
多段连续弯弧成型设备.pdf

英瑞****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多段连续弯弧成型设备.pdf
本发明涉及多段连续弯弧成型设备,包括具有用于与已成型工件的多段弧形内表面贴合适配的弧形外表面的成型模、以及设有滚压圆周面的成型轮,所述成型轮的转动轴线与所述成型模的弧形外表面间隔有一段用于将工件通过成型轮圆周面压紧在所述成型模的弧形外表面上的间距;多段连续弯弧成型设备还包括供所述成型轮转动装配并在使用时带动所述成型轮保持与成型模弧形外表面的间距绕弧形外表面移动而将工件连续压紧在弧形外表面上的导向移动装置。在导向移动装置驱动滚轮移动的过程中滚轮可以将工件挤压在成型模的弧形外表面上并将工件连续挤压折弯,使工件

异型钢管的弯弧成型设备.pdf
发明涉及一种钢管弯曲装置,具体涉及一种异型钢管的弯弧成型设备,其中,所述固定座上端面固定有竖向的支撑柱、竖向的限位柱以及限位板,所述限位板的外轮廓为以支撑柱为圆心的圆弧形,所述限位板的外轮廓上开设有圆弧卡槽;所述支撑柱上转动连接有一个操纵杆,所述操作杆上竖向设有一个挤压杆,所述操作杆转动时,挤压杆沿着限位板的外轮廓运动;所述限位柱设置于限位板的两侧,所述限位板的外轮廓上位于圆弧卡槽的端部形成支撑部。发明的目的为了解决背景中提及的异型钢管无法用现有的弯折机完成加工的问题,提供一种能加工所述异型钢管的弯弧成型
一种预成型的弯钢化玻璃辅助变弧设备.pdf
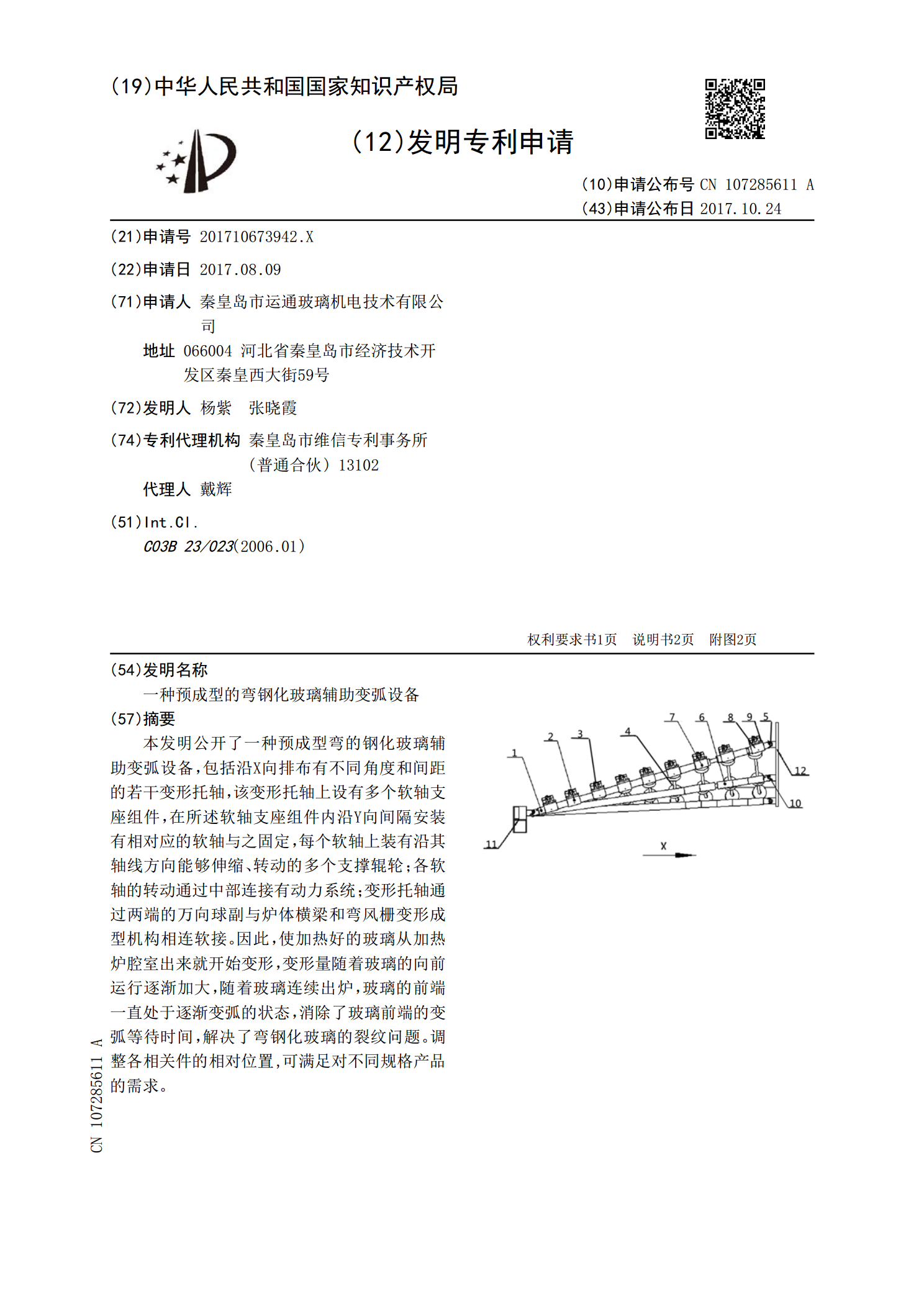
本发明公开了一种预成型弯的钢化玻璃辅助变弧设备,包括沿X向排布有不同角度和间距的若干变形托轴,该变形托轴上设有多个软轴支座组件,在所述软轴支座组件内沿Y向间隔安装有相对应的软轴与之固定,每个软轴上装有沿其轴线方向能够伸缩、转动的多个支撑辊轮;各软轴的转动通过中部连接有动力系统;变形托轴通过两端的万向球副与炉体横梁和弯风栅变形成型机构相连软接。因此,使加热好的玻璃从加热炉腔室出来就开始变形,变形量随着玻璃的向前运行逐渐加大,随着玻璃连续出炉,玻璃的前端一直处于逐渐变弧的状态,消除了玻璃前端的变弧等待时间,解
一种渐变成型的弯钢化玻璃变弧设备.pdf
