
闭式叶轮及其成形方法.pdf

志玉****爱啊


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
闭式叶轮及其成形方法.pdf
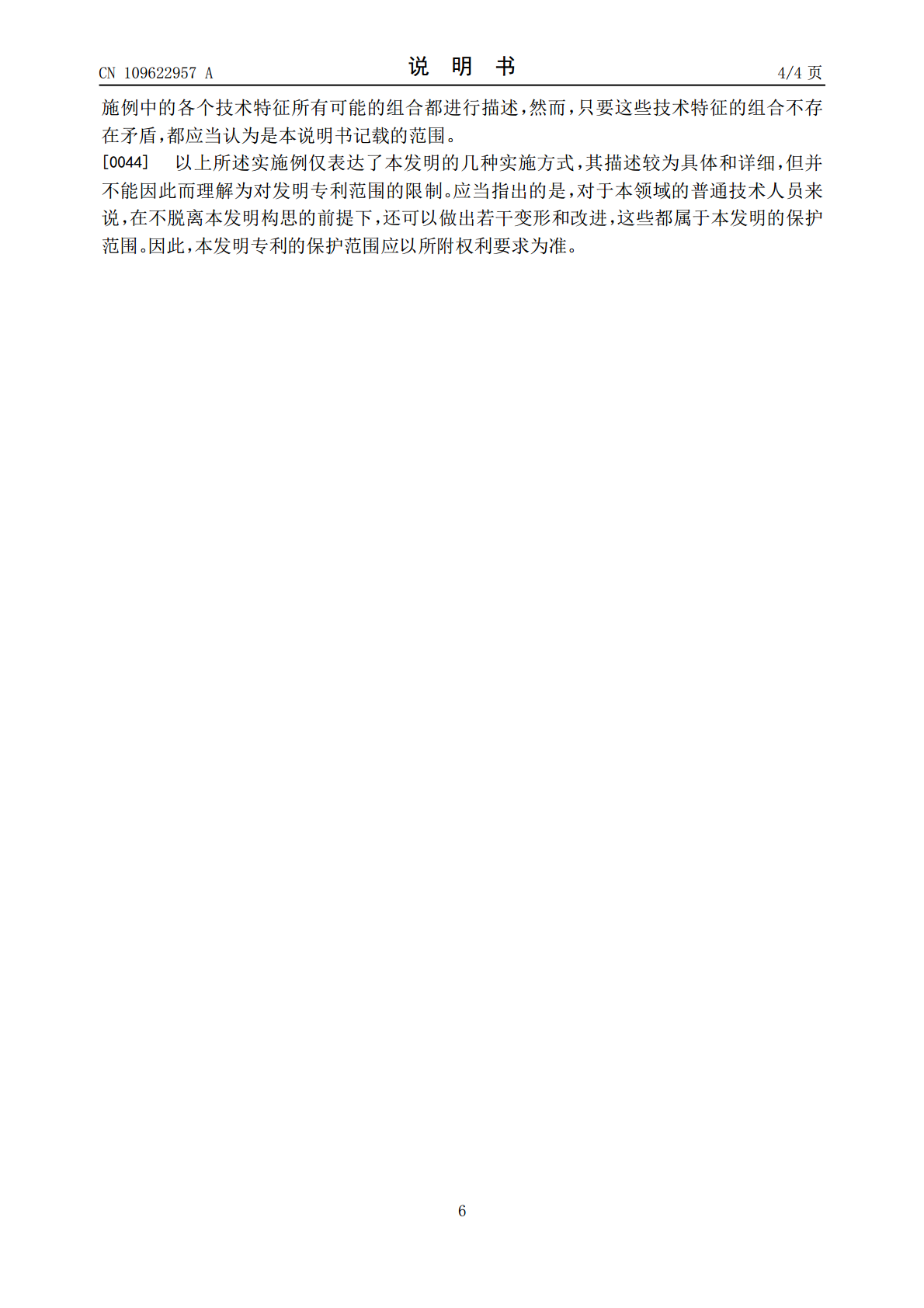
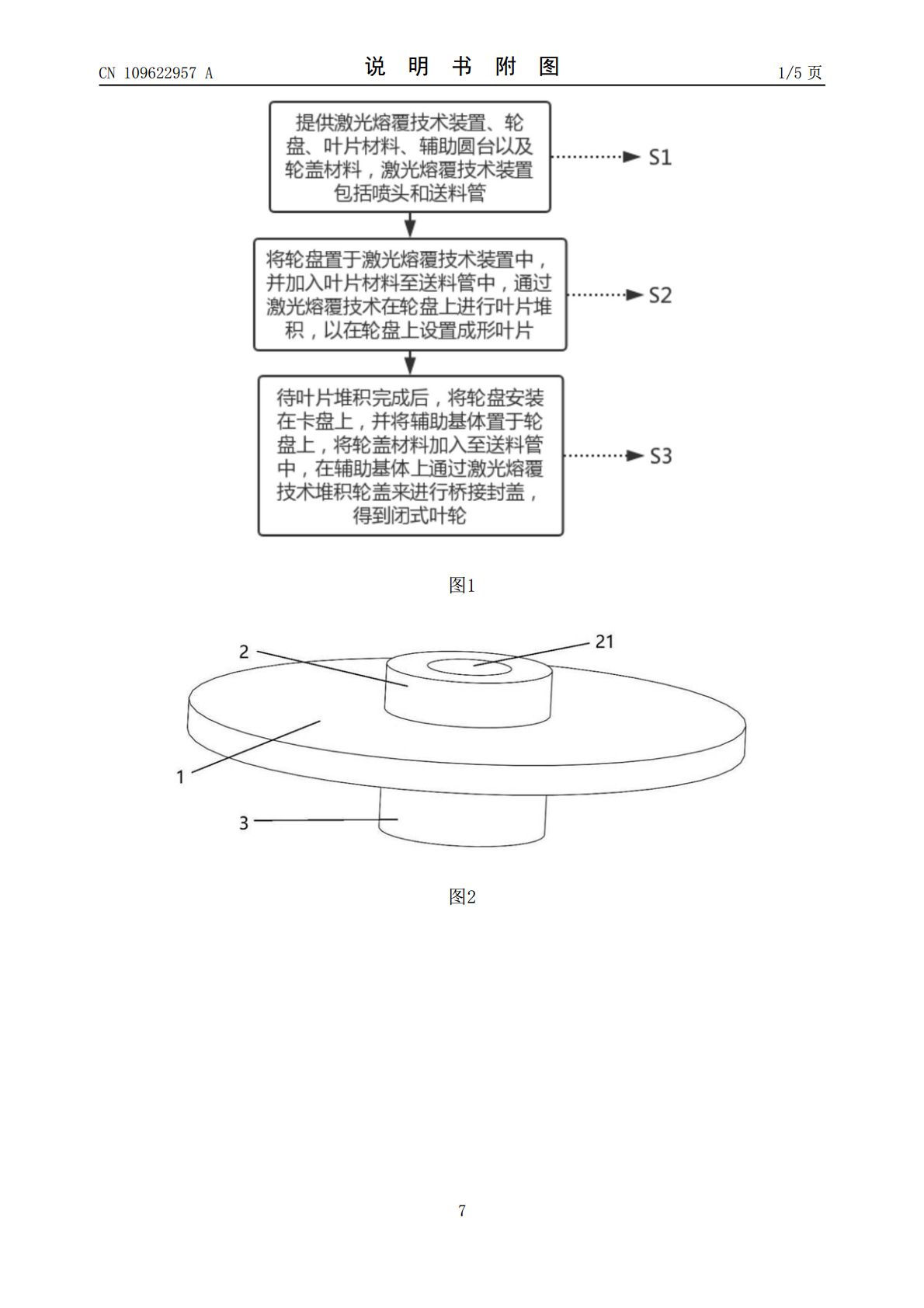
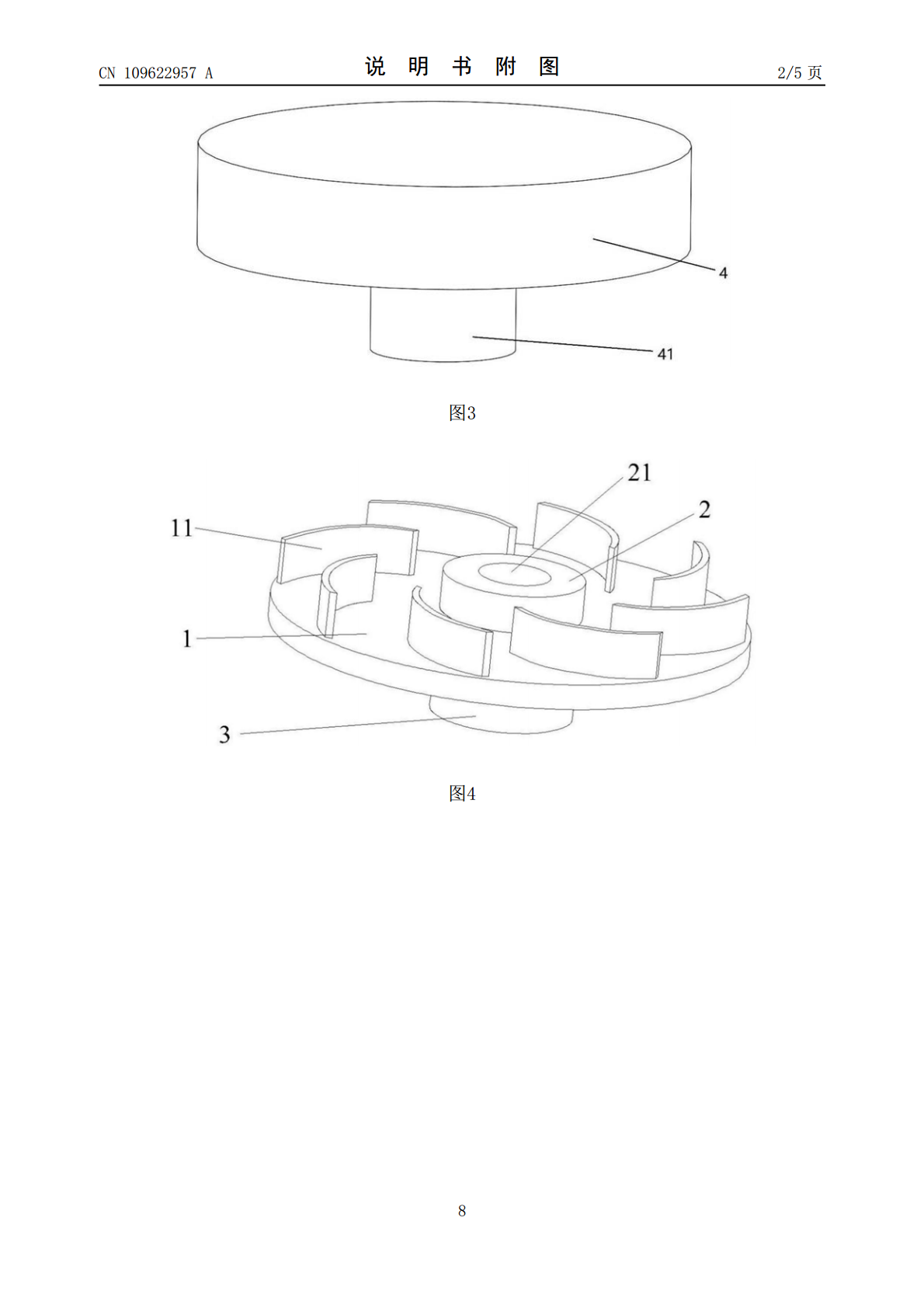
