
一种硬脆材料小孔螺纹成形磨削方法.pdf

邻家****曼玉


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种硬脆材料小孔螺纹成形磨削方法.pdf
一种硬脆材料小孔螺纹成形磨削方法,属于机械加工及工具技术领域。其特征是用特殊截形的盘形成型砂轮,采取刀轴与孔轴中心平行的螺旋磨削方式加工成形,其中工件不动,刀具在自转的同时,以偏心距e沿孔轴以螺旋轨迹公转。加工运动由盘形成型砂轮的自转、盘形成型砂轮绕孔轴的公转和盘形成型砂轮轴向进给三种运动复合而成。由于刀轴和孔轴平行,理论上存在原理性误差,即因盘形刀具在沿螺旋轨迹加工时,刀具的干涉导致螺纹形状超差,因此该方法要求选用特殊修形的盘形成型砂轮。本发明的效果和益处是与硬质合金或涂层丝锥加工螺纹方法相比,在加工硬

一种磨削硬脆材料小孔螺纹成型砂轮.pdf
一种磨削硬脆材料小孔螺纹成型砂轮,属于机械制造技术领域。其特征是盘状成型砂轮的轴向截形夹角α由公式:α=α0-?α确定,其中α0为螺纹标准牙型角,?α为最小螺纹牙型误差δmin对应的砂轮轴向截形修形量?α;盘状成型砂轮头直径DS由公式:DS?=d0+ζh0确定,其中h0为螺纹牙型高度,d0为刀杆直径,ζ为修正系数;刀杆直径d0由公式:d0=λh0确定;其中λ为比例系数。盘状成型砂轮为采用复合电镀工艺使金刚石或CBN微粉磨粒固结在盘状成型砂轮基体表面上。本发明的效果和益处是解决了硬脆材料小孔螺纹加工丝锥刀具
脆硬材料磨削机床.pdf
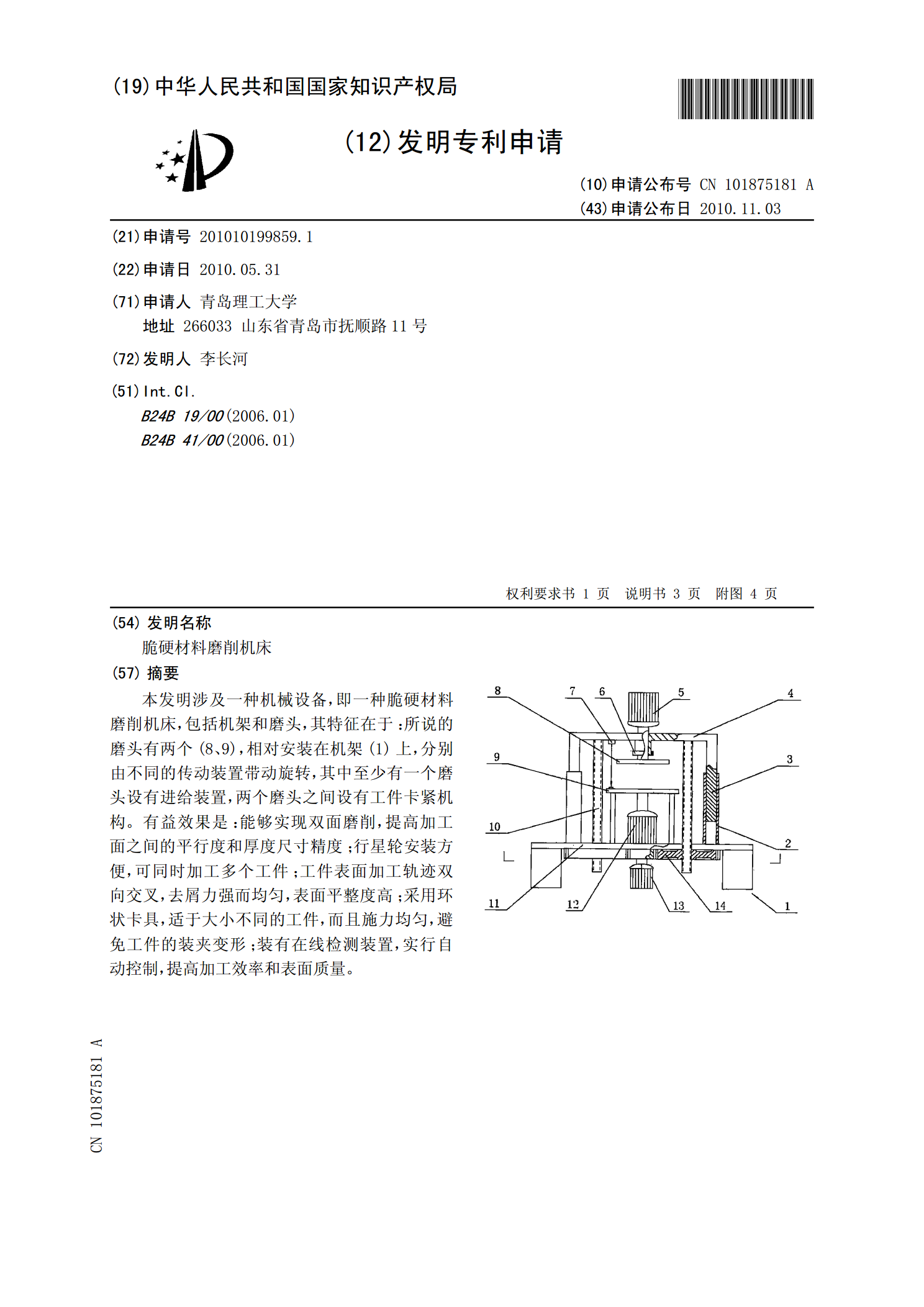
本发明涉及一种机械设备,即一种脆硬材料磨削机床,包括机架和磨头,其特征在于:所说的磨头有两个(8、9),相对安装在机架(1)上,分别由不同的传动装置带动旋转,其中至少有一个磨头设有进给装置,两个磨头之间设有工件卡紧机构。有益效果是:能够实现双面磨削,提高加工面之间的平行度和厚度尺寸精度;行星轮安装方便,可同时加工多个工件;工件表面加工轨迹双向交叉,去屑力强而均匀,表面平整度高;采用环状卡具,适于大小不同的工件,而且施力均匀,避免工件的装夹变形;装有在线检测装置,实行自动控制,提高加工效率和表面质量。

