
一种低压熔模精密铸造工艺.pdf

书生****aa


1/10
2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种低压熔模精密铸造工艺.pdf
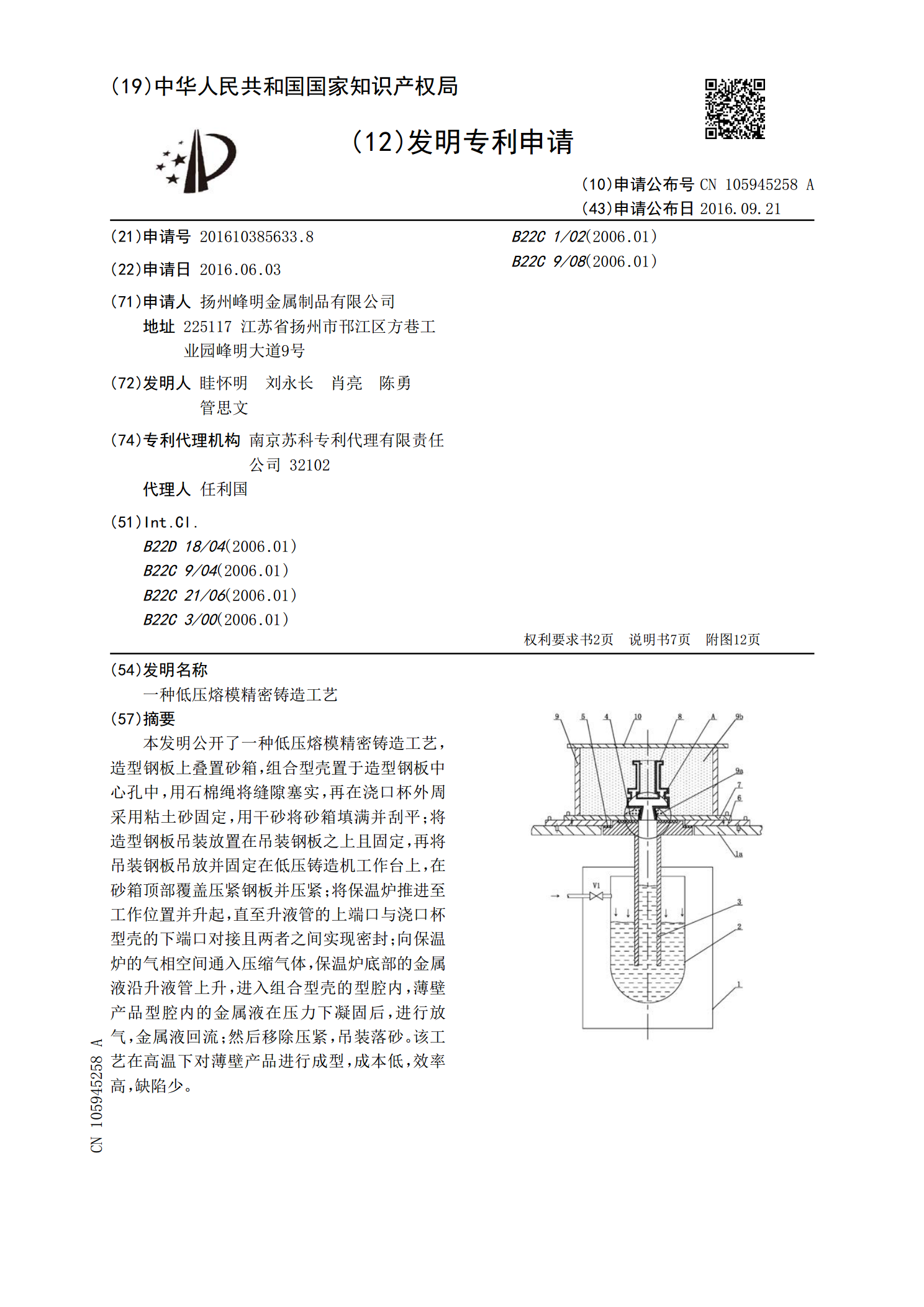
本发明公开了一种低压熔模精密铸造工艺,造型钢板上叠置砂箱,组合型壳置于造型钢板中心孔中,用石棉绳将缝隙塞实,再在浇口杯外周采用粘土砂固定,用干砂将砂箱填满并刮平;将造型钢板吊装放置在吊装钢板之上且固定,再将吊装钢板吊放并固定在低压铸造机工作台上,在砂箱顶部覆盖压紧钢板并压紧;将保温炉推进至工作位置并升起,直至升液管的上端口与浇口杯型壳的下端口对接且两者之间实现密封;向保温炉的气相空间通入压缩气体,保温炉底部的金属液沿升液管上升,进入组合型壳的型腔内,薄壁产品型腔内的金属液在压力下凝固后,进行放气,金属液回