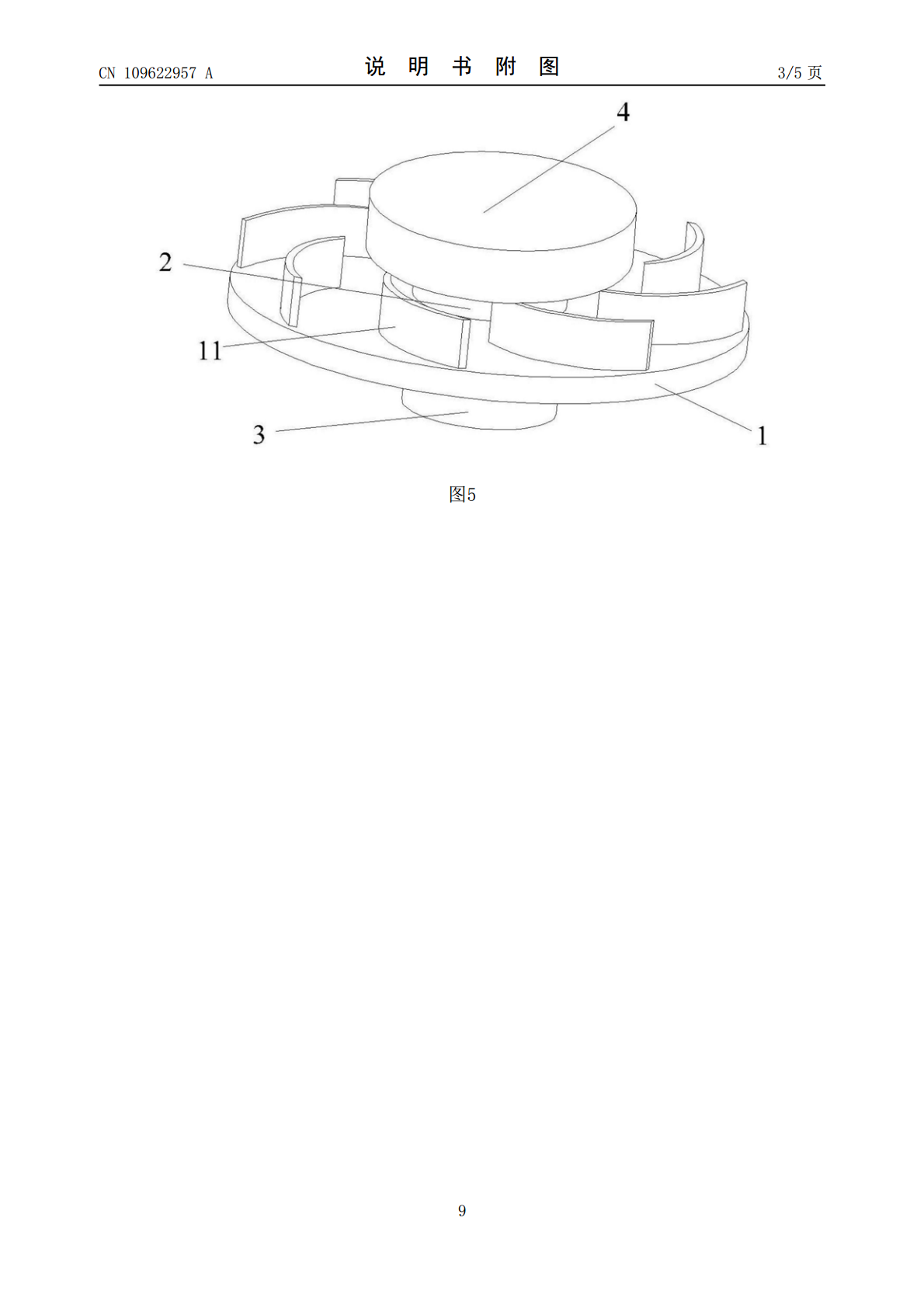
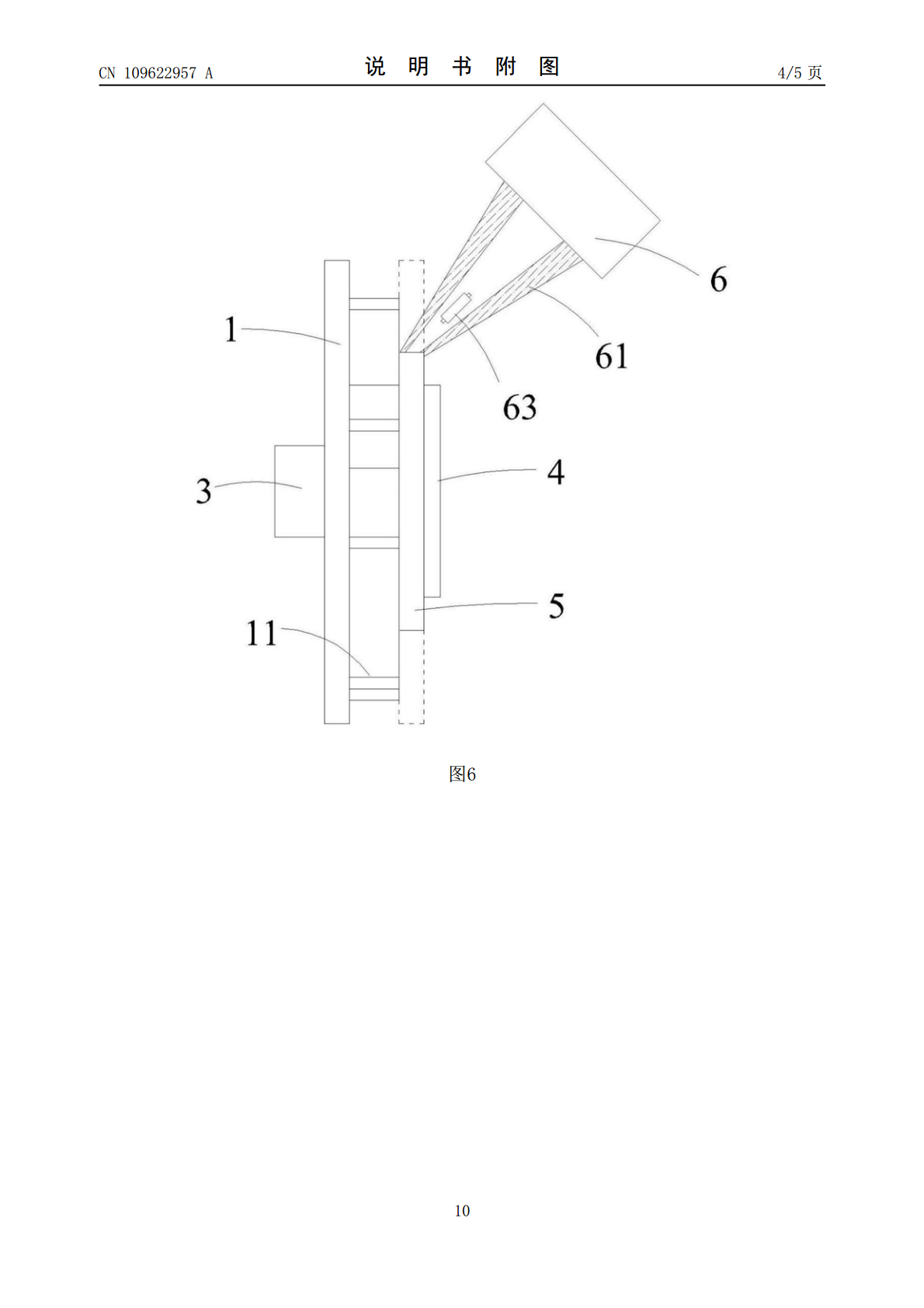
本发明涉及一种闭式叶轮及其成形方法,该闭式叶轮成形方法包括以下步骤:S1、提供激光熔覆技术装置、轮盘、叶片材料以及轮盖材料,激光熔覆技术装置包括喷头和送料管;S2、将轮盘置于激光熔覆技术装置中,并加入叶片材料,通过激