一种硬脆自由曲面磨削装置及磨削方法.pdf
本发明公开了一种硬脆自由曲面磨削装置,包括用以对工件表面进行磨削的ELID磨削设备和用以对工件表面进行加热的激光装置,所述ELID磨削设备包括用以对工件表面进行磨削的砂轮,在磨削方向上,所述激光装置发出的激光在工件表面上形成的加热点位于砂轮在工件表面上形成的磨削点的前方。该磨削装置通过采用ELID磨削设备提高了加工精度,通过采用激光装置加热的方式降低了磨削的难度,提高了磨削效率,延长了砂轮的寿命。

一种硬脆半导体材料的加工方法及其磨削机床.pdf
本发明涉及半导体材料加工,更具体的说是一种硬脆半导体材料的加工方法及其磨削机床。一种硬脆半导体材料的加工方法,包括以下步骤:S1、采用等离子体流降低硬脆半导体材料表面的硬度;S2、采用金刚石材质的打磨件对硬脆半导体材料表面进行磨削。上述加工方法还使用一种硬脆半导体材料等离子体机械复合磨削机床,所述机床包括:等离子体存储器,以及固定并连通在等离子体存储器上的等离子体传送管道;还包括砂轮磨削机构,所述砂轮磨削机构包括能够水平与纵向调节的金刚石砂轮;其中,等离子体传送管道能够调至准金刚石砂轮处,目的是可以提高硬