石膏型熔模精密铸造工艺的研究.docx
石膏型熔模精密铸造工艺的研究石膏型熔模精密铸造工艺的研究摘要:石膏型熔模精密铸造是一种新兴的精密铸造工艺,具有高精度、高表面质量和高加工效率的特点。本论文通过对石膏型熔模精密铸造工艺的研究,分析了工艺的基本原理和关键技术,探讨了工艺的优化方法,以提高石膏型熔模精密铸造的质量和效率。关键词:石膏型熔模,精密铸造,工艺研究,优化方法1.引言随着科学技术的发展,对于精密铸造工艺的要求也越来越高。而石膏型熔模精密铸造作为一种新型的工艺,具有诸多优势,在航空航天、汽车制造等领域得到广泛应用。本论文旨在通过对石膏型熔

熔模精密铸造型砂的煅烧工艺.docx
熔模精密铸造型砂的煅烧工艺熔模精密铸造是一种高精度、高质量的铸造方法,可以制造出精度要求高、复杂形状的零件,具有广泛的应用前景。熔模精密铸造的关键技术之一是熔模精密铸造型砂的煅烧工艺,本文将从煅烧工艺的原理、设备、工艺和控制等几个方面进行阐述。一、煅烧工艺的原理熔模精密铸造型砂是一种特殊的砂型材料,由于铸造型砂在铸造过程中需要承受高温和高压等多种复杂的力学、热学和化学作用,因此需要具有高强度、高温稳定性、低气孔率等特点。熔模精密铸造型砂的制备过程中,烧结工艺是非常重要的一环,其目的是通过升高砂型温度将有机

一种熔模精密铸造方法.pdf
本发明公开了一种熔模精密铸造方法,主要包括涂料制壳、脱蜡、焙烧、浇注、等步骤,根据铸件易出现疏松缺陷的部位结构,制作一冷却部件,再根据冷却部件的轮廓尺寸制作与之相同的冷却部件蜡模,然后将冷却部件蜡模设置在铸件蜡模的相应位置上;每涂一层料后,将冷却部件蜡模外表面的涂层擦掉,以便在脱腊和焙烧步骤后,在型壳上形成一个具有放置冷却部件的空腔;将冷却部件放置在空腔中并固定,本发明巧妙的避开了冷却部件随着型壳高温焙烧,防止了冷却部件因高温焙烧产生的外表面氧化和内部结构变化,提高了冷却部件的冷效果,可有效防止铸件缩孔、

平面类铸件熔模精密铸造工艺探讨.docx
平面类铸件熔模精密铸造工艺探讨平面类铸件熔模精密铸造工艺探讨摘要:本论文针对平面类铸件的熔模精密铸造工艺进行了深入探讨。首先介绍了平面类铸件的概念和应用领域。然后分析了熔模精密铸造工艺的优点和不足之处。接着详细讲解了平面类铸件熔模精密铸造的具体工艺流程和关键技术。最后通过实例分析了该工艺在实际生产中的应用,并提出了进一步改进的建议。关键词:平面类铸件;熔模精密铸造;工艺流程;关键技术一、引言随着工业技术的发展,对于平面类铸件的精度和质量要求越来越高。而传统的砂型铸造工艺由于其精度和表面质量的限制,已经无法