光熔覆技术在轮盘上进行叶片堆积,以在轮盘上设置成形叶片;S3、待叶片堆积完成后,将轮盘安装在卡盘上,并将辅助基体置于轮盘上,将轮盖材料加入至送料管中,然后通过激光熔覆技术在辅助基体上堆积轮盖来进行桥接封盖,得到闭式叶轮。该成形方法通过斜定向叶片堆积和桥接成形,有效避免位置干涉问题,使叶片堆积处

组合焊接式水泵叶轮及其成形方法.pdf
本发明公开了一种组合焊接式水泵叶轮及其成形方法,该叶轮由轮毂、加强板和多个叶轮瓣焊接而成;在一块板材上用模具冲压成由后盖板瓣、叶片、前盖板瓣构成的叶轮瓣;每个后盖板瓣的边缘线与另一个后盖板瓣的叶片与后盖板瓣交线对接后形成后焊缝,每个前盖板瓣的边缘线与另一个前盖板瓣的叶片与前盖板瓣交线对接后形成前焊缝,在焊缝的外侧用焊条将全部叶轮瓣焊接成一个整体,再焊上轮毂和加强板,既可得到本发明的焊接叶轮。该种组合焊接式水泵叶轮焊缝形成在叶轮的外部,焊接操作容易,流道内不会产生焊瘤。所以,焊接成形简单,叶片不变形,流道无
