
大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用.docx
大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用大型汽轮机中压外缸铸造缺陷的焊接修复试验与应用摘要:大型汽轮机作为一种重要的发电设备,其压力外缸的质量直接关系到发电机组的安全和稳定运行。然而,在压力外缸的铸造过程中,往往会产生一些缺陷,如气孔、夹渣、裂缝等,导致外缸的强度和密封性下降,严重威胁汽轮机的安全运行。因此,对于外缸铸造缺陷的修复方法具有重要的研究价值和应用意义。本文主要围绕大型汽轮机压力外缸铸造缺陷的焊接修复进行试验研究,并探讨其在实际应用中的可行性和效果。首先,介绍了大型汽轮机压力外缸的结构和工

汽轮机中高中压外缸平衡漏气管的焊接方法.pdf
汽轮机中高中压外缸平衡漏气管的焊接方法,它涉及一种焊接方法。本发明为了解决采用手工电弧焊汽轮机高中压缸平衡漏气管的方法导致焊接后缺陷多、焊纹粗糙、焊缝宽窄不一、焊接质量下降的技术问题。本方法如下:将汽轮机中高中压外缸平衡漏气管的坡口处预热,采用氩弧焊进行焊接,焊接后在300℃~400℃保温2小时,升温并且保温,降温,即完成汽轮机中高中压外缸平衡漏气管的焊接。采用本发明方法不存在采用焊条电弧焊时容易产生的焊瘤、未焊透和凹陷的缺陷,焊后射线探伤一次合格率在90%以上,而且采用本发明方法焊缝成型好,即焊缝波纹细

660 MW超超临界汽轮机中压隔板沟槽缺陷成因分析及焊接修复.docx
