
一种凸轮转子泵的泵体结构制备方法.pdf

小琛****82


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种凸轮转子泵的泵体结构制备方法.pdf
本发明涉及一种凸轮转子泵的泵体结构制备方法,准备泵体主体,为现有材料铸造而成及高韧性合金层配料粉末,混料、压制、烧结、冷却后得到泵体结构。有效的提高了对气蚀的抵抗能力,防止对泵体主体的泄漏发生,延长了使用寿命。

一种凸轮转子泵的泵体结构及其制备方法.pdf
本发明涉及一种凸轮转子泵的泵体结构及其制备方法,包括有泵体主体,在所述铸造的泵体主体内侧设置有一高韧性合金层。所述高韧性合金层的材料,其组成按重量百分比为,0.6-0.8%的碳、0.03-0.035%的钛、0.5-0.65%的硼、0.015-0.023%的铬、0.32-0.35%的锰、0.02-0.025%的钼、0.3-0.5%的锌、0.3-0.5%的铜、3.1-3.2%的钒、余量为铁及不可避免的杂质。有效的提高了对气蚀的抵抗能力,防止对泵体主体的泄漏发生,延长了使用寿命。

一种凸轮转子泵的泵体结构.pdf
本发明涉及一种凸轮转子泵的泵体结构,包括有泵体主体,在所述铸造的泵体主体内侧设置有一高韧性合金层。所述高韧性合金层的材料,其组成按重量百分比为,0.6-0.8%的碳、0.03-0.035%的钛、0.5-0.65%的硼、0.015-0.023%的铬、0.32-0.35%的锰、0.02-0.025%的钼、0.3-0.5%的锌、0.3-0.5%的铜、3.1-3.2%的钒、余量为铁及不可避免的杂质。有效的提高了对气蚀的抵抗能力,防止对泵体主体的泄漏发生,延长了使用寿命。
一种凸轮转子泵转子及制备方法.pdf
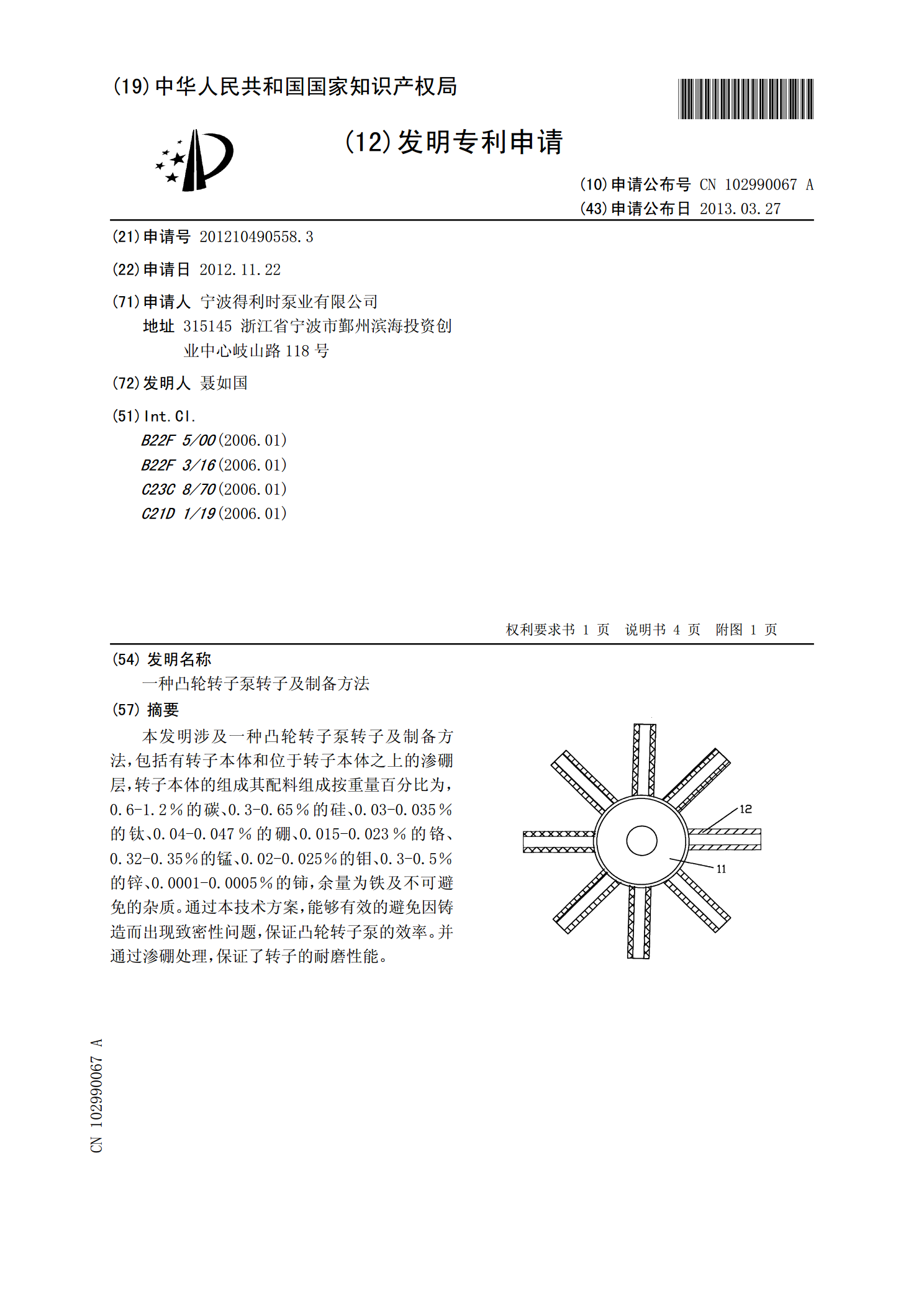
本发明涉及一种凸轮转子泵转子及制备方法,包括有转子本体和位于转子本体之上的渗硼层,转子本体的组成其配料组成按重量百分比为,0.6-1.2%的碳、0.3-0.65%的硅、0.03-0.035%的钛、0.04-0.047%的硼、0.015-0.023%的铬、0.32-0.35%的锰、0.02-0.025%的钼、0.3-0.5%的锌、0.0001-0.0005%的铈,余量为铁及不可避免的杂质。通过本技术方案,能够有效的避免因铸造而出现致密性问题,保证凸轮转子泵的效率。并通过渗硼处理,保证了转子的耐磨性能。

一种凸轮转子泵转子及其制备方法.pdf
本发明涉及一种凸轮转子泵转子及其制备方法,其配料组成按重量百分比为,0.6-1.2%的碳、0.3-0.65%的硅、0.03-0.035%的钛、0.04-0.047%的硼、0.015-0.023%的铬、0.32-0.35%的锰、0.02-0.025%的钼、0.3-0.5%的锌、0.0001-0.0005%的铈,余量为铁及不可避免的杂质。通过本技术方案,能够有效的避免因铸造而出现致密性问题,保证凸轮转子泵的效率。