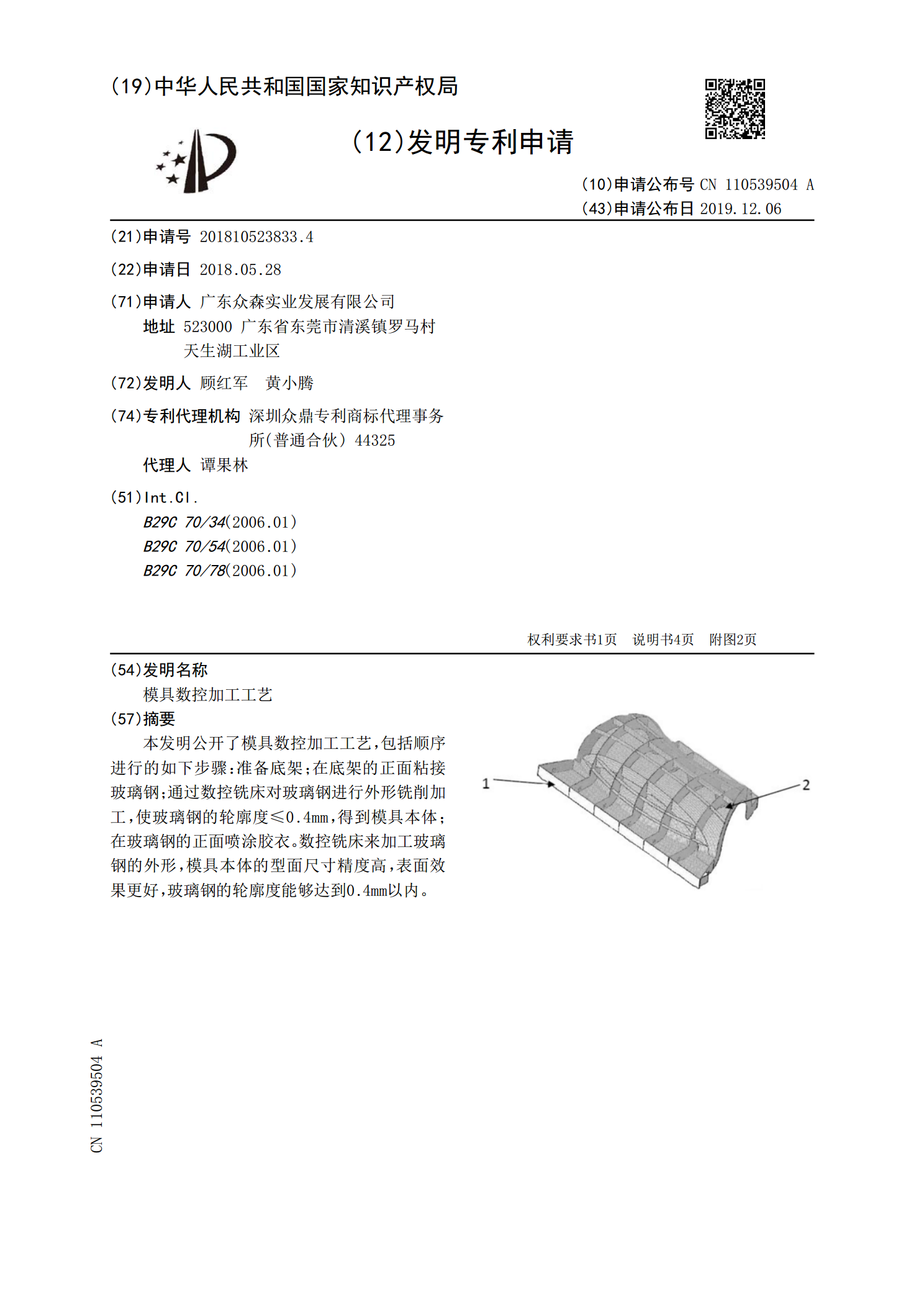
本发明公开了模具数控加工工艺,包括顺序进行的如下步骤:准备底架;在底架的正面粘接玻璃钢;通过数控铣床对玻璃钢进行外形铣削加工,使玻璃钢的轮廓度≤0.4mm,得到模具本体;在玻璃钢的正面喷涂胶衣。数控铣床来加工玻璃钢的外形,模具本体的型面尺寸精度高,表面效果更好,玻璃钢的轮廓度能够达到0.4mm以内。