
模具数控加工工艺.pdf

书生****aa


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
模具数控加工工艺.pdf
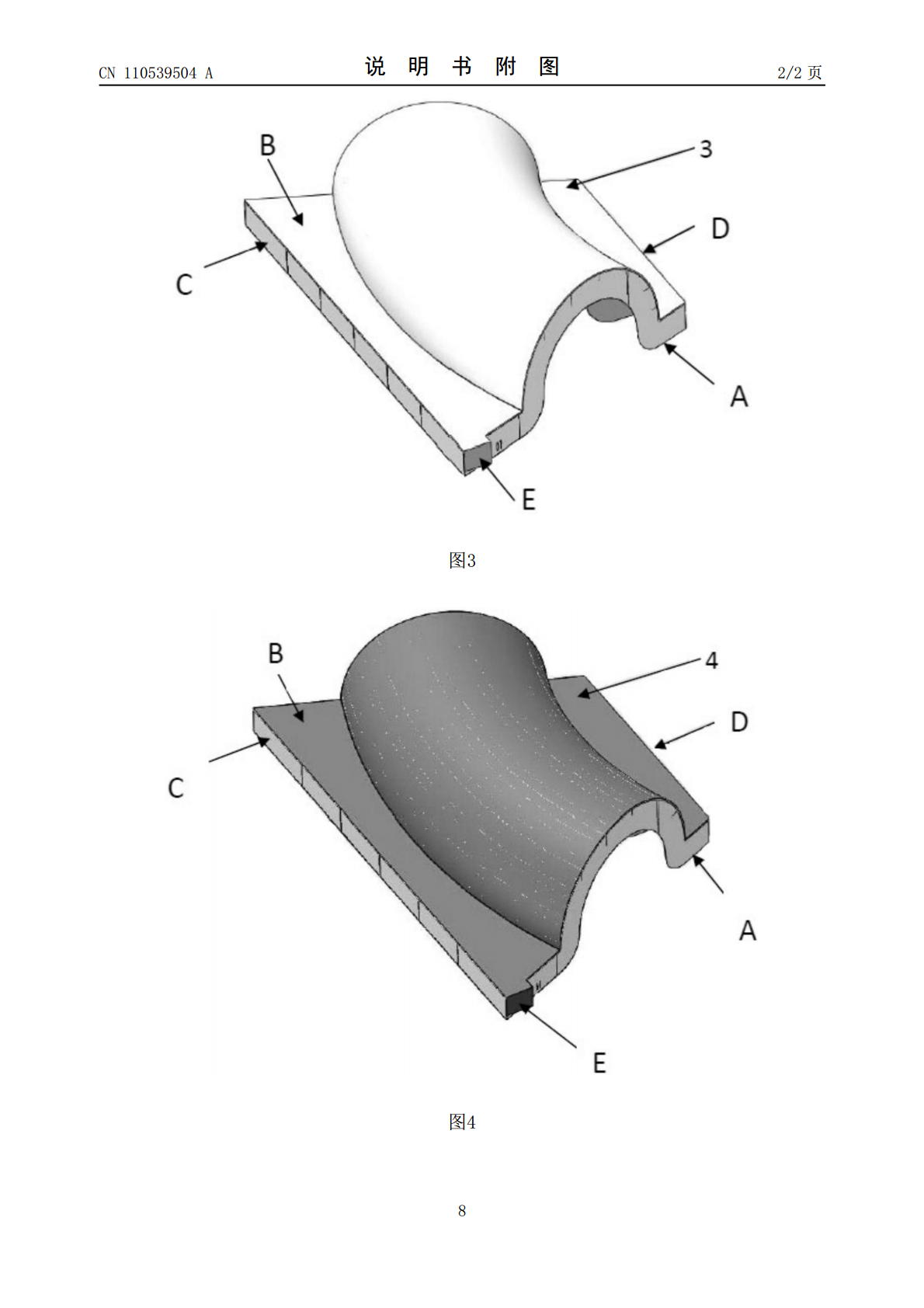
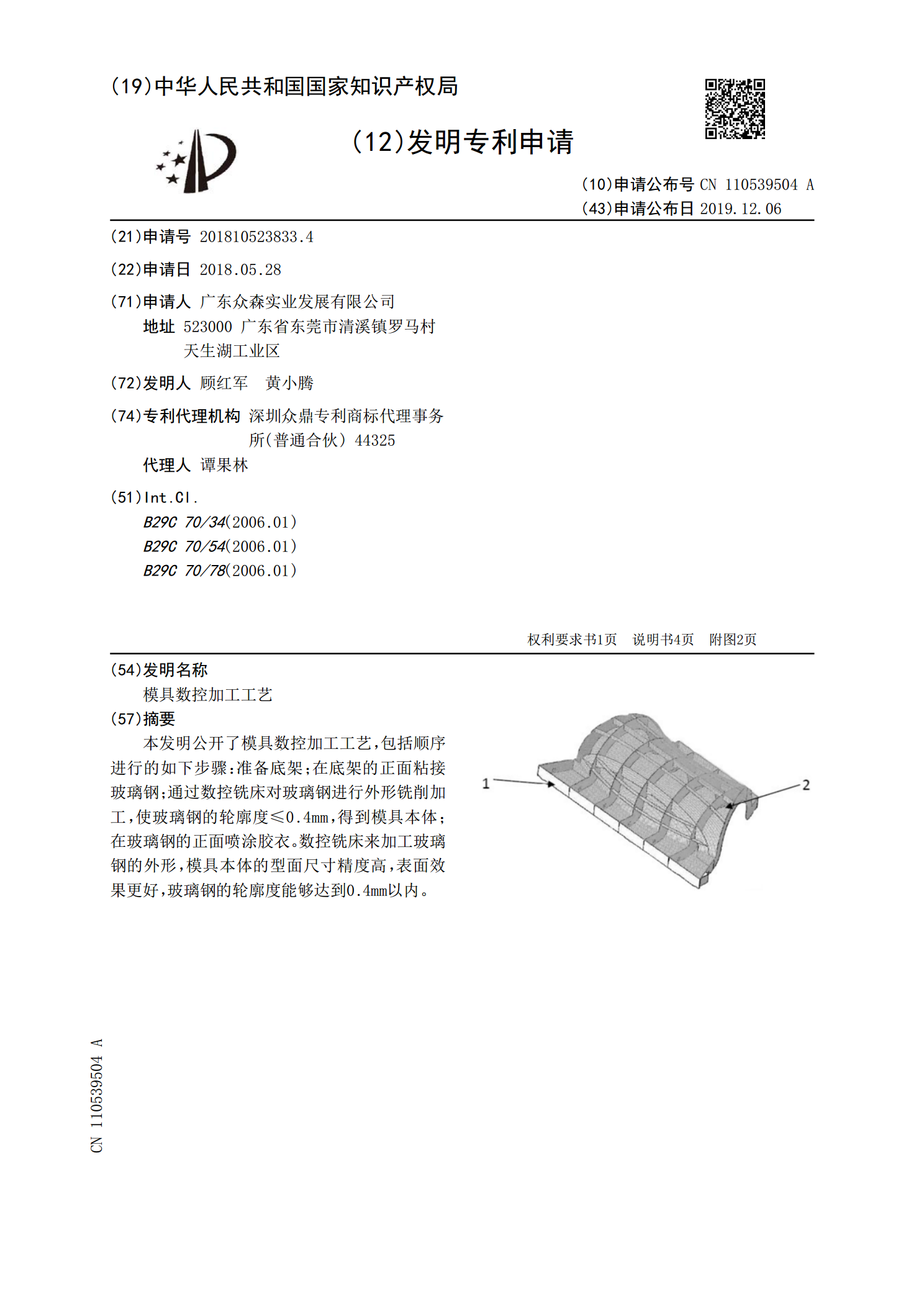
本发明公开了模具数控加工工艺,包括顺序进行的如下步骤:准备底架;在底架的正面粘接玻璃钢;通过数控铣床对玻璃钢进行外形铣削加工,使玻璃钢的轮廓度≤0.4mm,得到模具本体;在玻璃钢的正面喷涂胶衣。数控铣床来加工玻璃钢的外形,模具本体的型面尺寸精度高,表面效果更好,玻璃钢的轮廓度能够达到0.4mm以内。

