
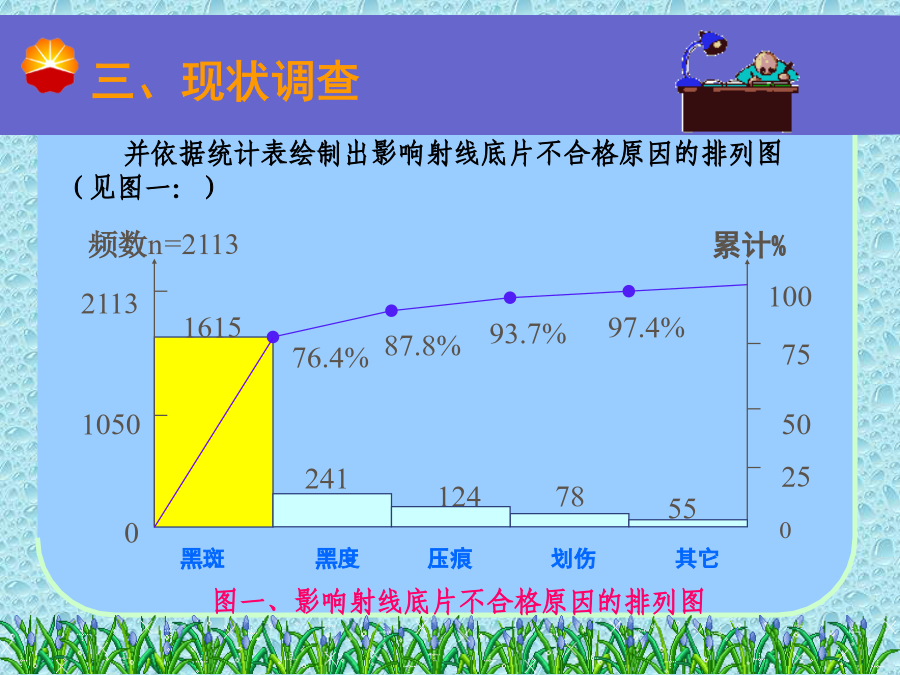
某公司降低射线底片的不合格率.ppt

YY****。。


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共49页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

某公司降低射线底片的不合格率.ppt

射线底片图谱.pdf
潇湘工作室制作焊缝射线照相底片的评判规律一、探伤人员要评片,四项指标放在先*,底片标记齐又正,铅字压缝为废片。二、评片开始第一件,先找四条熔合线,小口径管照椭圆,根部都在圈里面。三、气孔形象最明显,中心浓黑边缘浅,夹渣属于非金属,杂乱无章有棱边。四、咬边成线亦成点,似断似续常相见,这个缺陷最好定,位置就在熔合线。五、未焊透是大缺陷,典型图象成直线,间隙太小钝边厚,投影部位*中间。六、内凹只在仰焊面,间隙太大是关键,内凹未透要分清,内凹透度成弧线。七、未熔合它斜又扁,常规透照难发现,它的位置有规律,都在坡口

射线照相底片的评定.docx
《射线检测》补充教材第六章射线照相底片的评定6.1评定的基本要求-底片质量要求-评定环境、设备的要求-评定人员条件要求.底片质量要求⑴灵敏度:从定量方面而言,是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸;从定性方面而言,是指发现和识别细小影像的难易程度。在射线底片上所能发现的沿射线穿透方向上的最小尺寸,称为绝对灵敏度,此最小缺陷尺寸与透照厚度的百分比称为相对灵敏度。用人工孔槽,金属丝尺寸(像质计)作为底片影像质量的监测工具而得到的灵敏度又称为像质计灵敏度。要求:底片上可识别的像质计影像、型号、规格

射线照相底片评定.pptx
射线照相(zhàoxiàng)底片评定6.4焊接接头质量等级评定一、概述1、检测方法、检测标准、检测比例、验收(yànshōu)等级确定依据:①特种设备安全技术规范:(承压设备方面)《蒸汽锅炉安全技术监察规程》《热水锅炉安全技术监察规程》《锅炉安装监督检验规则》《锅炉定期检验规则》《固定式压力容器安全技术监察规程》《液化(yèhuà)气体汽车罐车安全监察规程》《液化(yèhuà)气体铁路罐车安全管理规程》《压力容器定期检验规则》②设计、制造、安装规范及标准(承压设备方面)GB150一1998《钢制压力容器

射线照相底片的评定.doc
射线照相底片的评定(常用版)(可以直接使用,可编辑完整版资料,欢迎下载)射线照相底片的评定§6.1评片工作的基本要求射线检测能发现缺陷的原因:黑度差(即射线照相对比度)△D=0.434G(μ-μ1)△T/(1+n)式中:G胶片梯度或胶片反差系数μ工件的线衰减系数μ1缺陷的线衰减系数T缺陷在射线透照方向上的尺寸n散射比对评片工作的基本要求1.对底片质量的要求2.对设备、环境条件的要求3.对人员条件的要求§底片质量的要求1.灵敏度检查:评价底片灵敏度的指标是象质指数Z,他等于底片上能识别出的最细金属丝的编号。