
同时对多个工件进行无心外圆磨削的方法和设备.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
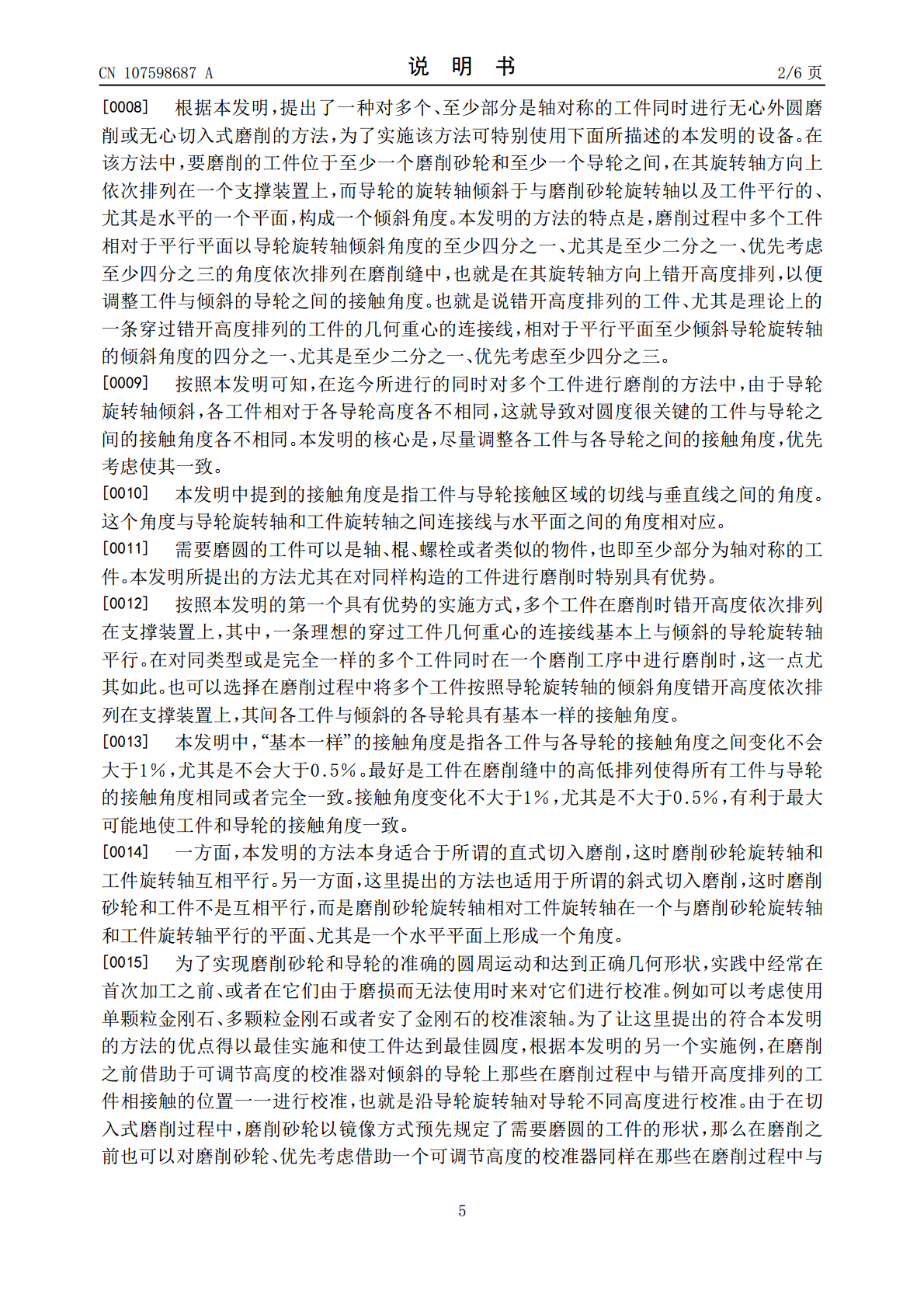
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
同时对多个工件进行无心外圆磨削的方法和设备.pdf
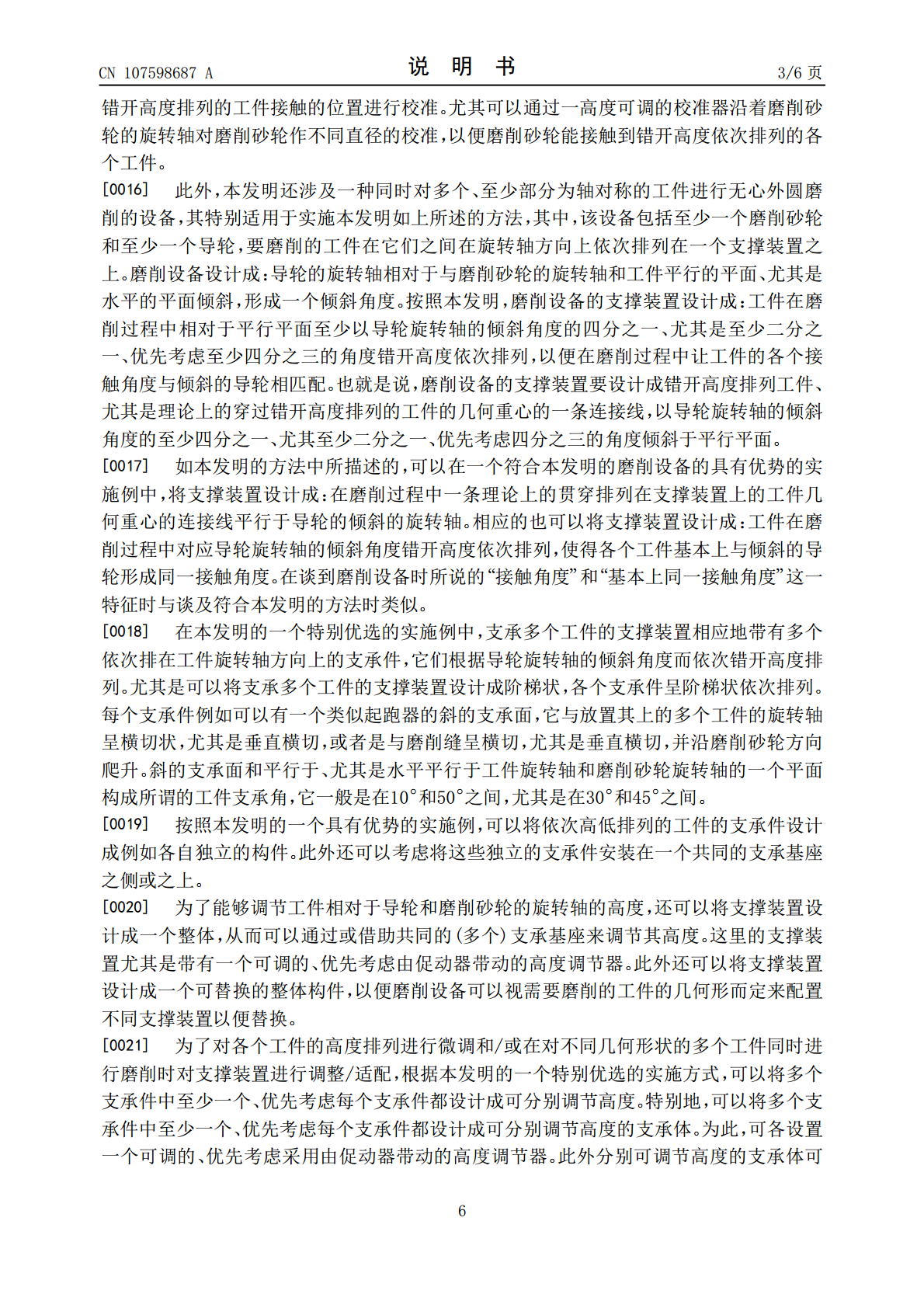
