
一种轮毂圆周上孔的加工方法.pdf

春波****公主


1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮毂圆周上孔的加工方法.pdf
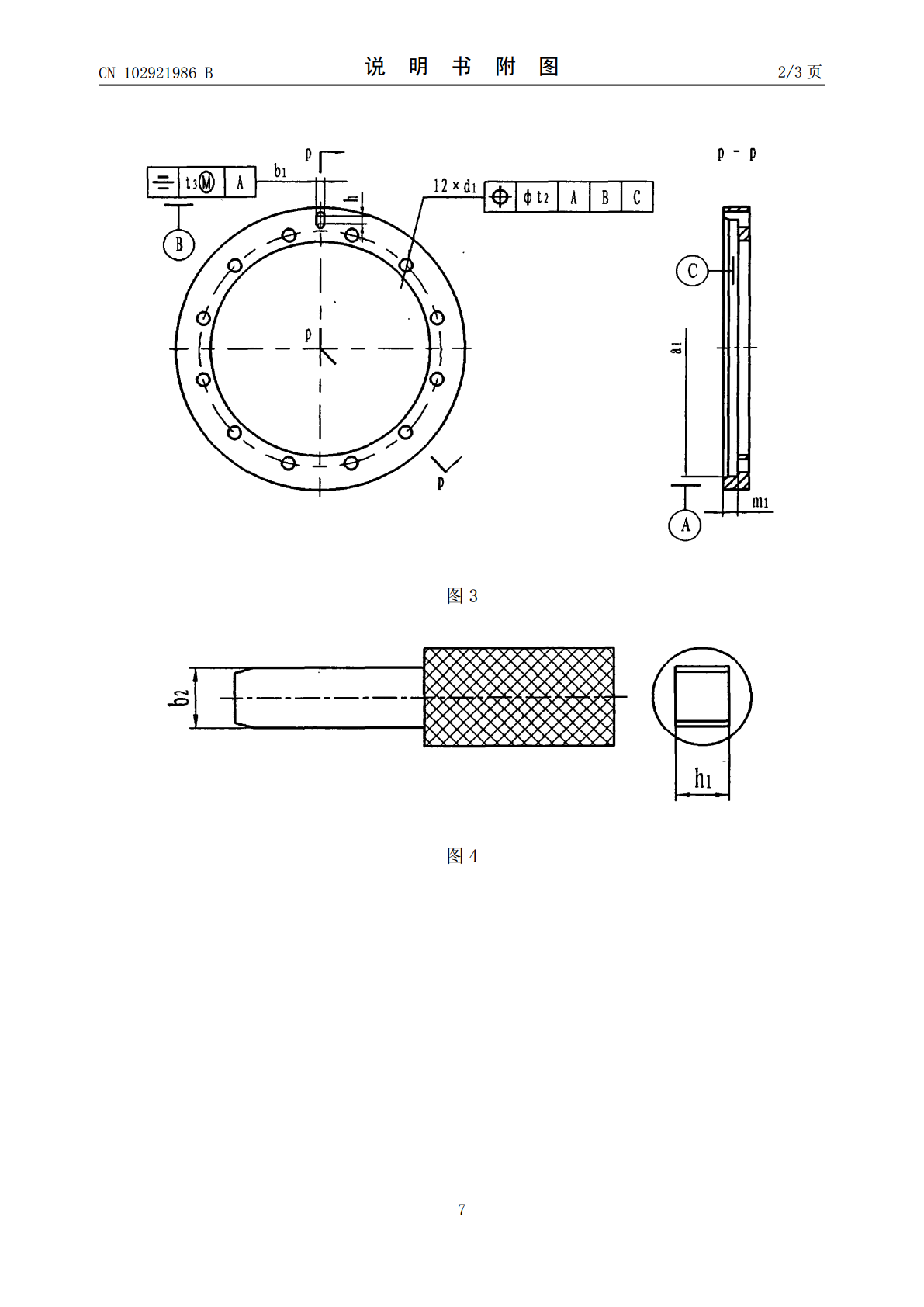
本发明公开了一种轮毂圆周上孔的加工方法,它的工艺流程包括:第一、分析零件结构、尺寸,圆周上孔与键槽及其它基准的位置度要求;第二、设计、制造工艺装备;第三、使用工艺装备在普通摇臂钻床上加工零件圆周上的孔。采用本发明可以在普通摇臂钻床上加工轮毂圆周上与键槽有位置度要求的孔,大大提高加工效率,降低生产成本。本发明操作简单、成本低廉、适用范围广。
一种轮毂孔加工方法.pdf
本发明公开了一种轮毂孔加工方法,属于铁路货车车轮加工技术领域。所述轮毂孔加工方法包括以下步骤:将车轮放置在加工设备的自定心卡盘上;所述自定心卡盘支撑所述车轮的轮毂端面,以所述车轮的轮毂端面作为定位基准;所述自定心卡盘将所述车轮卡紧;加工设备接触所述车轮的轮毂孔上端面,获取Z向坐标值;所述加工设备根据所述Z向坐标值及轮毂孔的加工尺寸对所述轮毂孔进行加工。本发明轮毂孔加工方法有效提高了加工效率,减少不必要的操作,降低劳动强度,节约制造成本,简单实用。
一种轮毂装饰孔加工方法.pdf
