
一种FPC模具冲头的加工方法.pdf

是湛****21

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种FPC模具冲头的加工方法.pdf
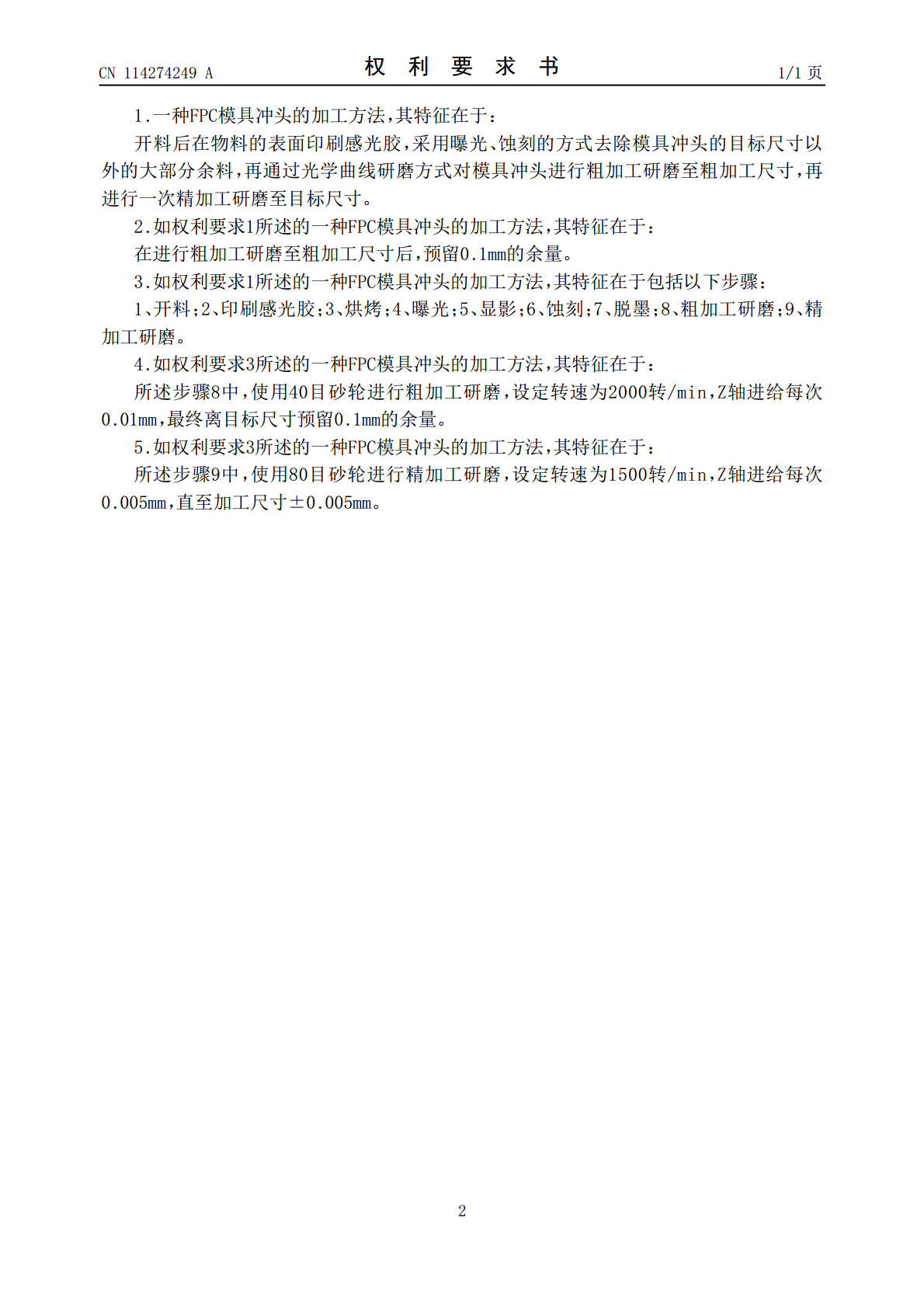
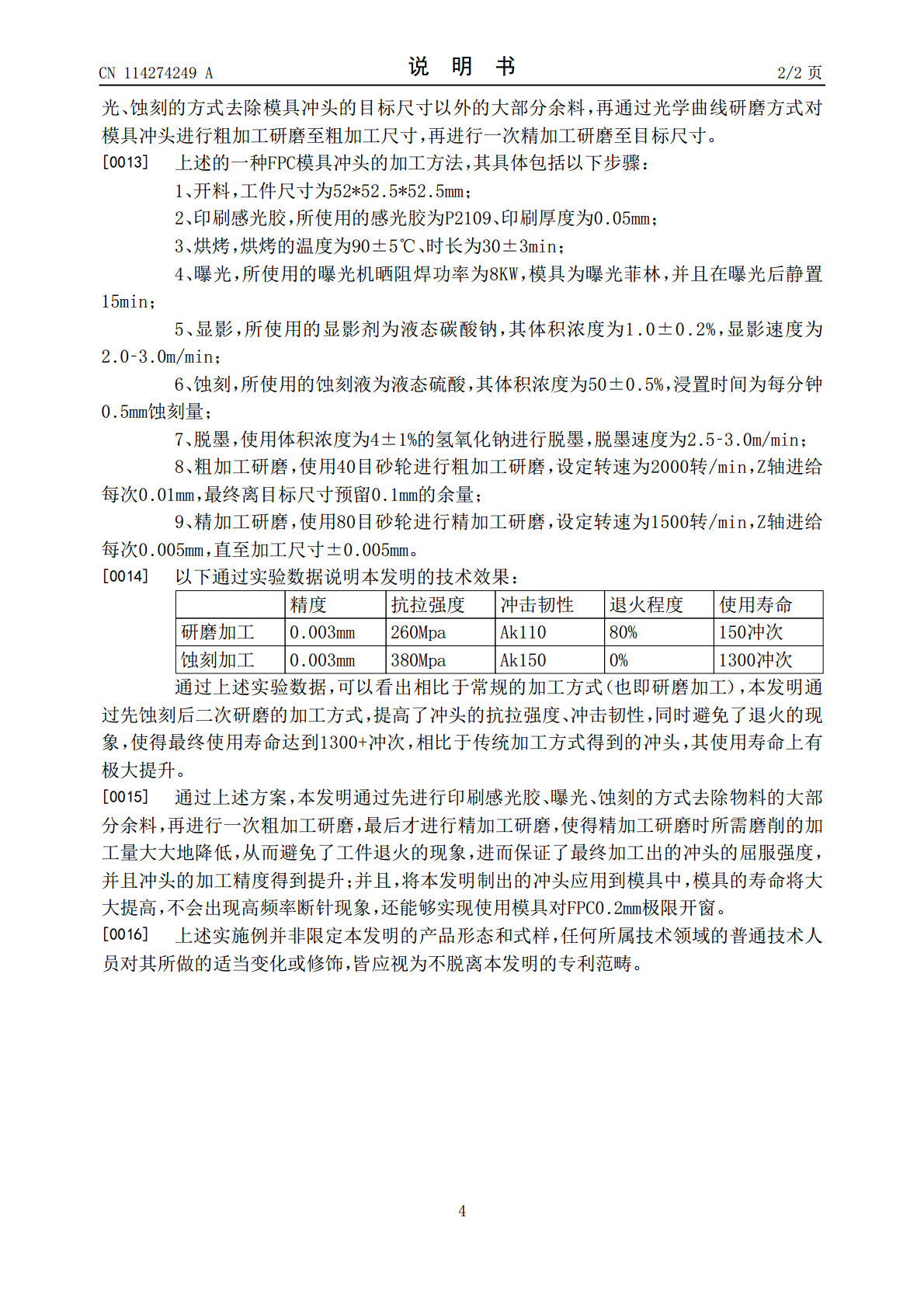
本发明公开一种FPC模具冲头的加工方法,开料后在物料的表面印刷感光胶,采用曝光、蚀刻的方式去除模具冲头的目标尺寸以外的大部分余料,再通过光学曲线研磨方式对模具冲头进行粗加工研磨至粗加工尺寸,再进行一次精加工研磨至目标尺寸。本发明通过先进行印刷感光胶、曝光、蚀刻的方式去除物料的大部分余料,再进行一次粗加工研磨,最后才进行精加工研磨,使得精加工研磨时所需磨削的加工量大大地降低