
全自动水钻磨抛加工中抛轮自动修磨装置.pdf

森林****io


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

全自动水钻磨抛加工中抛轮自动修磨装置.pdf
本发明涉及一种全自动水钻磨抛加工中抛轮自动修磨装置。它是在自动抛光加工的设备上,增加一套修磨刀具,由两套径向进给组件和一套轴向走刀组件组成,修磨刀具安装于轴向走刀组件上,轴向走刀组件安装于径向进给组件上。通过轴向走刀组件的电机驱动直线运动机构,实现刀具的轴向走刀;由步进电机驱动径向进给机构,根据PLC指令进行径向进给运动,实现抛轮修磨所需的进给量。本发明采用在自动加工的设备上配置自动修磨的装置,使抛轮的修磨无需从设备上拆卸下来,从而大大降低了修磨的时间,也无需重新调整,只需配置针排位置自动补偿装置,即可继

全自动水钻磨抛机.pdf
本发明公开了一种全自动水钻磨抛机,包括夹具、夹具座和机械手,其特征在于:所述全自动水钻磨抛机具有左右两组磨抛部分,所述右磨抛部分包括上珠工位、右磨削工位、右抛光工位和右对接工位,所述左磨抛部分包括左对接工位、左磨削工位、左抛光工位和下珠工位,其中左右对接工位对应设置;所述夹具和夹具座独立设置,夹具可随机械手动作,夹具座与上珠机构、磨削机构、抛光机构、左右对接机构和下珠机构对应设置。本发明能够实现水钻的全自动磨抛加工,夹具定位准确、磨抛加工精度高,并能自动修整由于磨轮磨损带来的加工尺寸误差。

全自动水钻磨抛机.pdf
本发明涉及全自动水钻磨抛机,包括机架、磨抛轮和夹具,磨抛轮与夹具均设置在机架上,水钻定位于夹具工位之中,磨抛轮具有靠近夹具和远离夹具的磨抛轮进退轨迹,磨抛轮沿着磨抛轮进退轨迹进位和退位,磨抛轮抵接并磨抛作用于水钻,所述磨抛轮和夹具之间相对摆动,磨抛轮和夹具之间的相对摆动轨迹呈弧形,弧形摆动轨迹形成的摆动面平行于水钻当前磨抛加工并最终成形的切面,提供可磨抛出平整切面的全自动水钻磨抛机,从而提高水钻品质。

