
一种玄武岩纤维增强陶瓷结合剂CBN砂轮及其制备方法.pdf

梅雪****67


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玄武岩纤维增强陶瓷结合剂CBN砂轮及其制备方法.pdf
本发明公开一种玄武岩纤维增强陶瓷结合剂CBN砂轮及其制备方法,该砂轮按重量百分比由35~45%的CBN磨料、3~8%的绿碳化硅磨料、30~40%的硼硅酸盐陶瓷结合剂、10~15%的白糖、0.3~0.4%的玄武岩纤维和2~5%的石蜡混合组成;制备方法是:将上述各组份充分混合;玄武岩纤维加入混合粉末中;将混合物投入模具中压制,再进行烧结,最后进行机械加工;该玄武岩纤维增强陶瓷结合剂CBN砂轮能有效的克服常规陶瓷结合剂CBN砂轮的缺点,提高砂轮的强度、不易堵塞且兼顾了砂轮的耐磨性;能提高砂轮的生产加工效率。
一种陶瓷纤维增强的陶瓷结合剂砂轮及其制备方法.pdf
本发明公开了一种陶瓷纤维增强的陶瓷结合剂砂轮,该砂轮由以下重量份的原料制成:主磨料40‑70份,辅助磨料2‑20份,陶瓷结合剂15‑35份,陶瓷纤维3‑9份,甘油1‑9份,甲基纤维素0.5‑5份,硅酸钠1‑7份,聚乙二醇0.5‑5份,硬脂酸锌0.25‑3份,去离子水35.5‑93.5份。本发明先制备水溶液,然后将主磨料、辅助磨料、陶瓷结合剂和陶瓷纤维分散在水溶液中,制得粘稠浆料,再烘干、造粒、压制、烧结得烧结砂轮块,再将烧结砂轮块粘结在金属基体上,得到纤维增强陶瓷结合剂砂轮,这种陶瓷结合剂砂轮较常规的陶瓷
碳纤维增强高孔隙率陶瓷结合剂CBN砂轮制备方法.pdf
一种碳纤维增强高孔隙率陶瓷结合剂CBN砂轮制备方法,步骤为:将CBN磨料、硼玻璃粉、GG17玻璃粉、T400短切碳纤维和石英粉按重量比称量,球磨混合均匀后,再将混合粉料按比例与熔化的石蜡搅拌混合,制备出CBN砂轮成型料浆。将料浆在80℃下注入成型模具中,冷却后脱模获得CBN砂轮坯体。砂轮坯体采用白刚玉埋砂后在氮气气氛下以一定的热处理制度排蜡、烧结,再将将烧结后的砂轮坯体进行外圆、内圆和平面加工,制备出气孔率高于40%,碳纤维均匀分布于砂轮基体中的碳纤维增强高孔隙率陶瓷结合剂CBN砂轮。