,从而避免了工件退火的现象,进而保证了最终加工出的冲头的屈服强度,并且冲头的加工精度得到提升;并且,将本发明制出的冲头应用到模具中,模具
一种模具冲头加工系统及加工方法.pdf
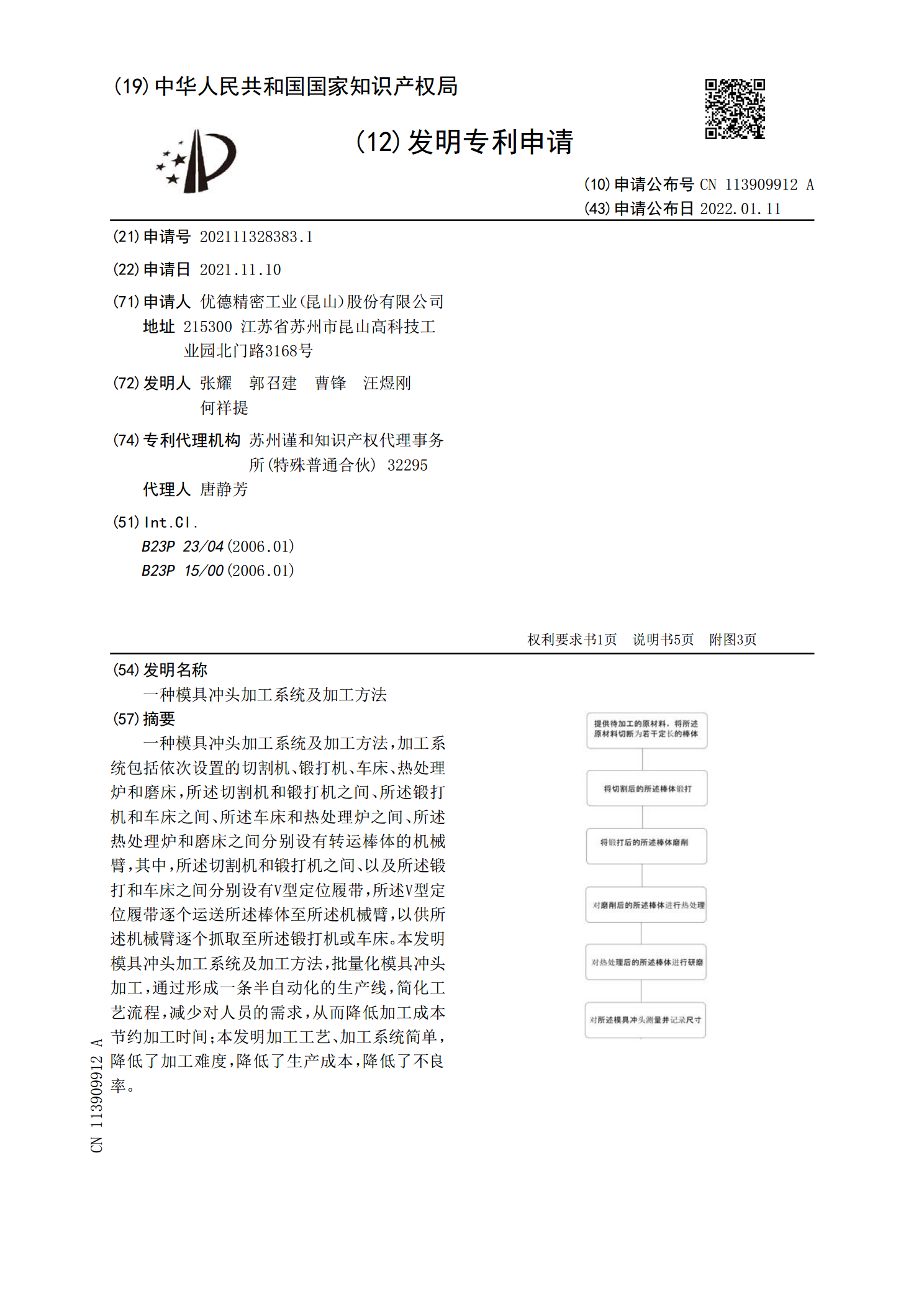
一种模具冲头加工系统及加工方法,加工系统包括依次设置的切割机、锻打机、车床、热处理炉和磨床,所述切割机和锻打机之间、所述锻打机和车床之间、所述车床和热处理炉之间、所述热处理炉和磨床之间分别设有转运棒体的机械臂,其中,所述切割机和锻打机之间、以及所述锻打和车床之间分别设有V型定位履带,所述V型定位履带逐个运送所述棒体至所述机械臂,以供所述机械臂逐个抓取至所述锻打机或车床。本发明模具冲头加工系统及加工方法,批量化模具冲头加工,通过形成一条半自动化的生产线,简化工艺流程,减少对人员的需求,从而降低加工成本节约加

