
一种新型无心磨削外圆的方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型无心磨削外圆的方法.docx
一种新型无心磨削外圆的方法一种新型无心磨削外圆的方法摘要无心磨削外圆技术是一种较为普遍的外圆加工方法,但传统方法存在加工精度、效率低等问题。本文提出一种新型的无心磨削外圆方法,该方法使用可控的异步跟踪技术保证加工精度且不受机床运动误差影响;采用自适应切削深度控制策略,保证加工效率,并在仿真中验证了该方法的可行性和实用性。关键词:无心磨削;异步跟踪;自适应控制;仿真验证引言无心磨削是一种较为常见的外圆加工方法,它通过无心装置实现杆状工件的旋转和前后移动,使得工件表面能够磨削成为圆柱面。然而,该方法存在一些问
斜角无心外圆磨削方法.pdf
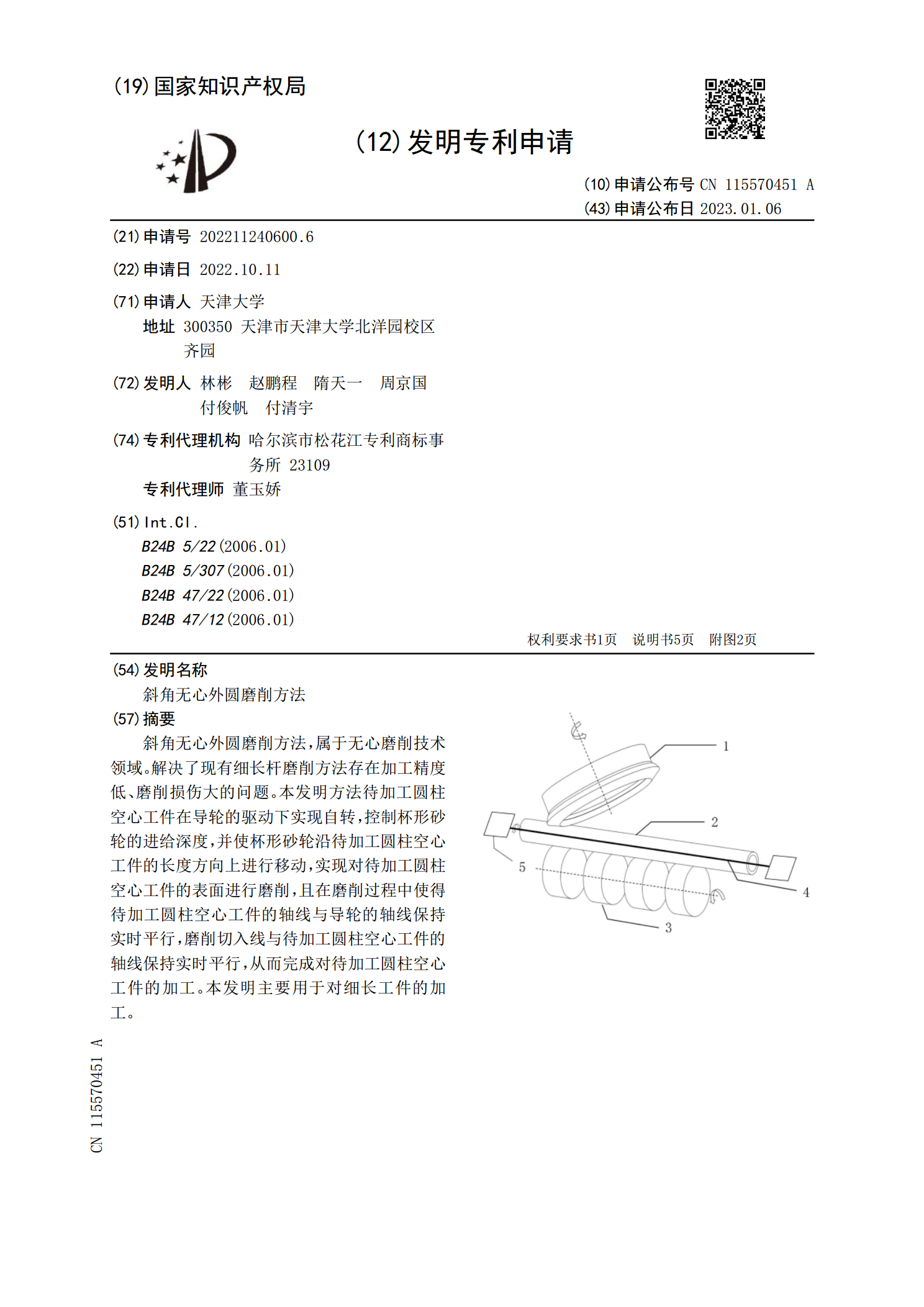
斜角无心外圆磨削方法,属于无心磨削技术领域。解决了现有细长杆磨削方法存在加工精度低、磨削损伤大的问题。本发明方法待加工圆柱空心工件在导轮的驱动下实现自转,控制杯形砂轮的进给深度,并使杯形砂轮沿待加工圆柱空心工件的长度方向上进行移动,实现对待加工圆柱空心工件的表面进行磨削,且在磨削过程中使得待加工圆柱空心工件的轴线与导轮的轴线保持实时平行,磨削切入线与待加工圆柱空心工件的轴线保持实时平行,从而完成对待加工圆柱空心工件的加工。本发明主要用于对细长工件的加工。

用于无心外圆磨削的切入式磨床的加载装置以及用于无心外圆磨削的方法.pdf
