
一种窄流道整体叶轮粗开槽数控铣加工方法.pdf

努力****向丝


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种窄流道整体叶轮粗开槽数控铣加工方法.pdf
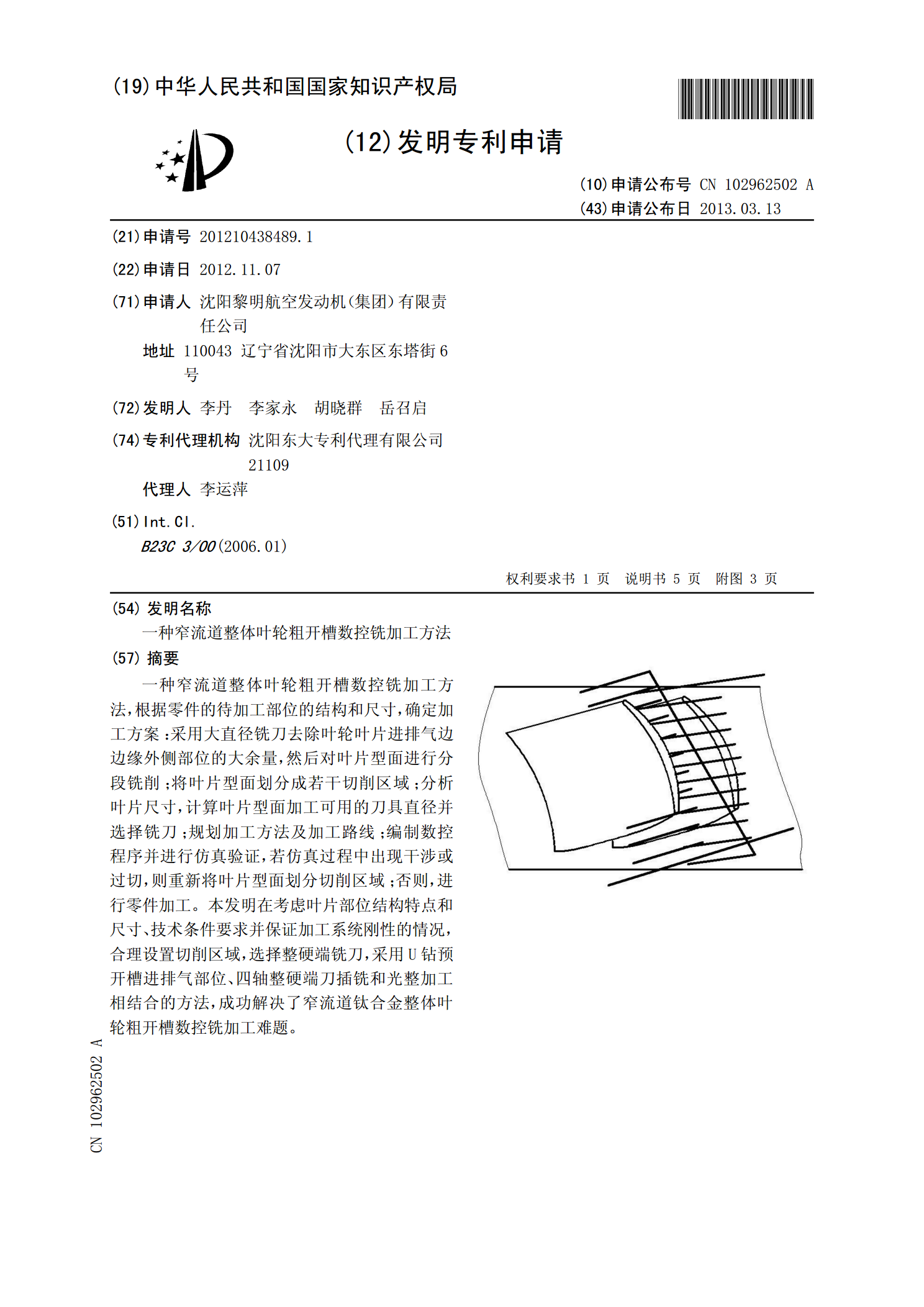
一种窄流道整体叶轮粗开槽数控铣加工方法,根据零件的待加工部位的结构和尺寸,确定加工方案:采用大直径铣刀去除叶轮叶片进排气边边缘外侧部位的大余量,然后对叶片型面进行分段铣削;将叶片型面划分成若干切削区域;分析叶片尺寸,计算叶片型面加工可用的刀具直径并选择铣刀;规划加工方法及加工路线;编制数控程序并进行仿真验证,若仿真过程中出现干涉或过切,则重新将叶片型面划分切削区域;否则,进行零件加工。本发明在考虑叶片部位结构特点和尺寸、技术条件要求并保证加工系统刚性的情况,合理设置切削区域,选择整硬端铣刀,采用U钻预开槽

