
一种超大直径高强度螺旋肋预应力钢棒.pdf

Ro****44


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超大直径高强度螺旋肋预应力钢棒.pdf
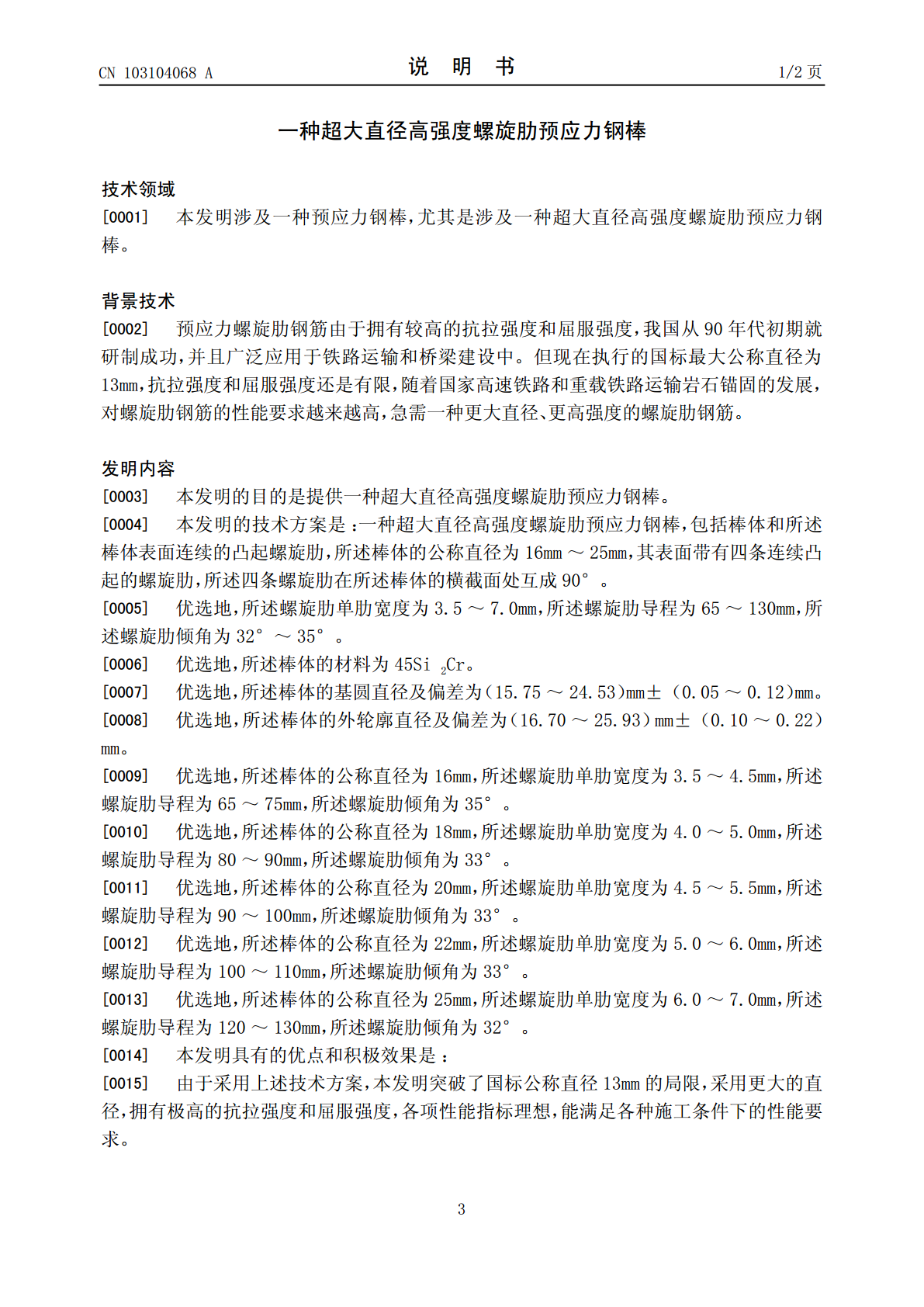
本发明提供一种超大直径高强度螺旋肋预应力钢棒,包括棒体和所述棒体表面连续的凸起螺旋肋,棒体的公称直径为16mm~25mm,其表面带有四条连续凸起的螺旋肋,所述四条螺旋肋在所述棒体的横截面处互成90°。旋肋单肋宽度为3.5~7.0mm,所述螺旋肋导程为65~130mm,所述螺旋肋倾角为32°~35°。所述棒体的基圆直径及偏差为(15.75~24.53)mm±(0.05~0.12)mm。所述棒体的外轮廓直径及偏差为(16.70~25.93)mm±(0.10~0.22)mm。本发明的有益效果是:本发明突破了国标
一种高强度预应力钢棒.pdf
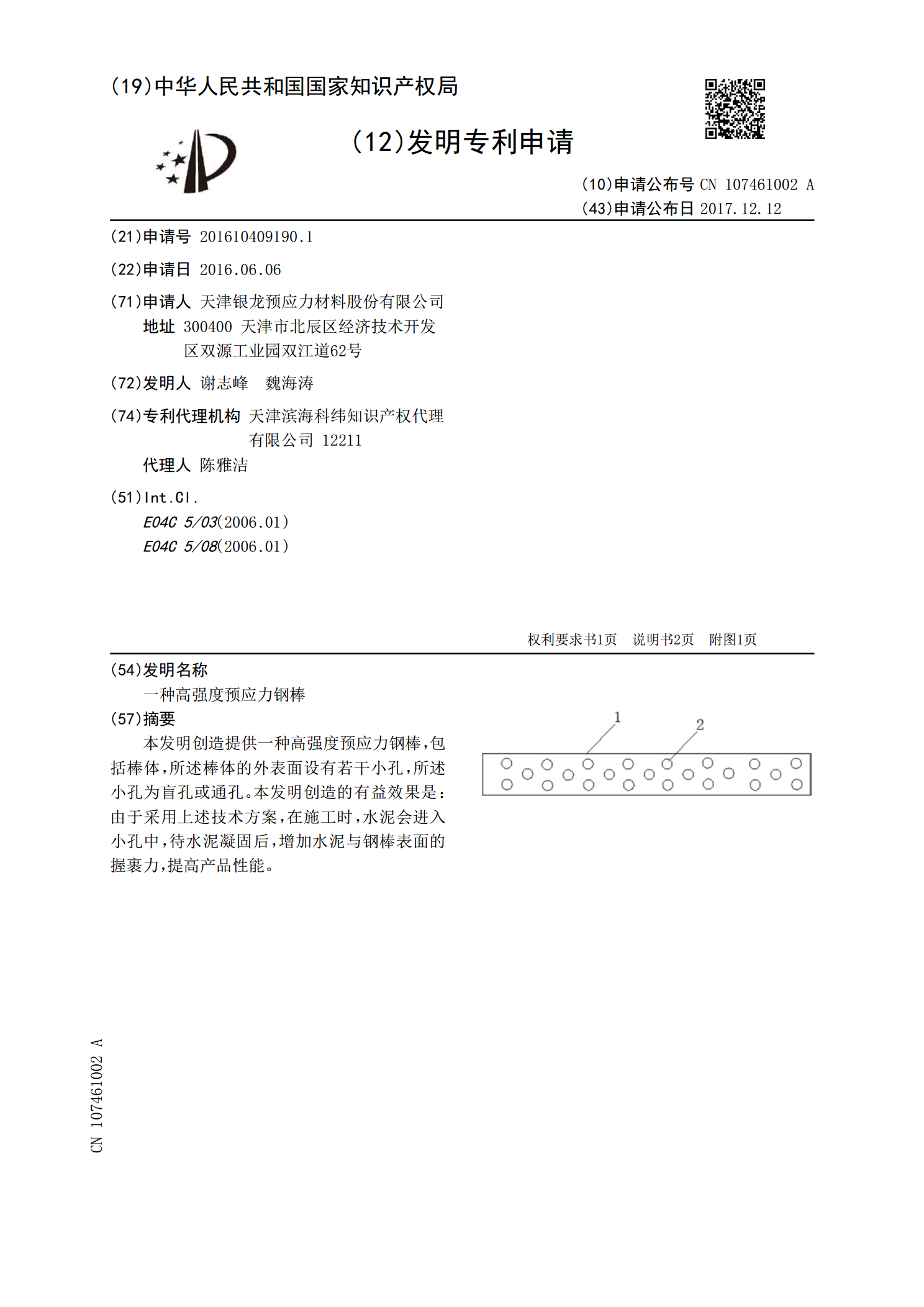
本发明创造提供一种高强度预应力钢棒,包括棒体,所述棒体的外表面设有若干小孔,所述小孔为盲孔或通孔。本发明创造的有益效果是:由于采用上述技术方案,在施工时,水泥会进入小孔中,待水泥凝固后,增加水泥与钢棒表面的握裹力,提高产品性能。
一种高强度预应力钢棒用盘条的生产方法.pdf
本发明公开了一种高强度预应力钢棒用盘条的生产方法,包括高炉冶炼、转炉冶炼、LF钢包精炼、钢坯轧制,其中:以硅、锰为主要强化元素,通过高炉冶炼、转炉冶炼、LF钢包精炼后钢水化学成分重量百分数的元素组成达到:C:0.27%-0.32%,