本发明涉及一种用于无心外圆磨削的切入式磨床的加载装置(10),其具有:用于容纳待加工的毛坯工件(16)的容纳框架(14),其中所述容纳框架(14)设计成沿重力方向敞开;支承体(12),所述支承体用于形成用于容纳在所述容纳框架(14)中的毛坯工件(16)的支承底板(18);和作用在所述容纳框架(14)上的位移执行器(20),所述位移执行器用于使所述容纳框架(14)相对于所述支承体(12)轴向地位移到所述切入式磨床的磨削间隙(22)中,在所述磨削间隙处,所述容纳框架(14)相对于所述支承体(14)错开地定位,

无心外圆磨削加工原理.doc
无心外圆磨削加工原理无心外圆磨床它没有床头箱和尾架,而是由托板和导轮支持工件,用砂轮进行磨削。托板的上表面倾斜30°~50°,使工件靠切削力紧紧压在导轮上,导轮轴线相对于砂轮轴线有一倾斜角度α(1~5°)。导轮低速转动靠摩擦力带动工件旋转。由于倾斜角的存在,导轮与工件接触点处的速度V导方向是斜的,它可分为两个速度分量:一个是V工使工件旋转,另一个是V进,使工件产生轴向进给运动。V进=V导sinα.V工=V导cosα.式中:V导——导轮的圆周速度(m/s).V工——工件的圆周速度(m/s).V进——工件的轴
同时对多个工件进行无心外圆磨削的方法和设备.pdf
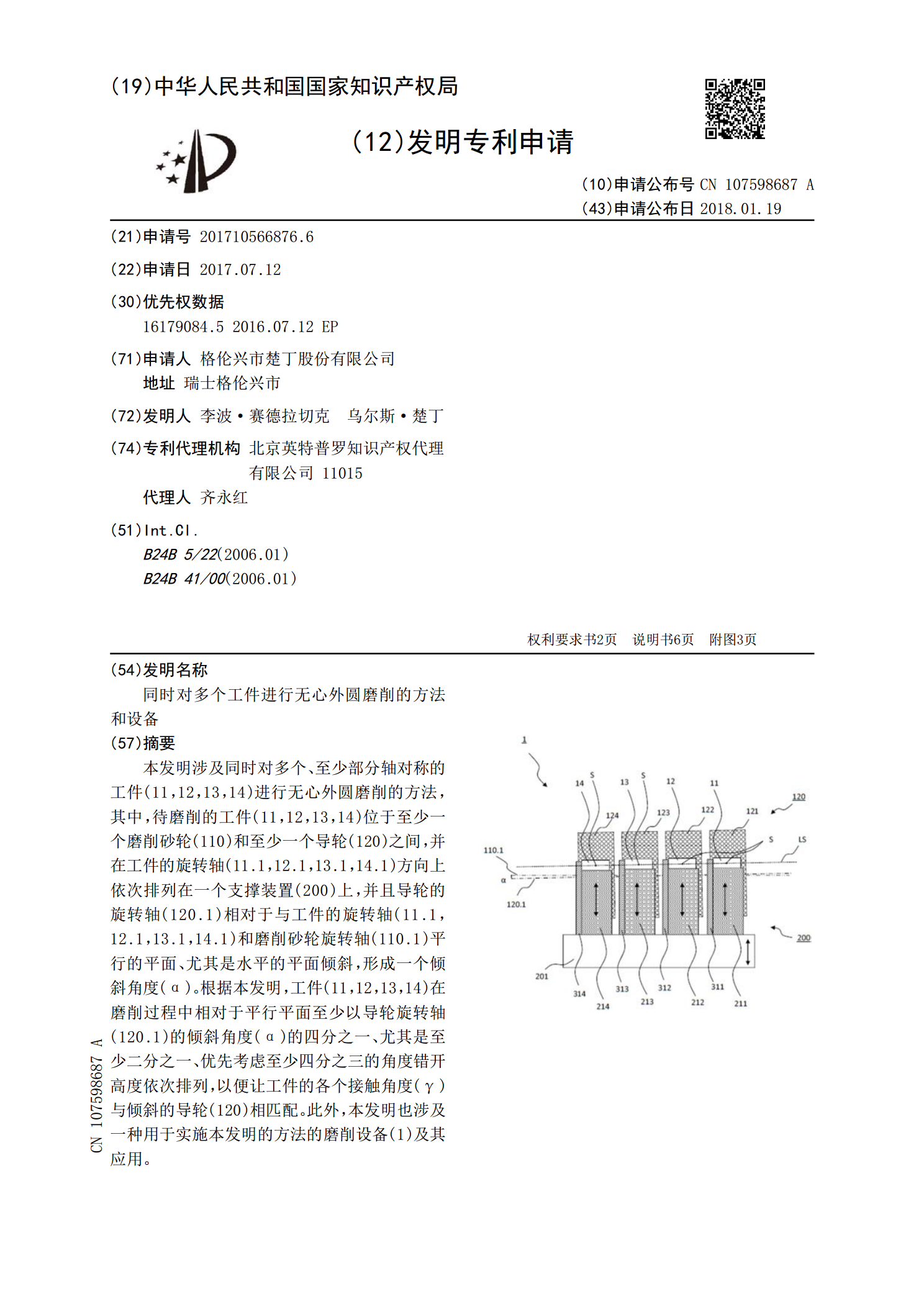
本发明涉及同时对多个、至少部分轴对称的工件(11,12,13,14)进行无心外圆磨削的方法,其中,待磨削的工件(11,12,13,14)位于至少一个磨削砂轮(110)和至少一个导轮(120)之间,并在工件的旋转轴(11.1,12.1,13.1,14.1)方向上依次排列在一个支撑装置(200)上,并且导轮的旋转轴(120.1)相对于与工件的旋转轴(11.1,12.1,13.1,14.1)和磨削砂轮旋转轴(110.1)平行的平面、尤其是水平的平面倾斜,形成一个倾斜角度(α)。根据本发明,工件(11,12,13