一种开槽陶瓷结合剂CBN砂轮及其制备方法.pdf
本发明公开了一种开槽陶瓷结合剂CBN砂轮的制备方法,所述开槽方式用金属结合剂锯片,所述开槽缝隙宽度为0.3mm的一条切缝,所述成品缝隙可以控制在0.3mm以内。本发明释放了陶瓷结合剂CBN砂轮的自身应力,减弱了基体热胀冷缩对砂轮的影响。在不影响砂轮的性能的情况下,使砂轮适用于不同的加工和使用环境,从而避免砂轮出现裂纹。本发明操作简单,便于推广。
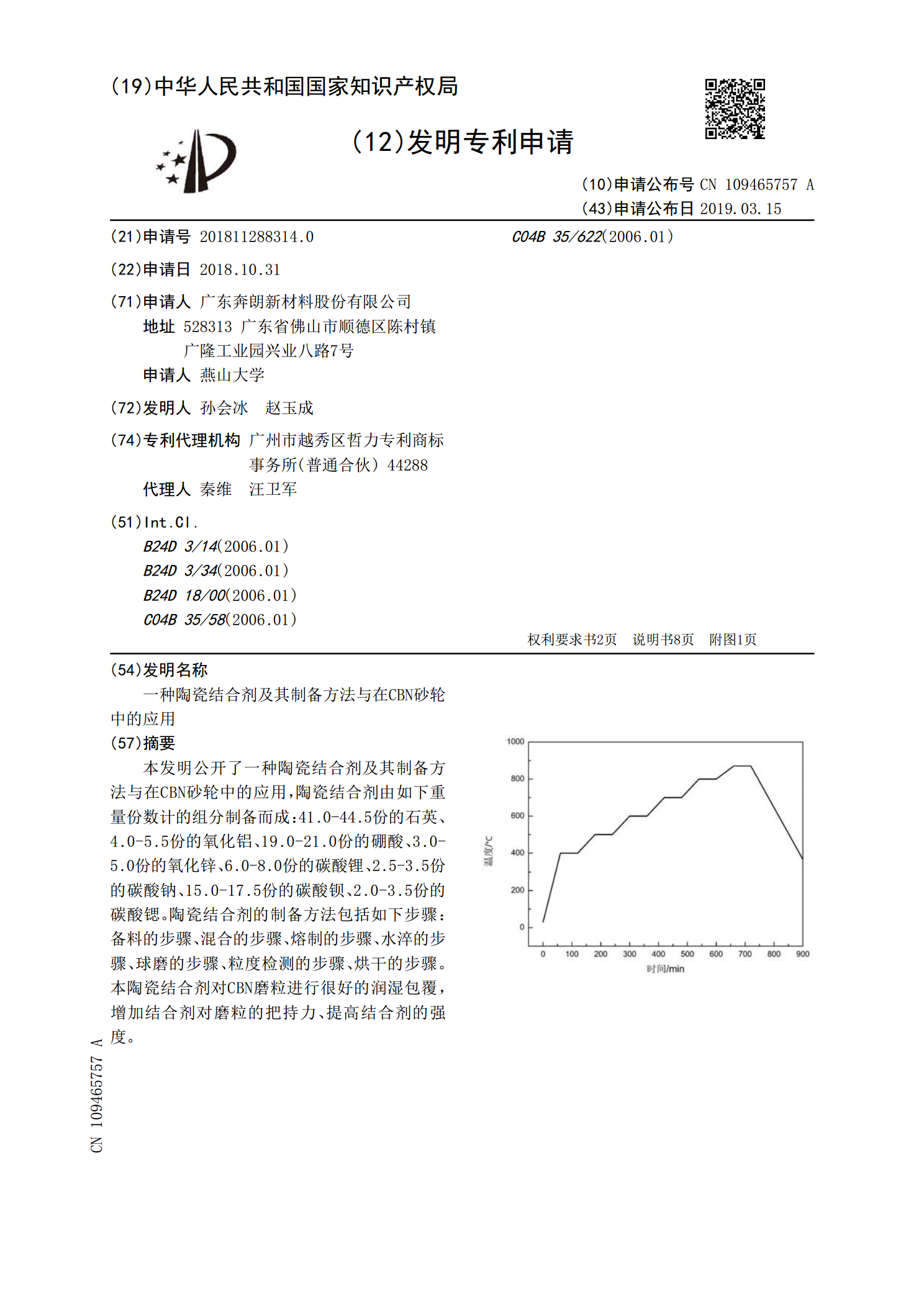
一种陶瓷结合剂及其制备方法与在CBN砂轮中的应用.pdf
本发明公开了一种陶瓷结合剂及其制备方法与在CBN砂轮中的应用,陶瓷结合剂由如下重量份数计的组分制备而成:41.0‑44.5份的石英、4.0‑5.5份的氧化铝、19.0‑21.0份的硼酸、3.0‑5.0份的氧化锌、6.0‑8.0份的碳酸锂、2.5‑3.5份的碳酸钠、15.0‑17.5份的碳酸钡、2.0‑3.5份的碳酸锶。陶瓷结合剂的制备方法包括如下步骤:备料的步骤、混合的步骤、熔制的步骤、水淬的步骤、球磨的步骤、粒度检测的步骤、烘干的步骤。本陶瓷结合剂对CBN磨粒进行很好的润湿包覆,增加结合剂对磨粒的把持力