
一种300系不锈钢泰勒双焊轮电阻缝焊焊接焊接工艺.pdf

和裕****az


1/8

2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种300系不锈钢泰勒双焊轮电阻缝焊焊接焊接工艺.pdf
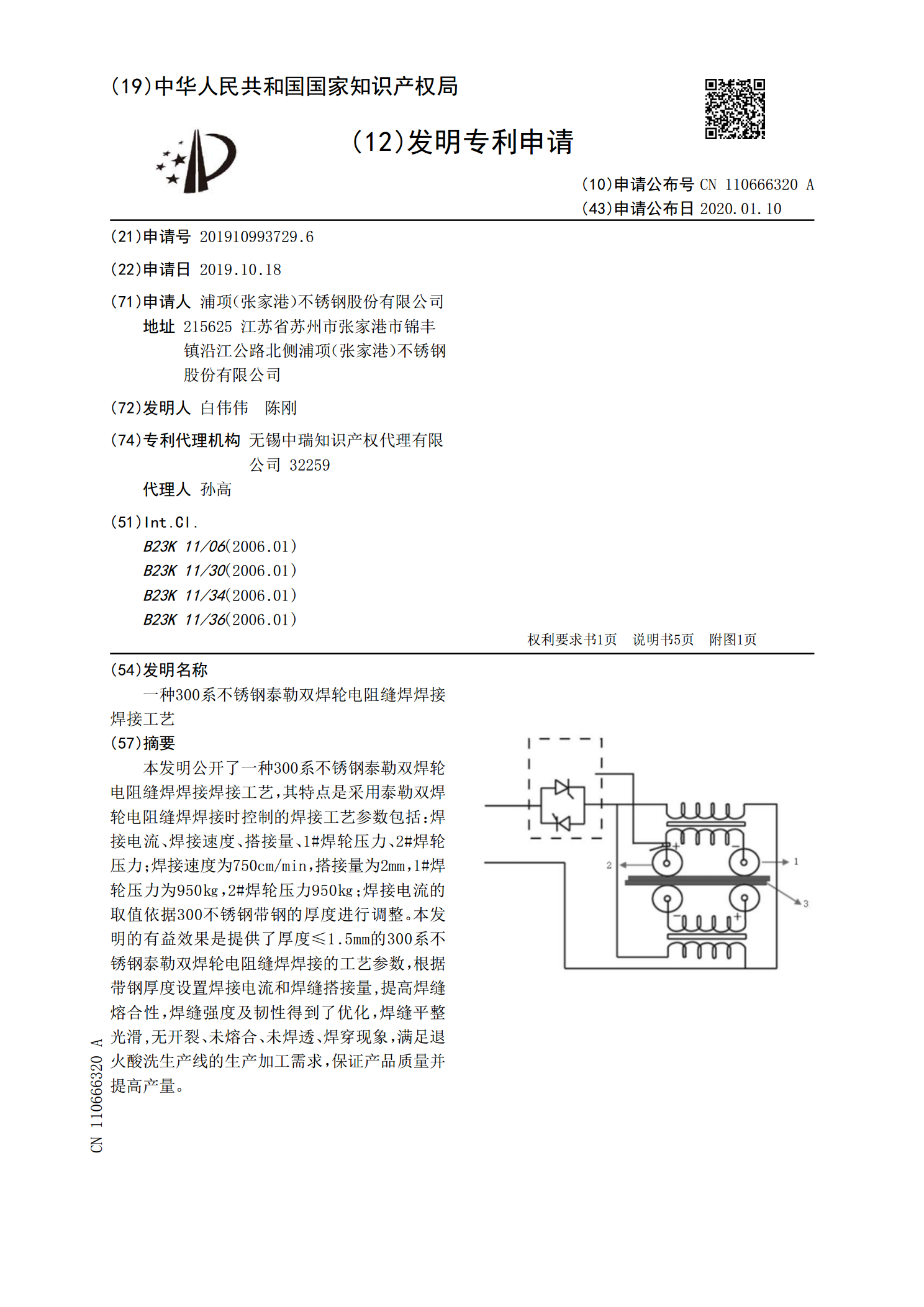
本发明公开了一种300系不锈钢泰勒双焊轮电阻缝焊焊接焊接工艺,其特点是采用泰勒双焊轮电阻缝焊焊接时控制的焊接工艺参数包括:焊接电流、焊接速度、搭接量、1#焊轮压力、2#焊轮压力;焊接速度为750cm/min,搭接量为2mm,1#焊轮压力为950㎏,2#焊轮压力950㎏;焊接电流的取值依据300不锈钢带钢的厚度进行调整。本发明的有益效果是提供了厚度≤1.5mm的300系不锈钢泰勒双焊轮电阻缝焊焊接的工艺参数,根据带钢厚度设置焊接电流和焊缝搭接量,提高焊缝熔合性,焊缝强度及韧性得到了优化,焊缝平整光滑,无开裂

一种圆筒直缝连续缝焊电阻焊机及焊接方法.pdf
一种圆筒直缝连续缝焊电阻焊机及焊接方法,包括壳体、上电极总成和下电极总成;上电极总成包括主动焊轮;下电极总成包括工件导向装置和从动焊轮,从动焊轮设置在工件导向装置的端部;上电极总成设置在壳体的上部,下电极总成设置在壳体的下部;主动焊轮设置在从动焊轮的正上方;具有结构简单、能够满足焊接长度的要求、精度高、效率高和焊接质量好的优点,不但能自动对齐焊缝,而且实现了工件自动送料、自动焊接和自动出料的自动化操作,使得焊接精度高、降低工人劳动强度、生产效率高、产量高,特别适用于大长度圆筒的连续直缝焊接。

电阻焊焊接原理.pdf
电阻焊焊接原理关键字:焊接焊件结合后,通过电极施加压力,电流通过接头和相邻区域的接触面产生的电阻热用于焊接,称为电阻焊。电阻焊具有生产效率高、成本低、节省材料、易于自动化等特点。因此,它被广泛应用于航空、航天、能源、电子、汽车、轻工等工业部门。这是一种重要的焊接工艺。一、焊接热的产出及影响因素点焊时产生的热量由下式决定:q=irt――――(1)式中:q――产生的热量I--焊接电流(a)r――电极间电阻(欧姆)t――焊接时间(s)1.阻力R和影响阻力R的因素电极间电阻包括工件本身电阻rw,两工件间接触电阻r

电阻焊焊接原理.doc
电阻焊焊接最基本原理将需要焊接的工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法称为电阻焊(俗称点焊或碰焊)。电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是各类金属的重要焊接工艺之一。一、焊接热的产出及影响因素点焊时产生的热量由下式决定:Q=IIRt(J)————(1)式中:Q——产生的热量(J)、I——焊接电流(A)、R——电极间电阻(欧姆)、t——焊接时间(s)1.电阻R及影响R的因素电

双向气动缝焊机缝焊的原理及焊接工艺.docx
双向气动缝焊机缝焊的原理及焊接工艺缝焊是电阻焊的一种基本形式,由前后部分重叠的许多焊点形成连续焊缝,两被焊接的工件以搭接的形式压紧在两个电极轮之间,焊件压紧后接通电源并转动焊轮来带动焊件,焊接电流可以是连续接通的连续焊接或断续接通的间断焊接。连续缝焊时,焊轮连续转动,电流不断通过工件。这种方法易使工件表面过热,电极磨损严重,因而很少使用。但在高速缝焊时(4-15m/min)50Hz交流电的每半周将形成一个焊点,交流电过零时相当于休止时间,这又近似于下述的断续缝焊,因而在制罐、制桶工业中获得应用。断续缝焊时