
铍钴铜叶片的加工工艺.pdf

小宏****aa


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铍钴铜叶片的加工工艺.pdf
本发明涉及一种铍钴铜叶片的加工工艺,包括如下步骤:步骤S1:铣削铍钴铜叶片的前端型面和后端型面及前端型面和后端型面的缘边;步骤S2:利用选配的砂轮抛光前端型面和后端型面;步骤S3:加工窄槽;步骤S4:采用工装夹具加工轴颈的多锥面轴段。本发明的铍钴铜叶片的加工工艺,采取五轴联动高速数控机床,一次装夹铣削加工,能很好的保证叶片的前端型面和后端型面及两型面的缘边的精度;采用数控和电火花复合加工窄槽,使得加工方便,提高了加工效率;采用圆弧型面和带倾斜角度的型面样板定位,能更好的满足轴颈的多锥面轴段的装夹定位精度,

C铍青铜铍钴铜简介.pptx
会计学C17500铍青铜铍钴铜C17500铍钴铜化学成分C17500铍钴铜执行(zhíxíng)标准C17500铍钴铜物理性能C17500铍钴铜机械性能
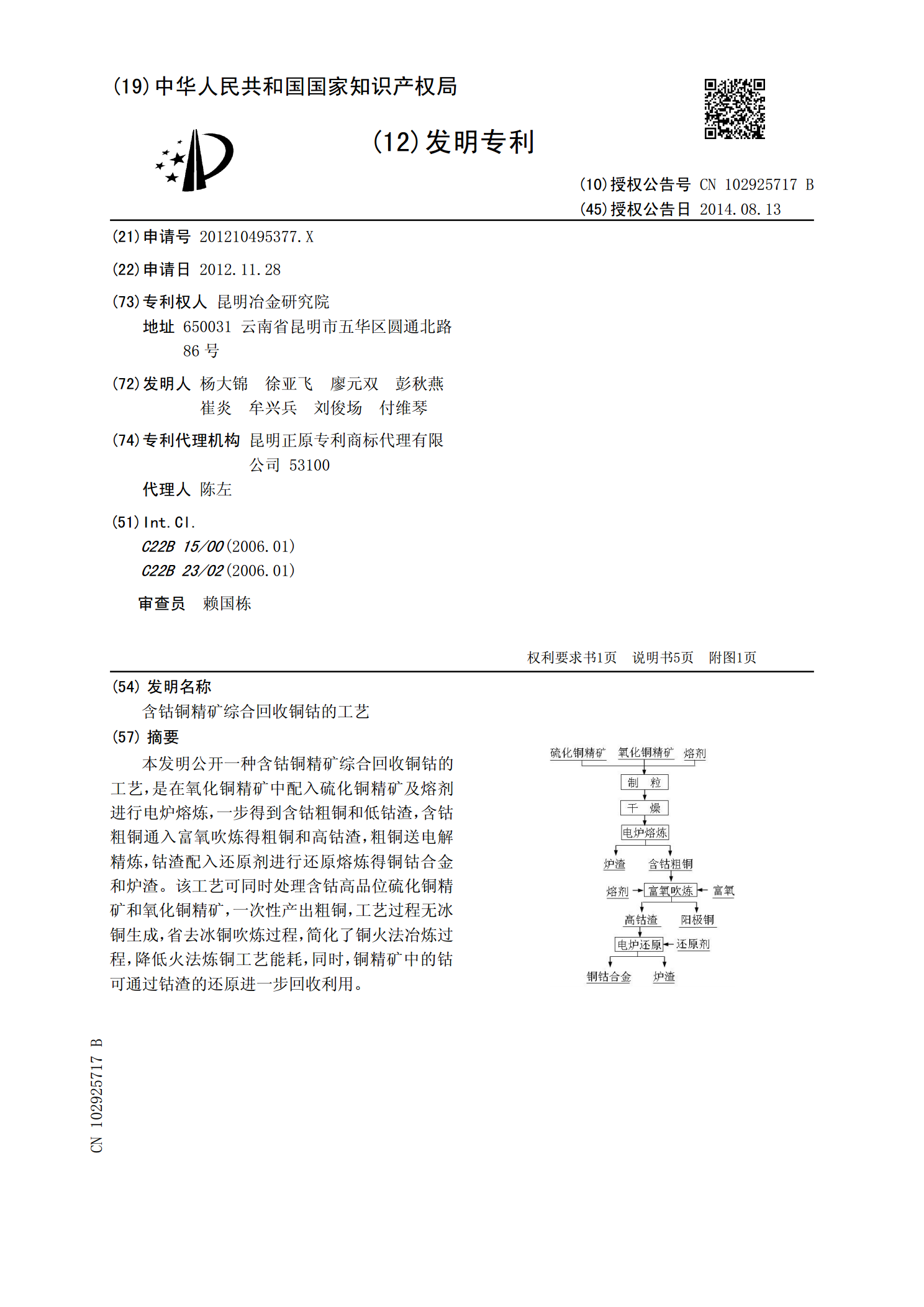
含钴铜精矿综合回收铜钴的新工艺.pdf
本发明公开一种含钴铜精矿综合回收铜钴的新工艺,是在氧化铜精矿中配入硫化铜精矿及熔剂进行电炉熔炼,一步得到含钴粗铜和低钴渣,含钴粗铜通入富氧吹炼得粗铜和高钴渣,粗铜送电解精炼,钴渣配入还原剂进行还原熔炼得铜钴合金和炉渣。该工艺可同时处理含钴高品位硫化铜精矿和氧化铜精矿,一次性产出粗铜,工艺过程无冰铜生成,省去冰铜吹炼过程,简化了铜火法冶炼过程,降低火法炼铜工艺能耗,同时,铜精矿中的钴可通过钴渣的还原进一步回收利用。

从镍钴杂料中提取镍钴铜的工艺研究.docx
从镍钴杂料中提取镍钴铜的工艺研究镍钴杂料是一种重要的资源,其中含有大量的镍、钴和铜等金属元素,因此开发高效可行的工艺方法,从镍钴杂料中提取出镍、钴和铜元素对于资源的有效利用和环境保护至关重要。本文将探讨从镍钴杂料中提取镍、钴和铜的工艺研究。