玻璃模具用的冲头的加工方法.pdf
一种玻璃模具用的冲头的加工方法,属于玻璃模具辅助部件加工技术领域。包括的步骤:选料,选取与冲头规格尺寸相适应的并且留有加工余量的圆钢,由钻头在圆钢的一端的中央钻设阶梯状的盲孔,得到钻孔棒材;外壁加工,用车床对钻孔棒材的外壁进行车加工,得到荒坯;表面喷焊,将镍基合金粉喷焊到荒坯的外壁,得到初坯;冲头腔加工,由车床并且使配置于车床上的旋转锉探入盲孔内对盲孔旋削,得到玻璃模具用的冲头。优点:缩短加工时间,以提高加工效率,可满足工业化放大生产要求;降低加工成本并且节约铜资源;避免在使用过程中的开裂现象,延长使用寿
一种模具冲头.pdf
本发明公开了一种模具冲头,包括第一冲头主体和第二冲头主体;所述第一冲头主体底部设置有第一梅花凹槽,所述第二冲头主体底部设置有第二梅花凹槽。该模具冲头设计合理,结构简单,采用梅花型冲头,不仅铆接强度高,避免了弹片松动导致成品打印机拆开返工的风险,而且节约了返工费用,降低了生产成本,同时冲头的寿命也更长;另外,该模具冲头还具有节约原材料、生产工艺简单的优点。
一种冲孔模具的冲头机构及冲孔模具.pdf
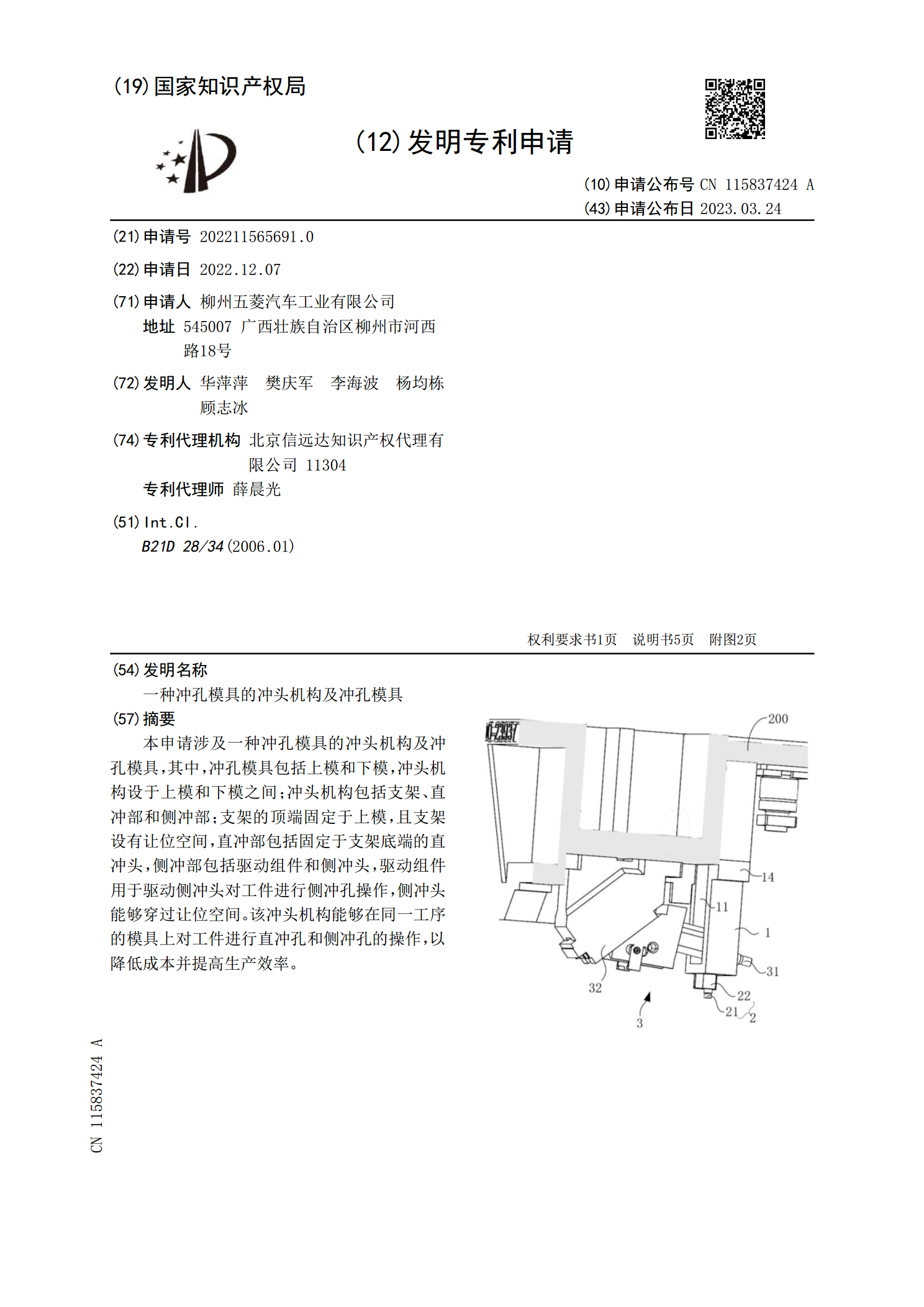
本申请涉及一种冲孔模具的冲头机构及冲孔模具,其中,冲孔模具包括上模和下模,冲头机构设于上模和下模之间;冲头机构包括支架、直冲部和侧冲部;支架的顶端固定于上模,且支架设有让位空间,直冲部包括固定于支架底端的直冲头,侧冲部包括驱动组件和侧冲头,驱动组件用于驱动侧冲头对工件进行侧冲孔操作,侧冲头能够穿过让位空间。该冲头机构能够在同一工序的模具上对工件进行直冲孔和侧冲孔的操作,以降低成本并提高生产效率。