一种闭式叶轮及其制造方法.pdf
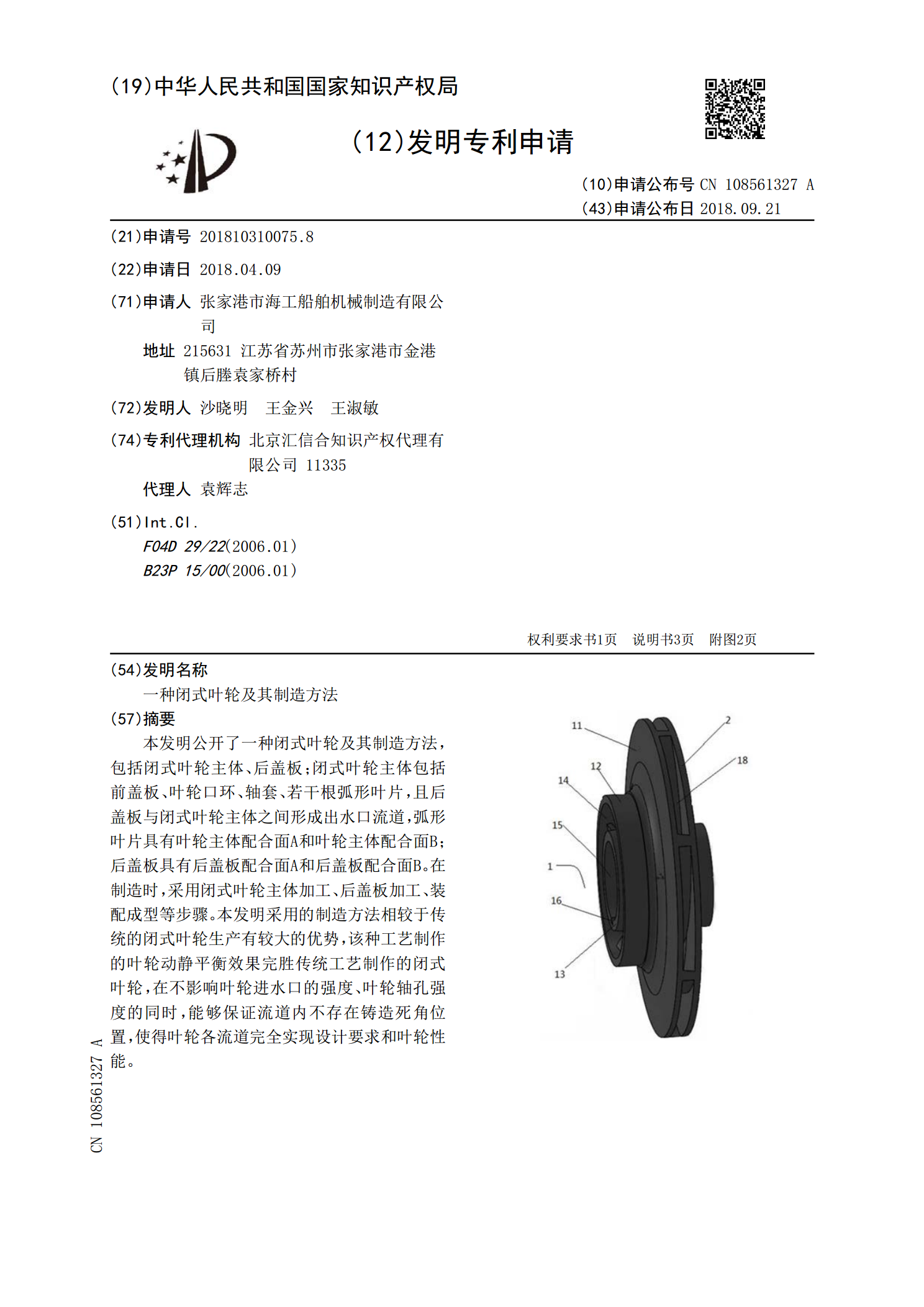
本发明公开了一种闭式叶轮及其制造方法,包括闭式叶轮主体、后盖板;闭式叶轮主体包括前盖板、叶轮口环、轴套、若干根弧形叶片,且后盖板与闭式叶轮主体之间形成出水口流道,弧形叶片具有叶轮主体配合面A和叶轮主体配合面B;后盖板具有后盖板配合面A和后盖板配合面B。