一、镍钴杂料的性质分析镍钴杂料的性质分析是开展工艺研究的基础,通过对镍钴杂料的物化性质进行综合分析,可以了解其成分、粒度、结构特征等信息,为工艺研究提供依据。首先,对镍钴杂料进行化学成分分析,可以借助X射线荧光光谱仪(XRF)和电感耦合等离子体质谱仪(ICP-MS)等仪
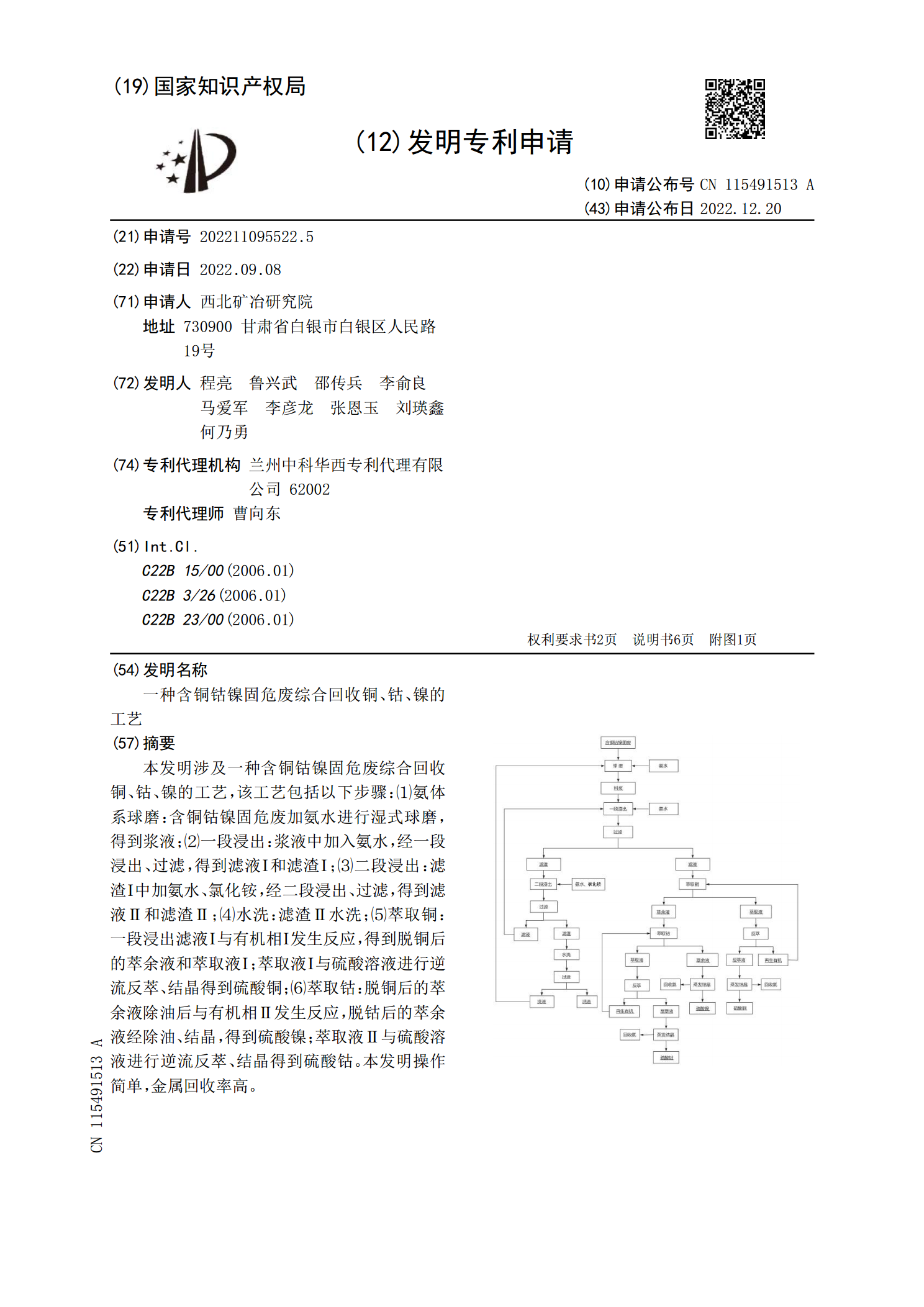
一种含铜钴镍固危废综合回收铜、钴、镍的工艺.pdf
本发明涉及一种含铜钴镍固危废综合回收铜、钴、镍的工艺,该工艺包括以下步骤:⑴氨体系球磨:含铜钴镍固危废加氨水进行湿式球磨,得到浆液;⑵一段浸出:浆液中加入氨水,经一段浸出、过滤,得到滤液Ⅰ和滤渣Ⅰ;⑶二段浸出:滤渣Ⅰ中加氨水、氯化铵,经二段浸出、过滤,得到滤液Ⅱ和滤渣Ⅱ;⑷水洗:滤渣Ⅱ水洗;⑸萃取铜:一段浸出滤液Ⅰ与有机相Ⅰ发生反应,得到脱铜后的萃余液和萃取液Ⅰ;萃取液Ⅰ与硫酸溶液进行逆流反萃、结晶得到硫酸铜;⑹萃取钴:脱铜后的萃余液除油后与有机相Ⅱ发生反应,脱钴后的萃余液经除油、结晶,得到硫酸镍;萃取液