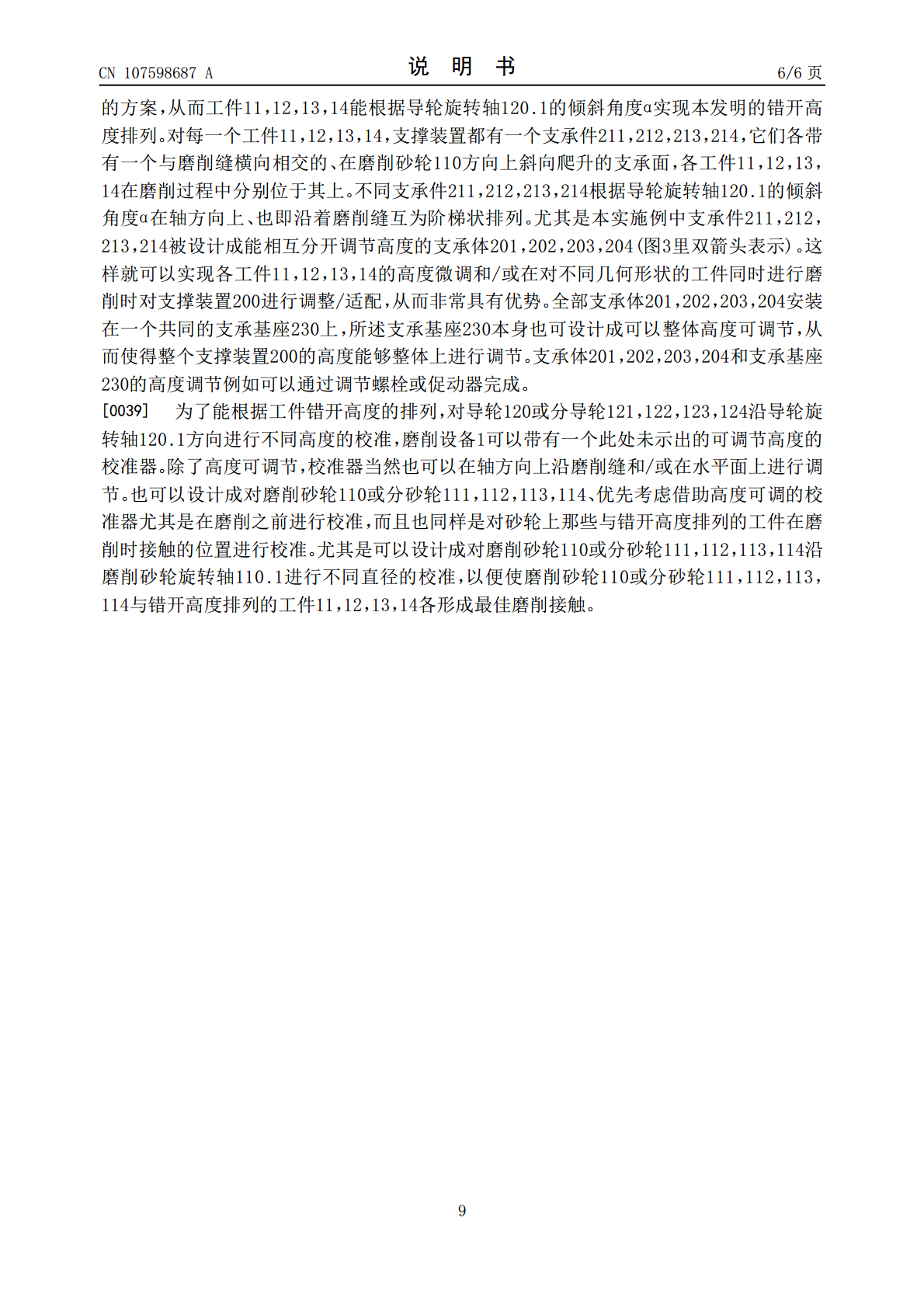
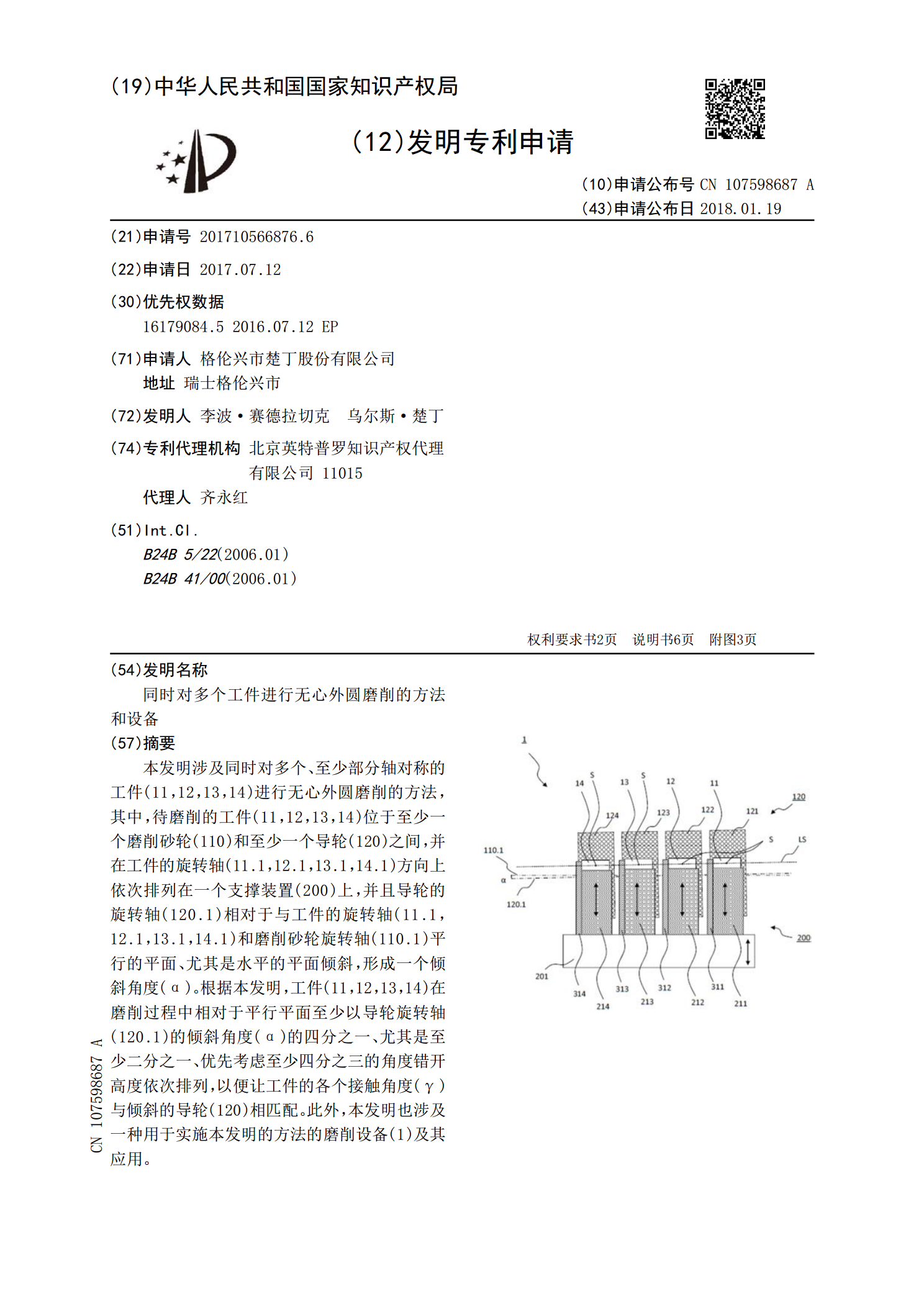
本发明涉及同时对多个、至少部分轴对称的工件(11,12,13,14)进行无心外圆磨削的方法,其中,待磨削的工件(11,12,13,14)位于至少一个磨削砂轮(110)和至少一个导轮(120)之间,并在工件的旋转轴(11.1,12.1,13.1,14.1