
一种异形多芯头模具的加工方法.pdf

鸿朗****ka


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种异形多芯头模具的加工方法.pdf
本发明提供了一种异形多芯头模具的加工方法,包括以下步骤:1)利用数控铣床铣加工芯头的外部轮廓;2)通过线切割加工出所述模具的筋和引流孔;3)采用线切割切出与小圆芯头形状相同的辅助电极,再利用电火花加工出所述模具上的小圆芯头。与现有技术采用电火花整体电极加工芯头相比,上述异形多芯头模具的加工方法利用数控铣床铣加工芯头的外部轮廓,省去了电火花加工整体电极的操作,减少了电火花的工作量,故缩短了模具的加工周期,提高了模具的加工效率,同时节约了一个整体电极的使用,降低了模具的加工成本。同时,由于芯头的外部轮廓由数控
一种模具冲头加工系统及加工方法.pdf
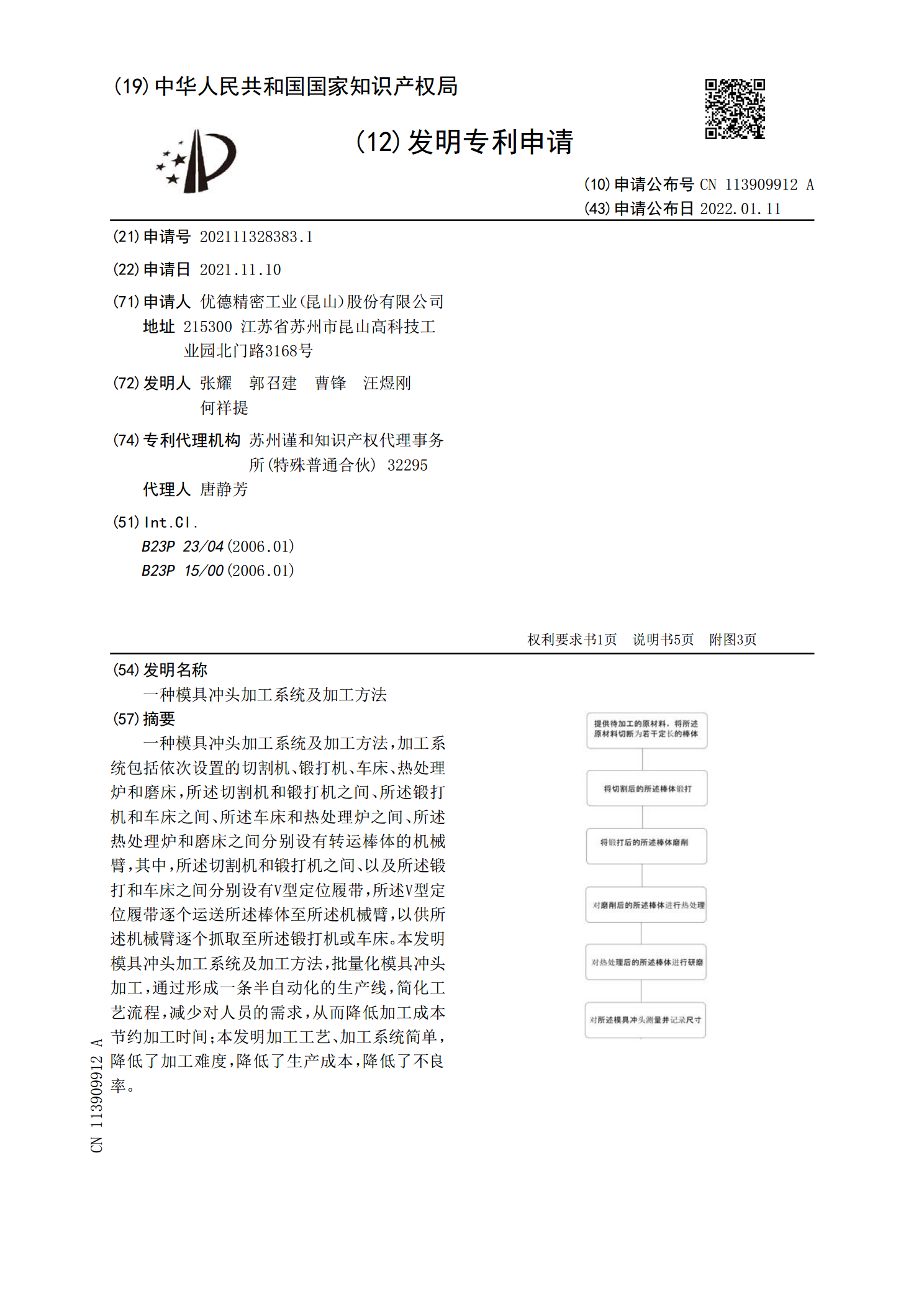
一种模具冲头加工系统及加工方法,加工系统包括依次设置的切割机、锻打机、车床、热处理炉和磨床,所述切割机和锻打机之间、所述锻打机和车床之间、所述车床和热处理炉之间、所述热处理炉和磨床之间分别设