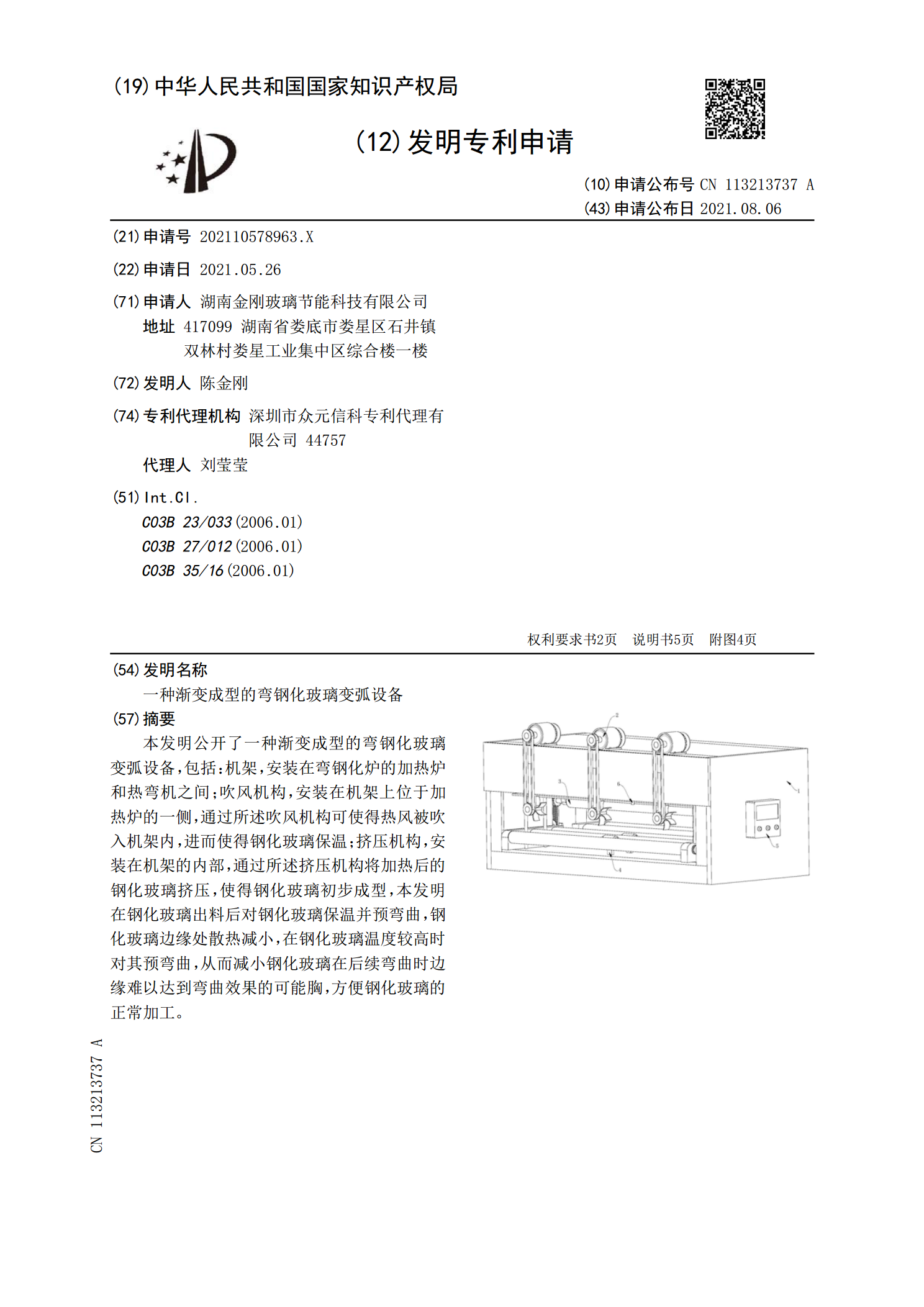
本发明公开了一种渐变成型的弯钢化玻璃变弧设备,包括:机架,安装在弯钢化炉的加热炉和热弯机之间;吹风机构,安装在机架上位于加热炉的一侧,通过所述吹风机构可使得热风被吹入机架内,进而使得钢化玻璃保温;挤压机构,安装在机架的内部,通过所述挤压机构将加热后的钢化玻璃挤压,使得钢化玻璃初步成型,本发明在钢化玻璃出料后对钢化玻璃保温并预弯曲,钢化玻璃边缘处散热减小,在钢化玻璃温度较高时对其预弯曲,从而减小钢化玻璃在后续弯曲时边缘难以达到弯曲效果的可能胸,方便钢化玻璃的正常加工。

S型耙刀弯弧成型机.pdf
本发明公开了一种S型耙刀弯弧成型机,包括电机、传动机构,其特征在于:还包括一卷曲模,该卷曲模旋转270度使工件一端形成规定尺寸的螺旋形状;一压型上模和压型下模,该压型上模旋转到与压型下模闭合使工件另一端成型。本发明通过液压传动与机械传动的有机结合实现工件多工步一次成型,彻底解决多工序加工产品一次交验和合格率低的难题,提高了产品国际市场竞争力。采用棘轮与棘爪自动止动装置,保证卷花模位置在外力作用下的精准。