660MW超超临界汽轮机中压隔板沟槽缺陷成因分析及焊接修复引言超超临界汽轮机是新一代高效、节能、环保的发电设备之一,其关键部件中压隔板是保证高温高压气体不泄漏到涡轮工作区的重要零件。然而,在运行过程中,中压隔板沟槽存在着缺陷,这些缺陷会对隔板的性能产生很大影响,甚至导致设备故障。因此,对中压隔板沟槽缺陷成因分析及焊接修复研究具有重要意义。一、中压隔板沟槽及其缺陷中压隔板是直径超过一米的圆形钢板,分为内外两层组成。中间通过多个弯曲的通道构成了通气孔道。通气孔道的圆环以内部或者外部轻微倾斜的方式连接内外两层板
大型核电外缸铸造生产方法.pdf
一种大型核电外缸铸造生产方法,包括浇注;打箱;浇冒系统清理;性能热处理;粗加工;NDT检测;焊接;焊后热处理;NDT复检的步骤;在所述性能热处理步骤中,采用正火、正火后冷却、回火、回火冷却的方式进行性能热处理;所述焊后热处理步骤中,根据铸件焊接需求,焊接后铸件进炉做焊后热处理的次数控制在≤3次,采用本发明方法,通过合理的正火回火工艺方法处理,并采用突破常规的装炉方法加快铸件冷却并对厚壁部位采用风水雾冷却的方式,保证了铸件整体的冷速和冷却均匀性,从而提高了铸件力学性能和保证铸件性能的均匀性。通过控制焊后热处
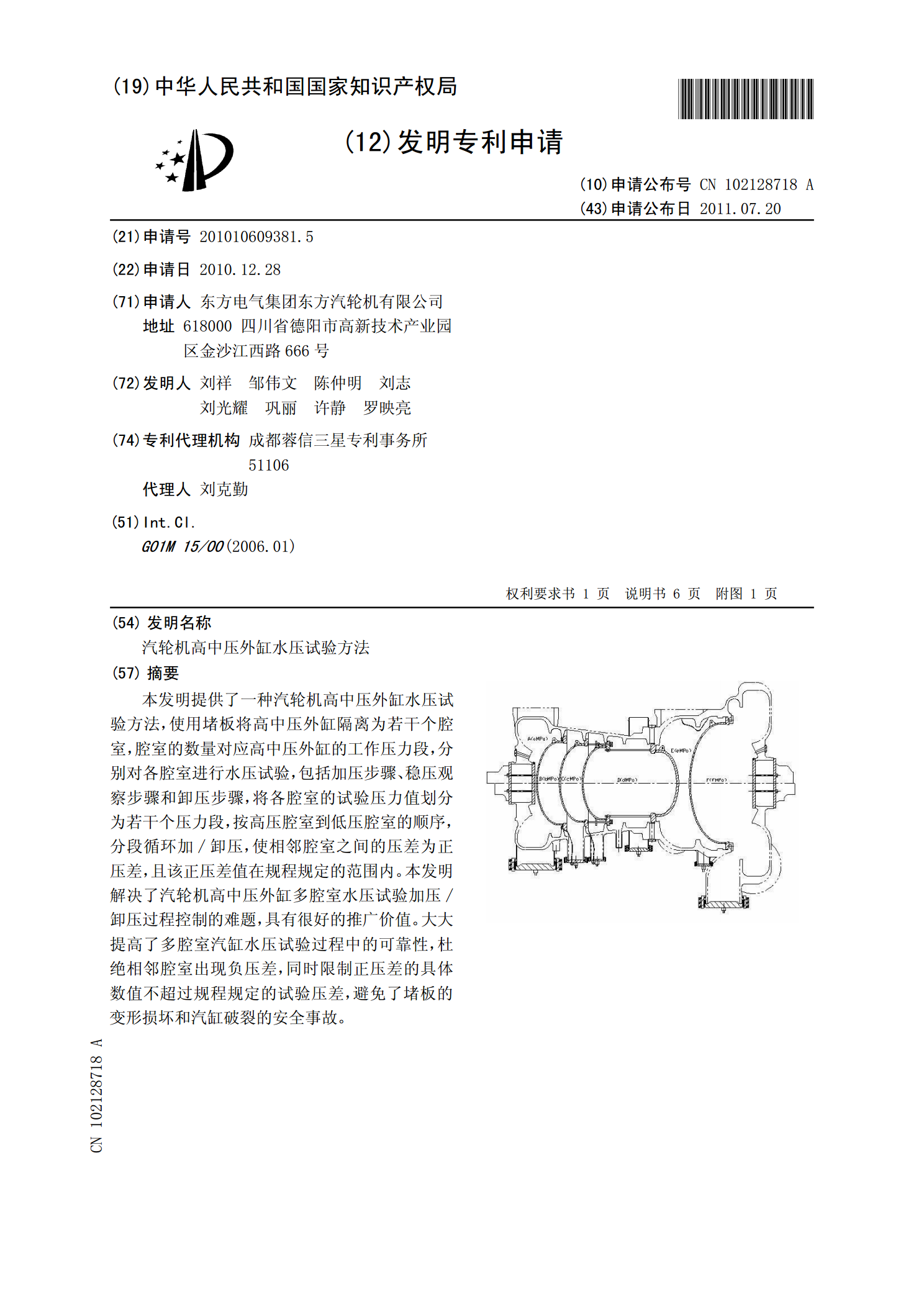
汽轮机高中压外缸水压试验方法.pdf
本发明提供了一种汽轮机高中压外缸水压试验方法,使用堵板将高中压外缸隔离为若干个腔室,腔室的数量对应高中压外缸的工作压力段,分别对各腔室进行水压试验,包括加压步骤、稳压观察步骤和卸压步骤,将各腔室的试验压力值划分为若干个压力段,按高压腔室到低压腔室的顺序,分段循环加/卸压,使相邻腔室之间的压差为正压差,且该正压差值在规程规定的范围内。本发明解决了汽轮机高中压外缸多腔室水压试验加压/卸压过程控制的难题,具有很好的推广价值。大大提高了多腔室汽缸水压试验过程中的可靠性,杜绝相邻腔室出现负压差,同时限制正压差的具体