)方向上依次排列在一个支撑装置(200)上,并且导轮的旋转轴(120.1)相对于与工件的旋转轴(11.1,12.1,13.1,14.1)和磨削砂轮旋转轴(110.1)平行的平面、尤其是水平的平面倾斜,形成一个倾斜角度(α)。根据本发明,工件(11,12,13
斜角无心外圆磨削方法.pdf
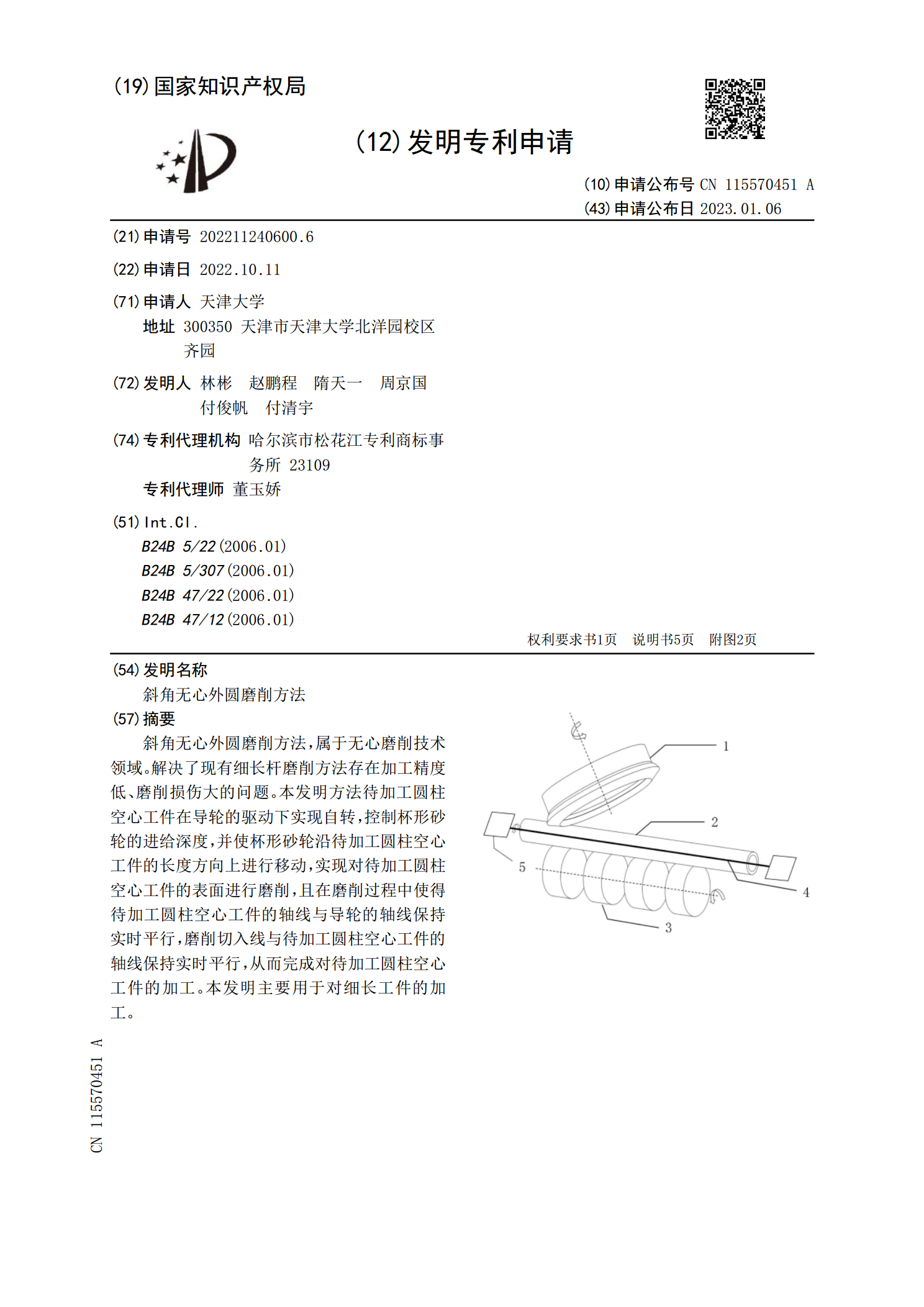
斜角无心外圆磨削方法,属于无心磨削技术领域。解决了现有细长杆磨削方法存在加工精度低、磨削损伤大的问题。