Si:1.60%-1.90%,Mn:0.60%-0.90%,P≤0.025%,S≤0.025%,其余为铁含量;钢坯轧制:加热时,控制出钢温度950-1150℃,且保证头尾温度差为0-30℃;轧制过程控制精轧温度900-950℃;控制吐丝温度850-950℃,缓慢冷却至室温。本方
高强度预应力混凝土钢棒用盘条的生产方法.pdf
本发明提供一种高强度预应力混凝土钢棒用盘条的生产方法。该生产方法包括:步骤1、转炉冶炼,转炉终点钢水碳含量为0.06~0.15wt%、磷含量为0.011~0.020wt%,出钢温度为1630~1650℃;步骤2、钢包炉精炼,精炼就位温度为1504~1581℃,精炼离位温度为1557~1605℃;步骤3、小方坯连铸,过热度设置为20~32℃,拉速设置为2~2.2m/min;步骤4、高线轧制,钢坯加热时间大于2小时;加热段温度设置为:加热上段温度为1050~1200℃,加热下段温度980~1180℃,加热段时

螺旋槽预应力钢棒的预应力传递长度与粘结锚固性能的试验研究的综述报告.docx
螺旋槽预应力钢棒的预应力传递长度与粘结锚固性能的试验研究的综述报告螺旋槽预应力钢棒是一种新型压力传递材料,其具有快速、高效、节能等特点,因此在建筑工程中得到越来越广泛地应用。在使用螺旋槽预应力钢棒时,其在锚固部位需要具有良好的粘结锚固性能,同时还需要考虑预应力传递长度的问题。因此,本文将从这两个方面对螺旋槽预应力钢棒进行试验研究的综述报告。一、预应力传递长度预应力传递长度是指由一个预应力钢棒所产生的预应力在混凝土中的传递范围。预应力传递长度越短,混凝土内的应力分布越不均匀,对结构的承载能力也越容易产生负面