
600 micron斜纹密纹金属网布电阻缝焊焊接工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

600 micron斜纹密纹金属网布电阻缝焊焊接工艺.docx
600micron斜纹密纹金属网布电阻缝焊焊接工艺1.简介金属网布是一种重要的过滤材料和筛选材料,被广泛应用于许多领域,如石油化工、医药、食品、环保等。为了实现金属网布的制造,需要进行焊接工艺的应用,其中,电阻缝焊焊接工艺是常用的一种方法。本文主要介绍600micron斜纹密纹金属网布电阻缝焊焊接工艺的优势、缺陷以及优化方法。2.电阻缝焊原理电阻缝焊原理是在焊接时制造高温,从而引起两个或更多的工件之间的金属熔化,随后,让它们冷却并形成焊缝。电阻缝焊工艺的优点是可以适用于不同材料的焊接,并且能够焊接一定大小

超声滚焊与电阻内热复合式金属缝焊接装置.pdf
本发明涉及一种超声滚焊与电阻内热复合金属缝焊接装置,其特征在于设有超声滚焊机构和电阻内热焊接机构,所述超声滚焊机构设有超声波发生器、滚焊压头(14),滚焊压头(14)的两侧分别设有换能器(1)及换能器(12);所述电阻内热焊接机构设有用于输出中/高频脉冲电流的中频/高频电阻焊电源,中频/高频电阻焊电源输出的电脉冲经电极支架送至导电滚轮,导电滚轮与待焊接金属板相接触;所述中频/高频电阻焊电源输出两路相同的电脉冲信号,分别送至两个电极支架,两个电极支架分别与两个导电滚轮相连接,两个导电滚轮输出电信号至待焊接金
一种300系不锈钢泰勒双焊轮电阻缝焊焊接焊接工艺.pdf
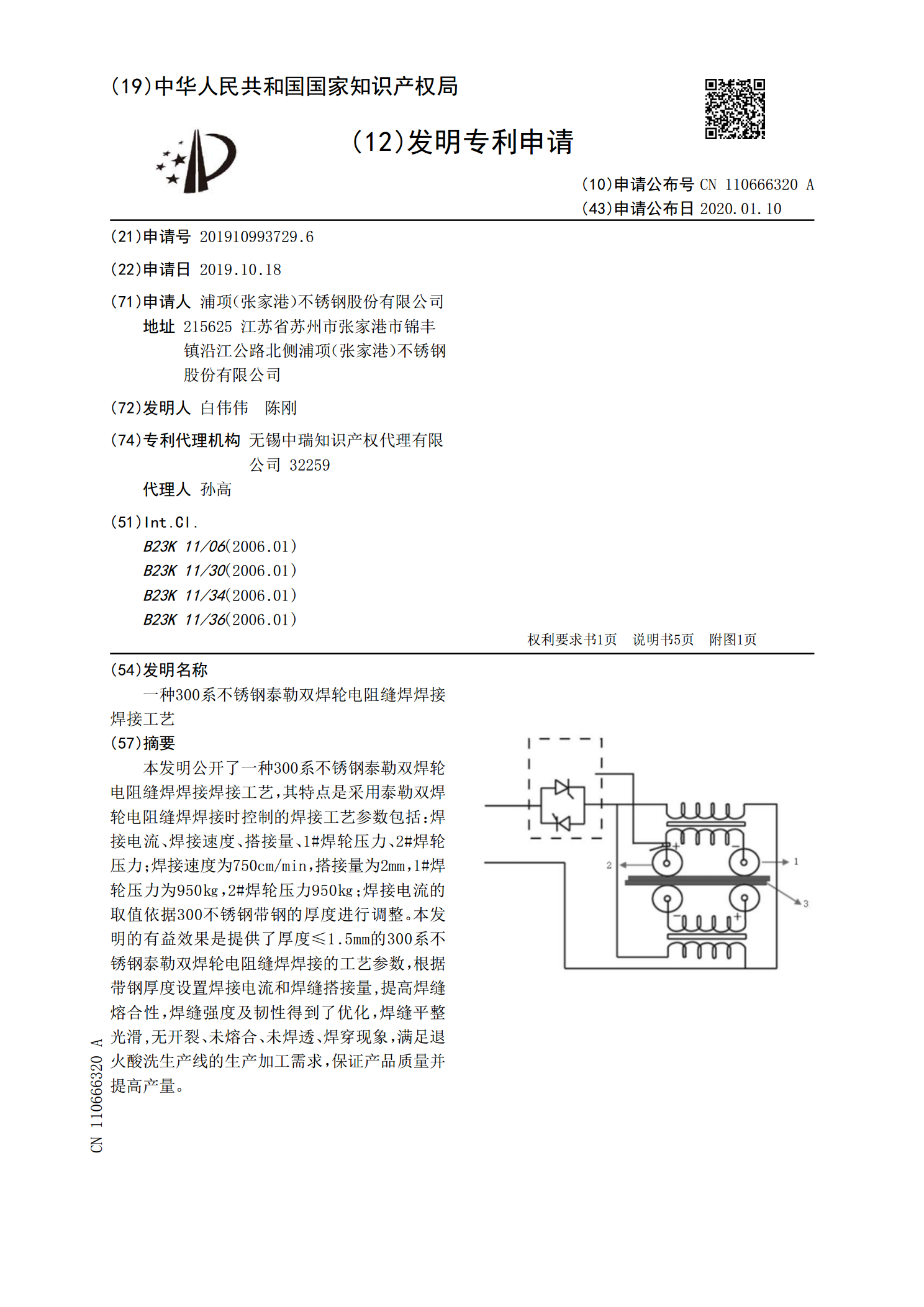
本发明公开了一种300系不锈钢泰勒双焊轮电阻缝焊焊接焊接工艺,其特点是采用泰勒双焊轮电阻缝焊焊接时控制的焊接工艺参数包括:焊接电流、焊接速度、搭接量、1#焊轮压力、2#焊轮压力;焊接速度为750cm/min,搭接量为2mm,1#焊轮压力为950㎏,2#焊轮压力950㎏;焊接电流的取值依据300不锈钢带钢的厚度进行调整。本发明的有益效果是提供了厚度≤1.5mm的300系不锈钢泰勒双焊轮电阻缝焊焊接的工艺参数,根据带钢厚度设置焊接电流和焊缝搭接量,提高焊缝熔合性,焊缝强度及韧性得到了优化,焊缝平整光滑,无开裂