本发明方法待加工圆柱空心工件在导轮的驱动下实现自转,控制杯形砂轮的进给深度,并使杯形砂轮沿待加工圆柱空心工件的长度方向上进行移动,实现对待加工圆柱空心工件的表面进行磨削,且在磨削过程中使得待加工圆柱空心工件的轴线与导轮的轴线保持实时平行,磨削切入线与待加工圆柱空心工件的轴线保持实时平行,从而完成对待加工圆柱空心工件的加工。本发明主要用于对细长工件的加工。

用于无心外圆磨削的切入式磨床的加载装置以及用于无心外圆磨削的方法.pdf
本发明涉及一种用于无心外圆磨削的切入式磨床的加载装置(10),其具有:用于容纳待加工的毛坯工件(16)的容纳框架(14),其中所述容纳框架(14)设计成沿重力方向敞开;支承体(12),所述支承体用于形成用于容纳在所述容纳框架(14)中的毛坯工件(16)的支承底板(18);和作用在所述容纳框架(14)上的位移执行器(20),所述位移执行器用于使所述容纳框架(14)相对于所述支承体(12)轴向地位移到所述切入式磨床的磨削间隙(22)中,在所述磨削间隙处,所述容纳框架(14)相对于所述支承体(14)错开地定位,
同时磨削加工多个尺寸的无心磨床支片结构.pdf
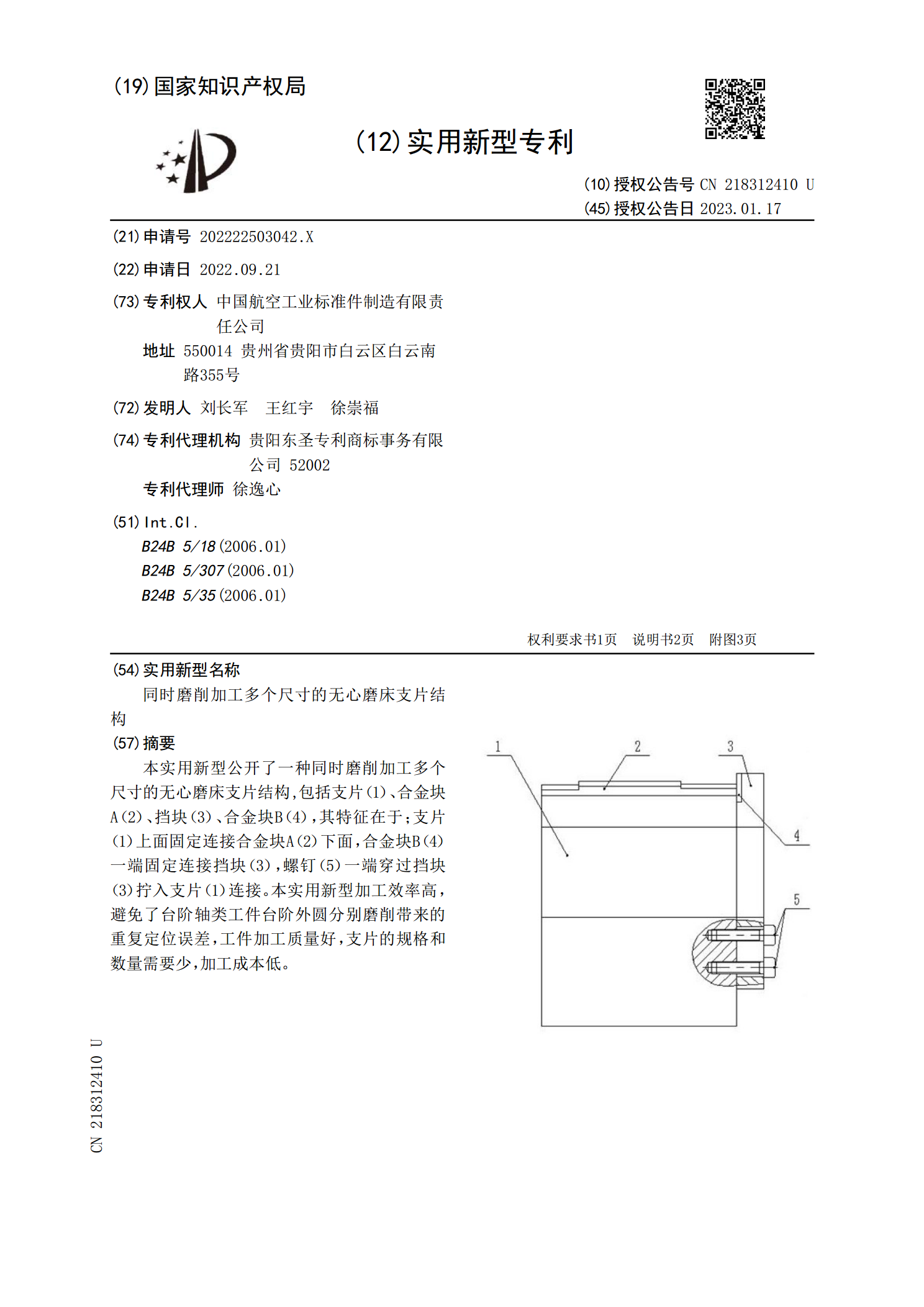
本实用新型公开了一种同时磨削加工多个尺寸的无心磨床支片结构,包括支片(1)、合金块A(2)、挡块(3)、合金块B(4),其特征在于;支片(1)上面固定连接合金块A(2)下面,合金块B(4)一端固定连接挡块(3),螺钉(5)一端穿过挡块(3)拧入支片(1)连接。