双工位水钻全自动磨抛加工机.pdf
本发明涉及一种双工位水钻全自动磨抛加工机。它是在工作台的四个方向上,分别布置上珠工位部件、磨削工位部件、抛光工位部件和对接与下珠工位部件,中间是移载机械手,在磨削工位的磨轮和抛光工位的抛轮两侧分别布置两套针排定位的装置,每个针排上的工作面面向磨轮或抛轮,其它工位也有两套针排定位装置,使整个设备形成内圈和外圈两个循环,旋转移载机械手不仅具有旋转移载的功能,还能横向移动,以可分别对内圈和外圈工作的针排进行抓取。本发明采用磨削和抛光工位上双针排工作方式,仅需配置一套磨削和抛光装置以及一套旋转移载机械手,完成水钻
水钻磨抛机的磨抛轮水平驱动装置.pdf
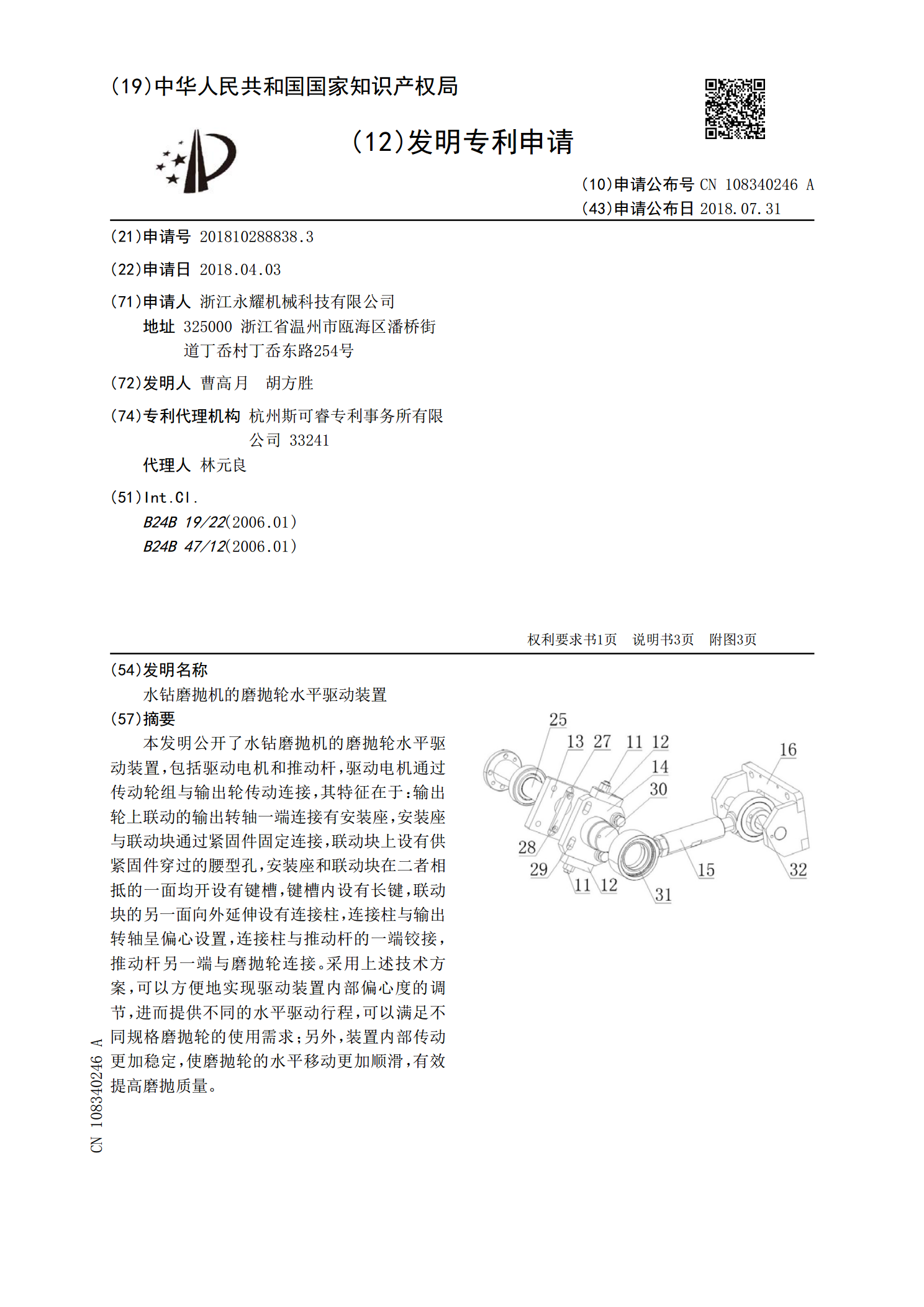
本发明公开了水钻磨抛机的磨抛轮水平驱动装置,包括驱动电机和推动杆,驱动电机通过传动轮组与输出轮传动连接,其特征在于:输出轮上联动的输出转轴一端连接有安装座,安装座与联动块通过紧固件固定连接,联动块上设有供紧固件穿过的腰型孔,安装座和联动块在二者相抵的一面均开设有键槽,键槽内设有长键,联动块的另一面向外延伸设有连接柱,连接柱与输出转轴呈偏心设置,连接柱与推动杆的一端铰接,推动杆另一端与磨抛轮连接。采用上述技术方案,可以方便地实现驱动装置内部偏心度的调节,进而提供不同的水平驱动行程,可以满足不同规格磨抛轮的使