双向气动缝焊机缝焊的原理及焊接工艺.docx
双向气动缝焊机缝焊的原理及焊接工艺缝焊是电阻焊的一种基本形式,由前后部分重叠的许多焊点形成连续焊缝,两被焊接的工件以搭接的形式压紧在两个电极轮之间,焊件压紧后接通电源并转动焊轮来带动焊件,焊接电流可以是连续接通的连续焊接或断续接通的间断焊接。连续缝焊时,焊轮连续转动,电流不断通过工件。这种方法易使工件表面过热,电极磨损严重,因而很少使用。但在高速缝焊时(4-15m/min)50Hz交流电的每半周将形成一个焊点,交流电过零时相当于休止时间,这又近似于下述的断续缝焊,因而在制罐、制桶工业中获得应用。断续缝焊时

电阻焊凸缝焊.pptx
会计学板厚差大时用凸焊,板厚比可达1:6凸焊类型实例a)多点凸焊b)环焊c)T形焊d)滚凸焊(制动蹄)e)线材交叉焊凸焊结构实例凸焊过程电极压力、电极位移、电流随时间变化一、凸焊焊接循环///1、预压阶段压溃凸点,使焊接区的导电通路面积(凸点高度下降>0.5h);破坏贴合面的氧化膜。需缓慢施压。2、通电加热阶段凸点压溃形成熔核3、维持阶段4、休止阶段二、凸焊的工艺特点(1)凸焊是点焊的一种变形,通常是在两板件之一上冲出凸点,然后进行焊接。由于电流集中,克服了点焊时熔核偏移的缺点,因而凸焊时工件的厚度比可以