本实用新型加工效率高,避免了台阶轴类工件台阶外圆分别磨削带来的重复定位误差,工件加工质量好,支片的规格和数量需要少,加工成本低。
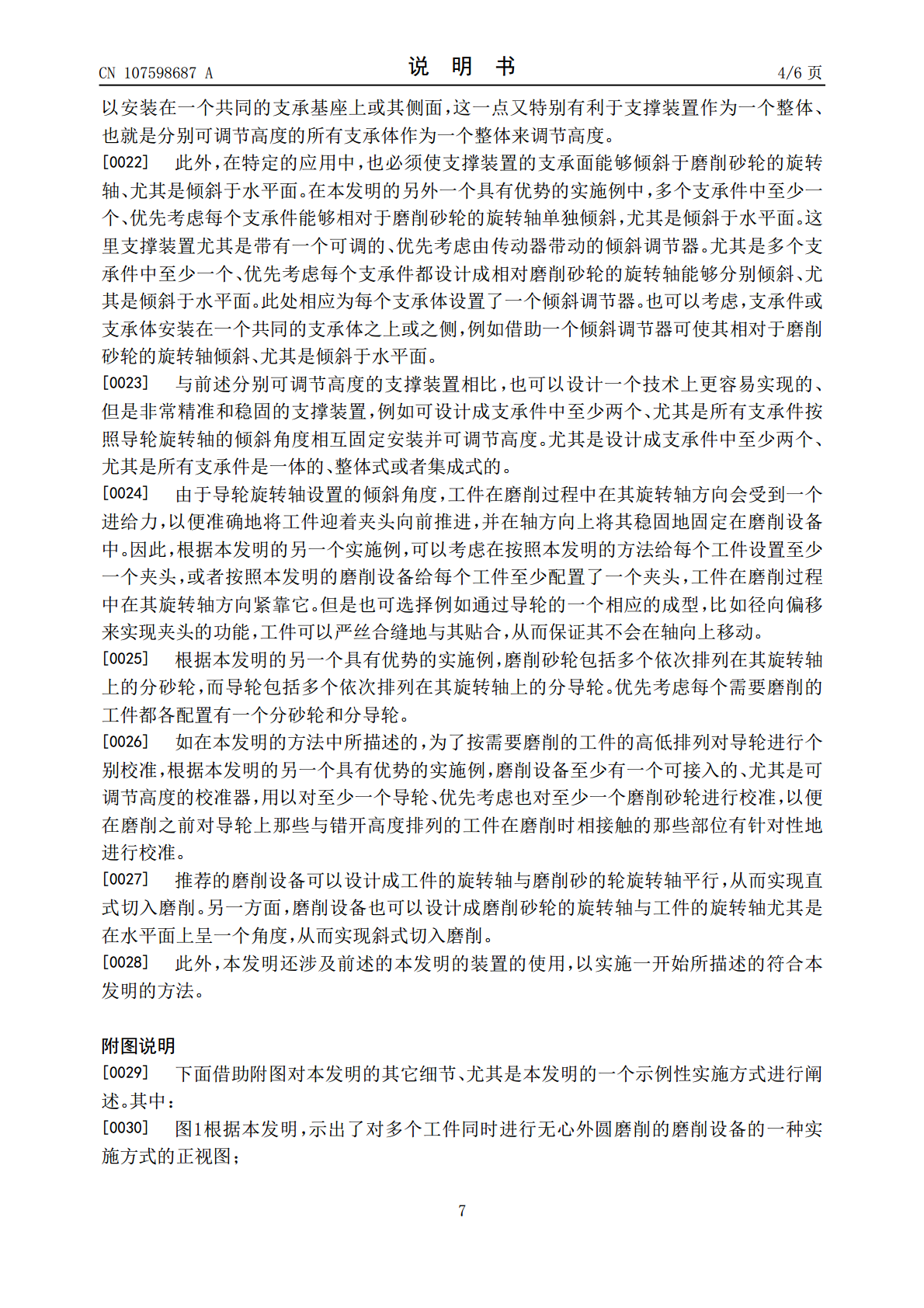
用于无心圆磨削的装置和用于使用用于无心圆磨削的装置的方法.pdf
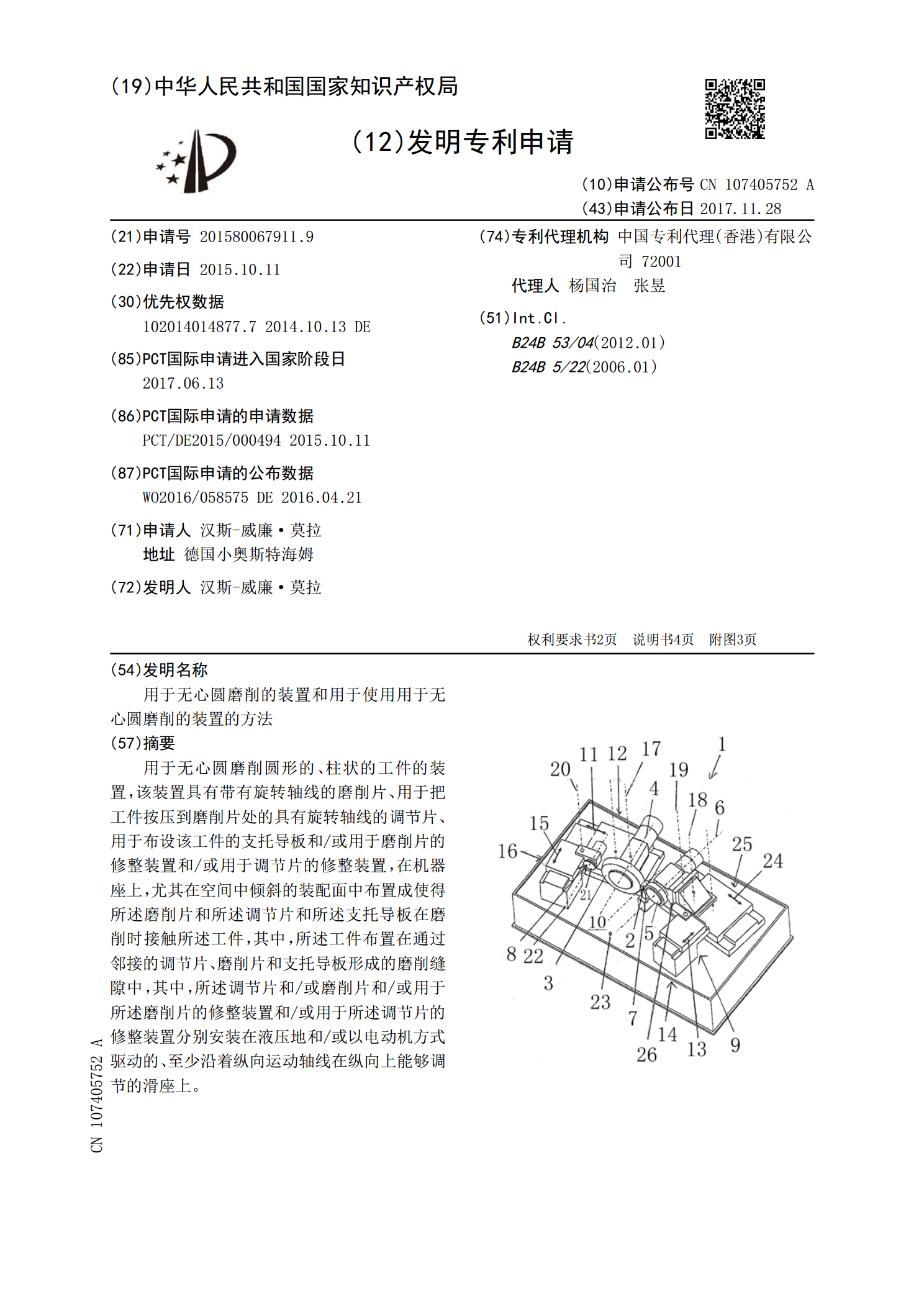
用于无心圆磨削圆形的、柱状的工件的装置,该装置具有带有旋转轴线的磨削片、用于把工件按压到磨削片处的具有旋转轴线的调节片、用于布设该工件的支托导板和/或用于磨削片的修整装置和/或用于调节片的修整装置,在机器座上,尤其在空间中倾斜的装配面中布置成使得所述磨削片和所述调节片和所述支托导板在磨削时接触所述工件,其中,所述工件布置在通过邻接的调节片、磨削片和支托导板形成的磨削缝隙中,其中,所述调节片和/或磨削片和/或用于所述磨削片的修整装置和/或用于所述调节片的修整装置分别安装在液压地和/或以电动机方式驱动的、至少