一种整体叶轮窄深腔数控铣加工方法.pdf
一种整体叶轮窄深腔数控铣加工方法,腔体均匀分成四段铣削,半精铣用球头直径为16毫米,锥度为4°,柄为直径为20毫米球头四刃铣刀;精铣加工采用6刃直径为10毫米锥度4°直径为16毫米柄球头铣刀;切削最大深度180毫米,加工区域分为4个部分,刀具最大悬伸182毫米,最大长径比为9。在选定的切削区域中建立并生成刀具轨迹,在加工整体叶轮叶片自由曲面的加工区域能参数化,加工线速度为110~130米/分钟;选用四轴数控加工中心,X轴及Z轴加工坐标原点,设在零件旋转中心,Y轴加工坐标原点设在叶片积叠轴上。本发明的优点:

一种小切深大进给整体叶轮粗开槽加工方法.pdf
一种小切深大进给整体叶轮粗开槽加工方法,其特征在于:使用专用的飞碟铣刀,加工深度为3-5倍刀具半径的深腔槽,每次切深为1-4.5mm,每齿进给量为0.5-1mm;所述专用的飞碟铣刀满足下述要求:其由刀杆(1)、刀片(2)、固定螺钉(3)构成,刀片(2)位于刀杆(1)的前端并由固定螺钉(3)固定在刀杆(1)上;所述专用的飞碟铣刀为三头,刀片(2)为三片,刀片(2)为三角形。所述小切深大进给整体叶轮粗开槽加工方法中,刀具寿命更长,对于直径在40mm左右的刀具,切削体积应该保持在400cm2左右较为合适。本发明
窄流道叶轮的制造方法.pdf
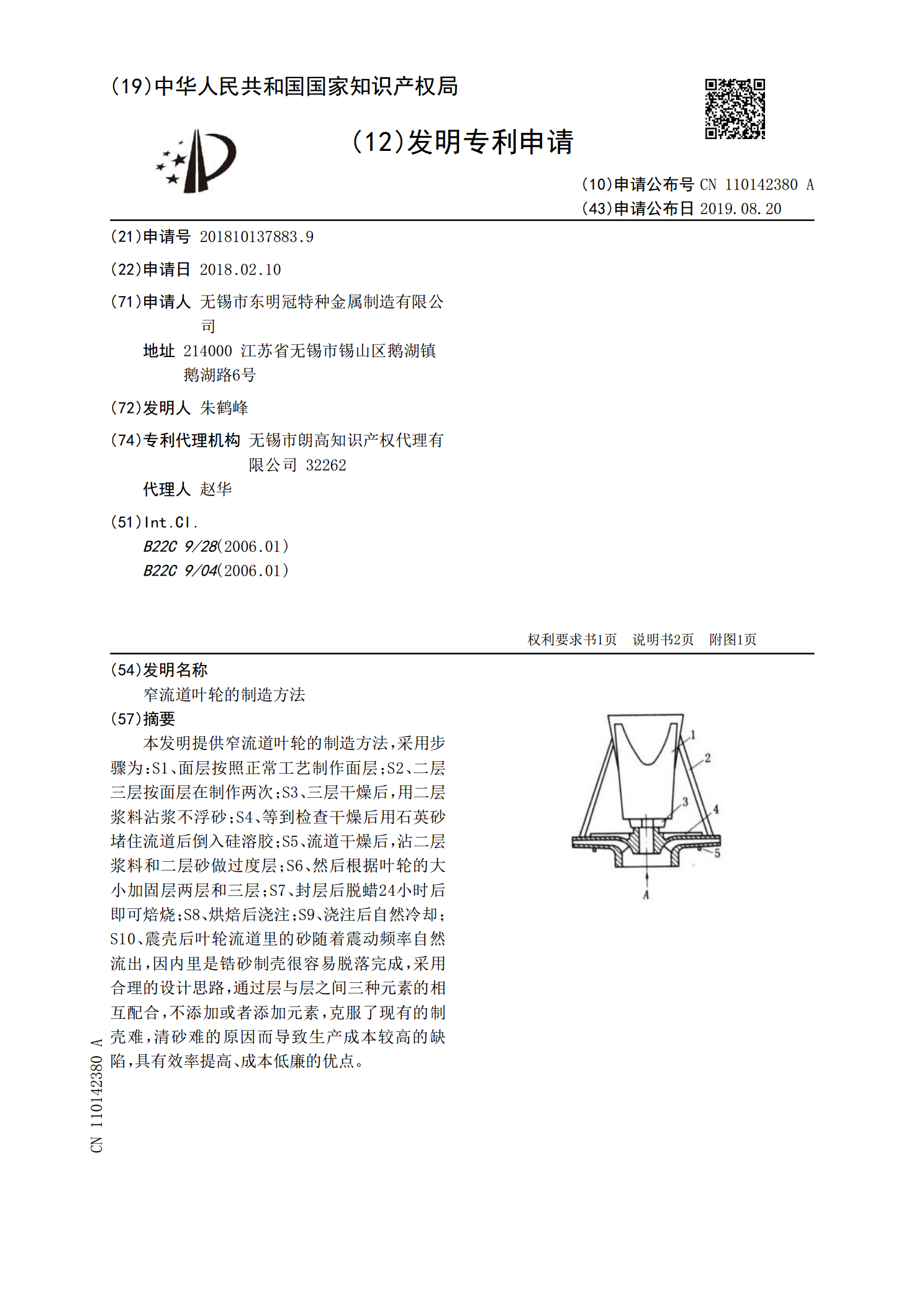
本发明提供窄流道叶轮的制造方法,采用步骤为:S1、面层按照正常工艺制作面层;S2、二层三层按面层在制作两次;S3、三层干燥后,用二层浆料沾浆不浮砂;S4、等到检查干燥后用石英砂堵