有转运棒体的机械臂,其中,所述切割机和锻打机之间、以及所述锻打和车床之间分别设有V型定位履带,所述V型定位履带逐个运送所述棒体至所述机械臂,以供所述机械臂逐个抓取至所述锻打机或车床。本发明模具冲头加工系统及加工方法,批量化模具冲头加工,通过形成一条半自动化的生产线,简化工艺流程,减少对人员的需求,从而降低加工成本节约加

一种FPC模具冲头的加工方法.pdf
本发明公开一种FPC模具冲头的加工方法,开料后在物料的表面印刷感光胶,采用曝光、蚀刻的方式去除模具冲头的目标尺寸以外的大部分余料,再通过光学曲线研磨方式对模具冲头进行粗加工研磨至粗加工尺寸,再进行一次精加工研磨至目标尺寸。本发明通过先进行印刷感光胶、曝光、蚀刻的方式去除物料的大部分余料,再进行一次粗加工研磨,最后才进行精加工研磨,使得精加工研磨时所需磨削的加工量大大地降低,从而避免了工件退火的现象,进而保证了最终加工出的冲头的屈服强度,并且冲头的加工精度得到提升;并且,将本发明制出的冲头应用到模具中,模具
一种异形模具加工用夹具.pdf
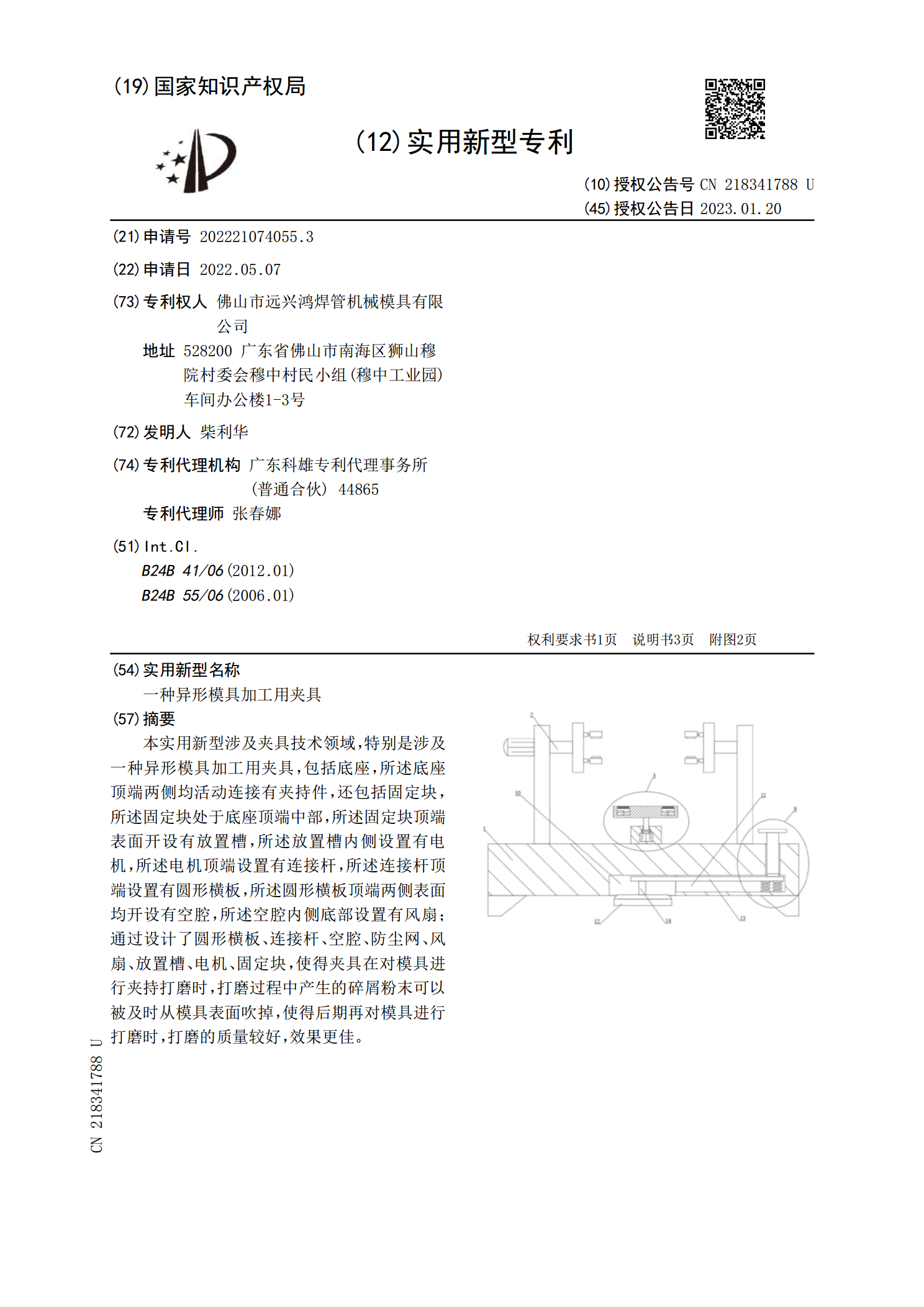