模具制造工艺——模具数控加工.ppt
第4章模具的数控加工一、数控加工基本概念一、数控加工基本概念二、数控机床加工二、数控机床的工作原理与分类(1)控制介质控制介质是用于记载各种加工信息(如零件加工的工艺过程、工艺参数和位移数据等)的媒体,经输入装置将加工信息送给数控装置。(2)数控装置数控装置是数控机床的核心,它的功能是接受输入装置输入的加工信息,经过数控装置的系统软件或逻辑电路进行译码、运算和逻辑处理之后,发出相应的脉冲送给伺服系统,通过伺服系统控制机床的各个运动部件按规定要求动作。(3)伺服系统伺服系统由伺服驱动电动机和伺服驱动装置组成

模具数控加工的工艺要求.doc
模具数控加工的工艺要求1.数控加工工艺的基本要求数控加工工艺,就是用数控机床气工零件的一种工艺方法,数控加工与通用机床加工在方法和内容上有许多相似之处,是伴随着数控机床的产生、发展而逐步完善起来的一种应用技术。不同点主要表现在控制方式上。以机械加工为例,用通用机床加工零件时,就某边工序而言,其工步的安排、机床运动的先后次序、位移量、走刀路线及有关的lIJ刘参勿的选掸等,都异由操作人员自行考虑和确定的,且是用手工操作方式来过卜控制灼如果采月自动车床、仿型车床或仿型铣床加工,虽然也能达到对加工过程实现自动控制

对模具数控加工工艺的优化.doc
对模具数控加工工艺的优化摘要:随着模具的发展,在模具中自由曲面所占比例不断增加及产品质量要求不断提高,都对曲面的制造精度提出了更高的要求,为此模具加工工艺也将会不断的发展。通过对模具数控加工经验的总结,就影响数控加工质量的相关因素,从模具工艺结构、程序编制、现有设备以及刀具等方面介绍了提高数控加工质量所采取措施和优化。优化后的模具加工工艺,可以缩短加工准备时间,提高加工质量、增加加工效率。在不断地优化过程中可以提高企业团队的创新能力与企业的竞争能力。关键词:数控、模具、加工质量、工艺、刀具随着国民经济的快

模具数控加工工艺相关知识.pptx
第3章模具数控加工(jiāgōng)工艺本章(běnzhānɡ)要点3.1模具数控加工工艺(gōngyì)的特点3.1模具数控加工(jiāgōng)工艺的特点3.1模具数控加工(jiāgōng)工艺的特点3.1模具数控加工(jiāgōng)工艺的特点3.2模具数控加工工艺(gōngyì)设计3.2模具(mújù)数控加工工艺设计3.2模具数控加工(jiāgōng)工艺设计3.2模具数控加工工艺(gōngyì)设计3.2模具数控加工工艺(gōngyì)设计3.2模具(mújù)数控加工工艺设计3.2模具数控