在制造时,采用闭式叶轮主体加工、后盖板加工、装配成型等步骤。本发明采用的制造方法相较于传统的闭式叶轮生产有较大的优势,该种工艺制作的叶轮动静平衡效果完胜传统工艺制作的闭式叶轮,在不影响叶轮进水口的强度、叶轮轴孔强度的同时,能够保证流道内不存在铸造死角位置,使
闭式叶轮以及用于闭式叶轮的盖板.pdf
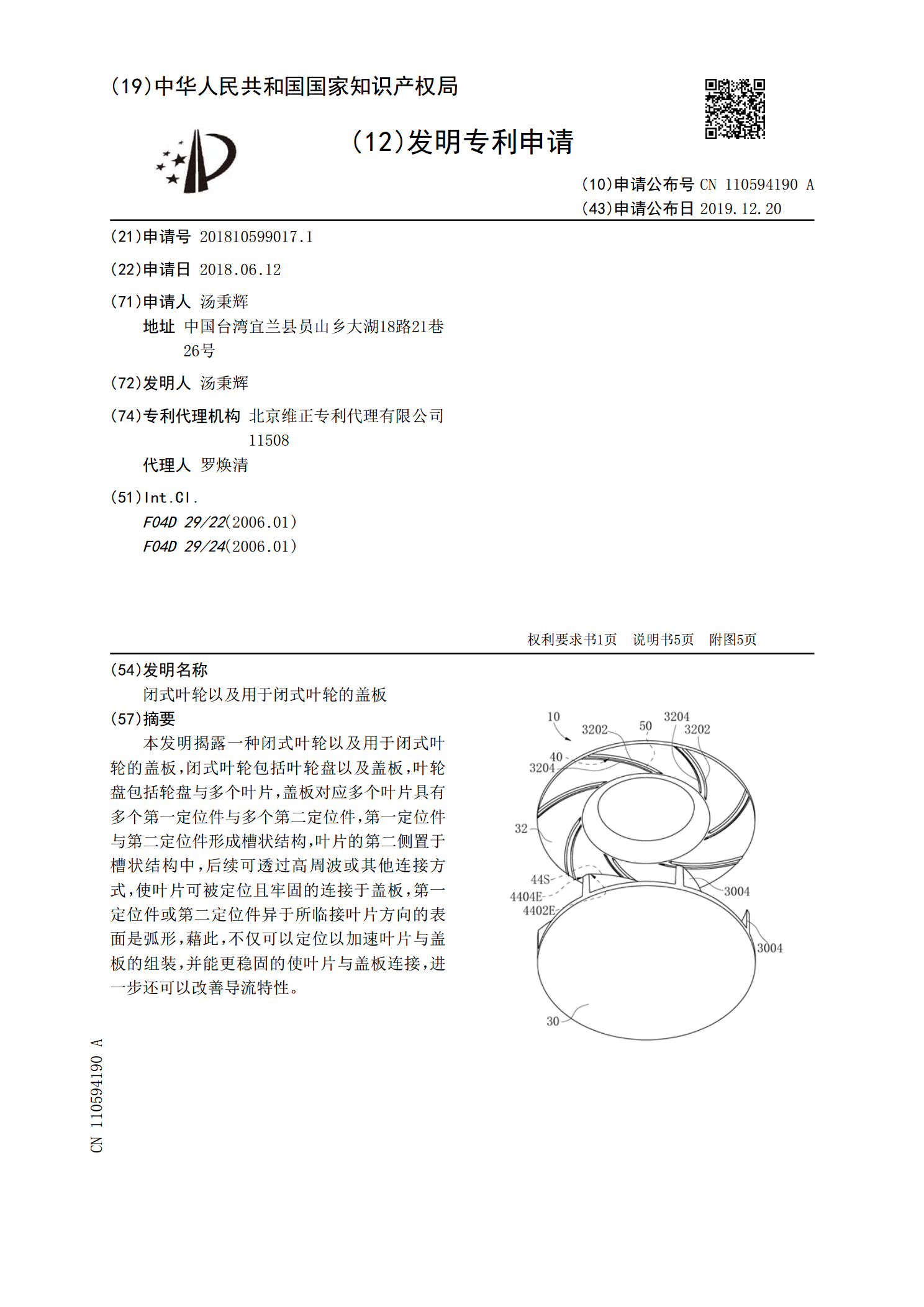
