
一种快速装卸车削夹具.pdf

是你****噩呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速装卸车削夹具.pdf
本发明公开了一种快速装卸车削夹具,包括圆柱形夹具体、心轴、惯性轮、螺钉、小轴和螺母;所述夹具体内开有圆槽;所述圆槽内设有心轴;所述夹具体外套有惯性轮;所述惯性轮通过螺钉与夹具体连接在一起;所述夹具体上还开有斜槽;所述惯性轮上设有小轴;所述小轴穿过斜槽和惯性轮,通过螺母固定;所述夹具体前端呈锥状;所述螺钉为内十字紧固螺钉;本发明的快速装卸车削夹具,结构简单,操作方便,可快速装卸车削夹具,在大批量生产中能够快速装夹工件,节省了工时,降低了工人的劳动强度,提高了生产效率,并且降低了生产成本。
一种铣床快速装卸夹具.pdf
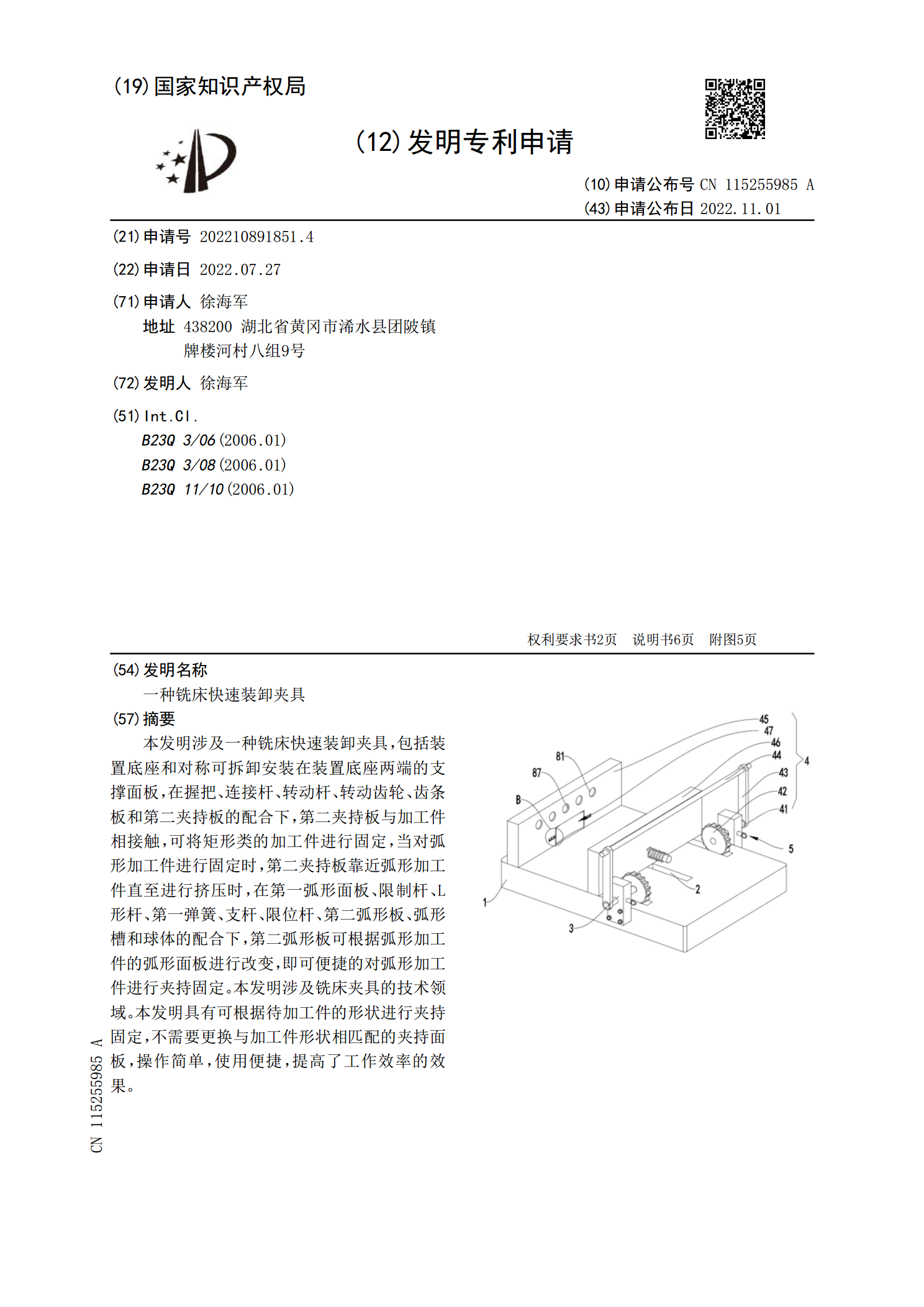
本发明涉及一种铣床快速装卸夹具,包括装置底座和对称可拆卸安装在装置底座两端的支撑面板,在握把、连接杆、转动杆、转动齿轮、齿条板和第二夹持板的配合下,第二夹持板与加工件相接触,可将矩形类的加工件进行固定,当对弧形加工件进行固定时,第二夹持板靠近弧形加工件直至进行挤压时,在第一弧形面板、限制杆、L形杆、第一弹簧、支杆、限位杆、第二弧形板、弧形槽和球体的配合下,第二弧形板可根据弧形加工件的弧形面板进行改变,即可便捷的对弧形加工件进行夹持固定。本发明涉及铣床夹具的技术领域。本发明具有可根据待加工件的形状进行夹持固