住流道后倒入硅溶胶;S5、流道干燥后,沾二层浆料和二层砂做过度层;S6、然后根据叶轮的大小加固层两层和三层;S7、封层后脱蜡24小时后即可焙烧;S8、烘焙后浇注;S9、浇注后自然冷却;S10、震壳后叶轮流道里的砂随着震动频率自然流出,因内里是锆砂制壳很容易脱落完成,采用合理的设计思路,通过层与层之间三种元素的相互配合,不添加或者添
一种窄流道叶轮铸件.pdf
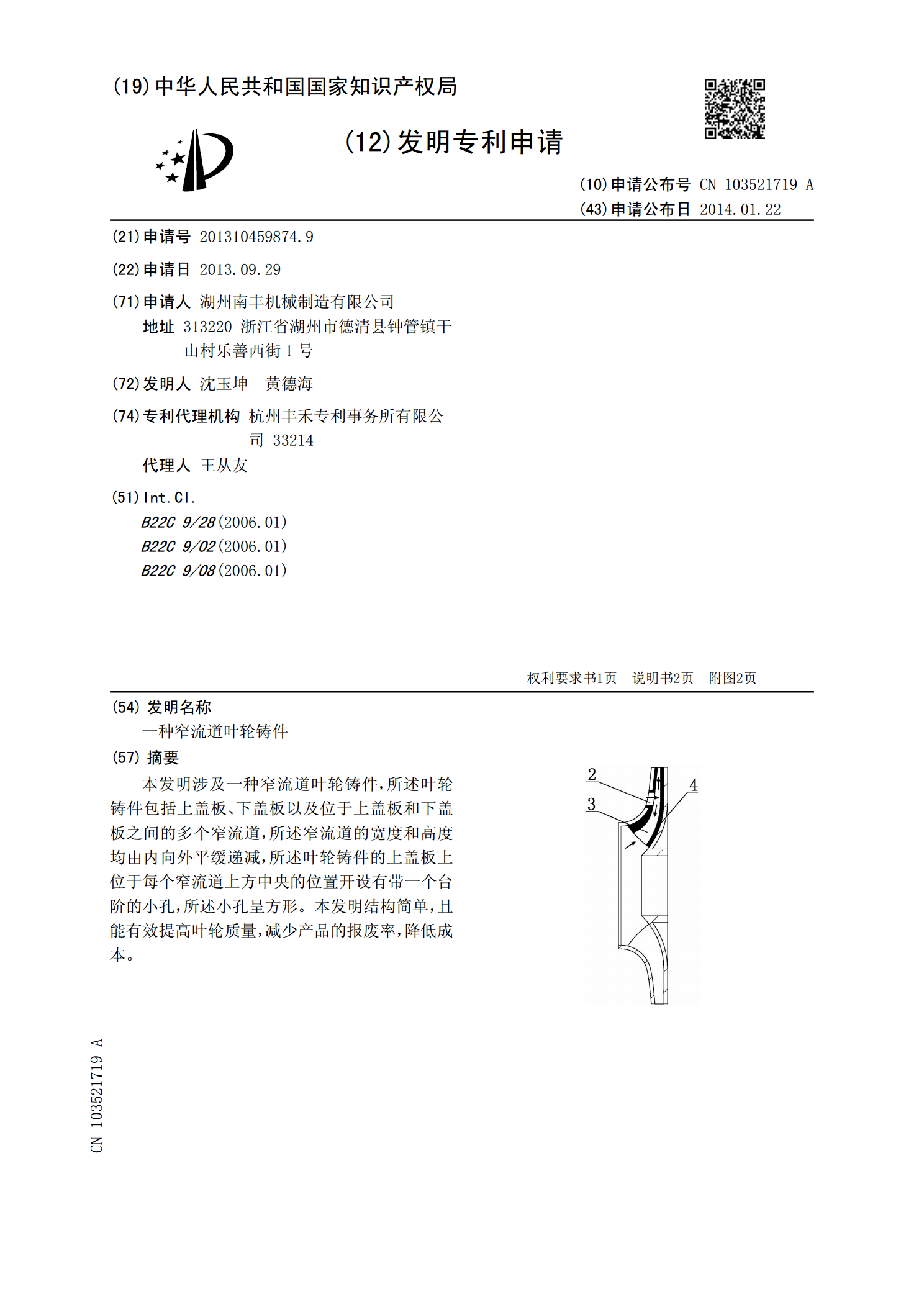
本发明涉及一种窄流道叶轮铸件,所述叶轮铸件包括上盖板、下盖板以及位于上盖板和下盖板之间的多个窄流道,所述窄流道的宽度和高度均由内向外平缓递减,所述叶轮铸件的上盖板上位于每个窄流道上方中央的位置开设有带一个台阶的小孔,所述小孔呈方形。本发明结构简单,且能有效提高叶轮质量,减少产品的报废率,降低成本。