
汽轮机中高中压外缸平衡漏气管的焊接方法.pdf

山柳****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机中高中压外缸平衡漏气管的焊接方法.pdf
汽轮机中高中压外缸平衡漏气管的焊接方法,它涉及一种焊接方法。本发明为了解决采用手工电弧焊汽轮机高中压缸平衡漏气管的方法导致焊接后缺陷多、焊纹粗糙、焊缝宽窄不一、焊接质量下降的技术问题。本方法如下:将汽轮机中高中压外缸平衡漏气管的坡口处预热,采用氩弧焊进行焊接,焊接后在300℃~400℃保温2小时,升温并且保温,降温,即完成汽轮机中高中压外缸平衡漏气管的焊接。采用本发明方法不存在采用焊条电弧焊时容易产生的焊瘤、未焊透和凹陷的缺陷,焊后射线探伤一次合格率在90%以上,而且采用本发明方法焊缝成型好,即焊缝波纹细
汽轮机高中压外缸水压试验方法.pdf
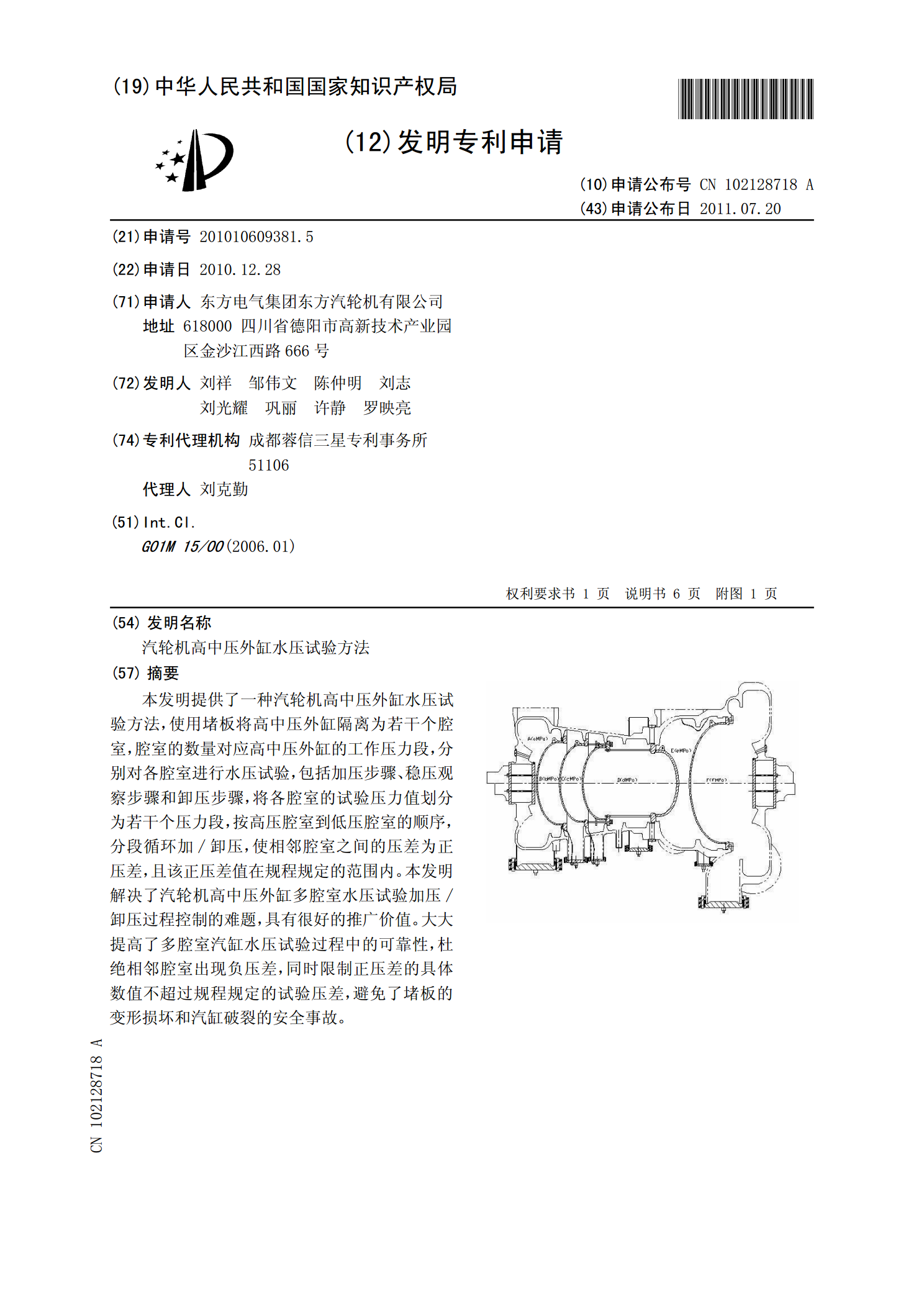
本发明提供了一种汽轮机高中压外缸水压试验方法,使用堵板将高中压外缸隔离为若干个腔室,腔室的数量对应高中压外缸的工作压力段,分别对各腔室进行水压试验,包括加压步骤、稳压观察步骤和卸压步骤,将各腔室的试验压力值划分为若干个压力段,按高压腔室到低压腔室的顺序,分段循环加/卸压,使相邻腔室之间的压差为正压差,且该正压差值在规程规定的范围内。本发明解决了汽轮机高中压外缸多腔室水压试验加压/卸压过程控制的难题,具有很好的推广价值。大大提高了多腔室汽缸水压试验过程中的可靠性,杜绝相邻腔室出现负压差,同时限制正压差的具体