一种轮毂装饰孔加工方法,包括以下步骤:步骤一:加工中心调用预钻刀具预钻定位孔,预钻刀具钻尖中心部为直径是钻径1/3的90°峰角,对装饰孔钻头进行定位;步骤二:加工中心调用装饰孔钻头,按照预钻定位加工钻削装饰孔;本发明解决铝合金轮毂切削平面不规则的装饰孔加工方案,杜绝了打刀废品的产生,且加工过程中精度高、钻头动平衡性好、高效钻削稳定可靠,预钻的使用避免了毛坯入刀点不规则切削面对钻头产生侧向力致使钻头让刀变形,装饰孔轴线偏离了既定坐标轴线的问题。
一种进气道连接法兰圆周上孔加工装置及加工方法.pdf
本发明属于机械加工类技术,涉及一种进气道连接法兰圆周上孔加工装置及加工方法;包括底座、台阶钻套、台阶固定销、钻模、铜衬套、定位块、转轴、固定垫板、固定螺栓、定位螺栓、网纹把手;通过巧妙的结构装配设计,产品圆周上孔能够通过钳工钻床钻孔加工替代五轴机床数控编程钻孔加工,同时加工出来的连接法兰圆周上孔的尺寸精度、相对位置、相对角度合格,质量稳定,极大地缩短了零件装夹、找正、编程及加工时间,大幅提高了零件加工效率,节约了加工成本。该工装夹具装置结构简单,操作方便,实现了零件的合理、可靠定位装夹,降低了工人的操作难
一种轮毂斜孔加工夹具.pdf
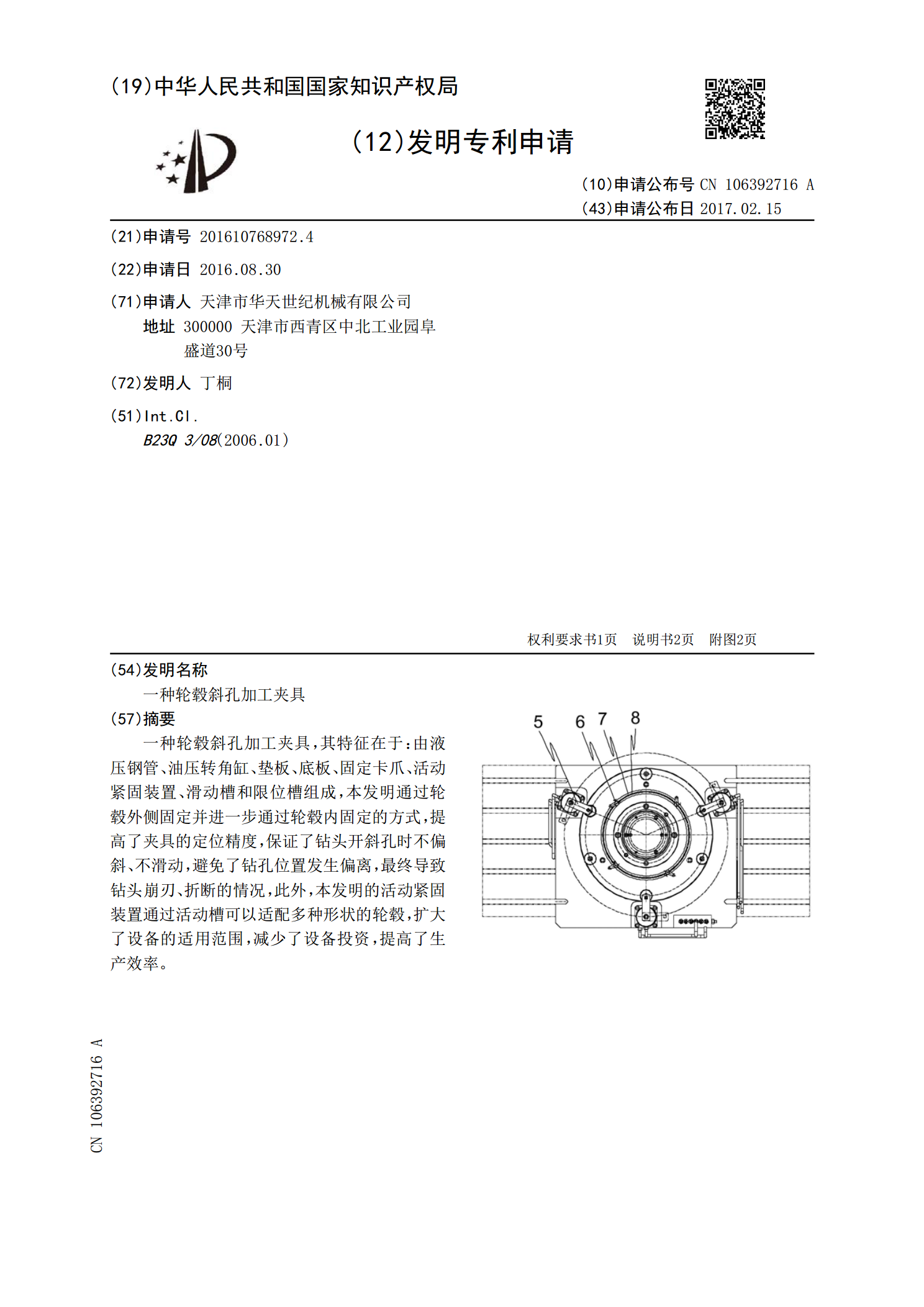
一种轮毂斜孔加工夹具,其特征在于:由液压钢管、油压转角缸、垫板、底板、固定卡爪、活动紧固装置、滑动槽和限位槽组成,本发明通过轮毂外侧固定并进一步通过轮毂内固定的方式,提高了夹具的定位精度,保证了钻头开斜孔时不偏斜、不滑动,避免了钻孔位置发生偏离,最终导致钻头崩刃、折断的情况,此外,本发明的活动紧固装置通过活动槽可以适配多种形状的轮毂,扩大了设备的适用范围,减少了设备投资,提高了生产效率。