本实用新型涉及夹具技术领域,特别是涉及一种异形模具加工用夹具,包括底座,所述底座顶端两侧均活动连接有夹持件,还包括固定块,所述固定块处于底座顶端中部,所述固定块顶端表面开设有放置槽,所述放置槽内侧设置有电机,所述电机顶端设置有连接杆,所述连接杆顶端设置有圆形横板,所述圆形横板顶端两侧表面均开设有空腔,所述空腔内侧底部设置有风扇;通过设计了圆形横板、连接杆、空腔、防尘网、风扇、放置槽、电机、固定块,使得夹具在对模具进行夹持打磨时,打磨过程中产生的碎屑粉末可以被及时从模具表面吹掉,使得后期再对模具进行打磨时,

一种异形柠檬模具及异形柠檬的生产方法.pdf
本发明公开了一种异形柠檬模具及异形柠檬的生产方法,异形柠檬模具包括模具本体,模具本体的两端开口,中空形成模腔,模具本体的侧面下端均匀开设有通孔。步骤一:待柠檬幼果期,将柠檬幼果通过模具本体内径较大的一端塞入异形模具内径较小的一侧,使柠檬底部超过通孔底部位置,固定杆穿过固定孔,防止异形模具掉落;步骤二:待柠檬成长到果实成熟期,摘下柠檬;步骤三:取出固定杆将柠檬从模具本体内径较小的一侧推向内径较大的一侧,将其取出或者打开螺栓或卡箍,将柠檬从异形模具内取出,异形模具结构简单,使用方式多种且方便,利用异形模具加工