大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用.docx
大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用摘要:大型汽轮机作为一种重要的发电设备,其压力外缸的质量直接关系到发电机组的安全和稳定运行。然而,在压力外缸的铸造过程中,往往会产生一些缺陷,如气孔、夹渣、裂缝等,导致外缸的强度和密封性下降,严重威胁汽轮机的安全运行。因此,对于外缸铸造缺陷的修复方法具有重要的研究价值和应用意义。本文主要围绕大型汽轮机压力外缸铸造缺陷的焊接修复进行试验研究,并探讨其在实际应用中的可行性和效果。首先,介绍了大型汽轮机压力外缸的结构和工

汽轮机高中压外缸加工质量探讨.pptx
汇报人:目录PARTONEPARTTWO加工工艺流程关键工序控制加工设备及工具加工过程中的问题及解决方案PARTTHREE材料种类及性能要求材料检验与质量控制材料处理技术材料选择与处理的注意事项PARTFOUR检测标准与检测方法加工质量评估体系常见缺陷及原因分析质量改进措施与建议PARTFIVE加工质量对性能的影响分析性能试验与验证方法性能优化措施与方案加工质量与性能的权衡考虑PARTSIX质量改进的目标与原则质量改进方案制定与实施质量改进效果评估与反馈持续改进的思考与实践PARTSEVEN加工技术的发展

大型汽轮机高中压缸中间轴封漏汽量测试研究.docx
大型汽轮机高中压缸中间轴封漏汽量测试研究钟平,施延洲,王祝成(西安热工研究院有限公司,陕西西安710032)[摘要]大型汽轮机高中压合缸的中间轴封漏汽量一般大于设计值,对机组热耗率影响较大。对漏汽量的测量较难进行,对此,研究了进行漏汽测量的测点布置、测试方法,测试结果计算等。结果表明,1%的主蒸汽漏汽量可影响机组热耗率0.22%一o.26%。[关键词]汽轮机;性能测试;高中压合缸;中间轴封;漏汽测量[中图分类号]TK263.6﹢3[文献标识码]A[文章编号]002—3364(2006)0l—0044—04