本发明揭露一种闭式叶轮以及用于闭式叶轮的盖板,闭式叶轮包括叶轮盘以及盖板,叶轮盘包括轮盘与多个叶片,盖板对应多个叶片具有多个第一定位件与多个第二定位件,第一定位件与第二定位件形成槽状结构,叶片的第二侧置于槽状结构中,后续可透过高周波或其他连接方式,使叶片可被定位且牢固的连接于盖板,第一定位件或第二定位件异于所临接叶片方向的表面是弧形,藉此,不仅可以定位以加速叶片与盖板的组装,并能更稳固的使叶片与盖板连接,进一步还可以改善导流特性。

一种闭式叶轮的叶轮罩与叶轮的连接方法.pdf
本发明属于叶轮加工技术领域,具体为一种闭式叶轮的叶轮罩与叶轮的连接方法,是针对现有闭式叶轮在加工过程中存在“盲区”的缺陷所提出,其包括如下步骤:叶轮采用一体式加工方式、加工分体式叶轮罩、将叶轮罩瓣装配在叶轮上、通过扩散焊将多个叶轮罩瓣焊接在一起。本发明将叶轮罩采用分解再合成的焊接方式,该方法突破了常规思维方式,同时也降低了直接分体制造后焊接所产生的回弹变形、热变形和裂纹等。