一种车削夹具.pdf
本发明公开了一种车削夹具,包括两个夹具体和多个螺栓;所述两个夹具体均为半圆柱体,且两个夹具体相互拼合成一个圆柱体;所述两个夹具体的内侧均轴向地开有通孔,且两个夹具体拼合后,两个通孔拼合成一个固定偏心工件中部的固定孔;所述两个夹具体通过多个螺栓连接固定;所述两个夹具体的轴线,与偏心工件其中一条轴线相同。采用本发明的车削夹具,有效避免了工件多次装夹造成的加工误差,保证了工件的加工质量,提高了加工效率。

一种车削圆弧夹具.pdf
本发明公开了一种车削圆弧夹具,包括蜗轮箱体、蜗杆、蜗轮、传动轴、紧固件、刀卡、车刀、摇把和摇杆;所述蜗轮箱体内设有蜗杆、蜗轮和传动轴;所述蜗杆固定在蜗轮箱体的上方;所述蜗杆下方设有与蜗杆啮合的蜗轮;所述蜗轮中心处设有与蜗轮键连接的传动轴;所述传动轴的大端面上通过紧固件固定有刀卡;所述车刀通过刀卡和紧固件固定在轴的大端面上;所述蜗杆延伸出蜗轮箱体的轴向上设有摇把;所述摇把的纵向上还设有摇杆;所述紧固件为螺钉;所述螺钉的数量为两个,本发明的车削圆弧工具操作简单,且能保证磨机筒体的进料中空轴的轴根处圆弧的加工精

一种多晶棒料车削夹具及车削方法.pdf
本发明涉及一种多晶棒料车削夹具及车削方法。左端固定盘为圆柱体,一端为阶梯状,另一端孔内底端为盲孔,孔内上端为内锥面,右端固定盘为圆柱体,一端为平面,另一端为圆凸起面;车削方法如下:车床左端三爪卡盘固定夹紧带内锥面的左端固定盘,加工时用于固定多晶棒料的带锥面一侧,多晶棒料另一侧的端面与右端固定盘胶粘,再用机床尾座的顶尖对中顶紧,将硬质合金刀具卡紧,对好刀后,按优选的工艺参数进行棒料的车削,既切削速度为94m/min,纵向进给比例0.2,进刀量2mm,进刀角度80°,同时开启除尘冷却装置,车削完成后,按加工精