
焊缝质量检验及缺陷修补5(最后)4课.ppt

是丹****ni


1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共45页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊缝质量检验及缺陷修补5(最后)4课.ppt
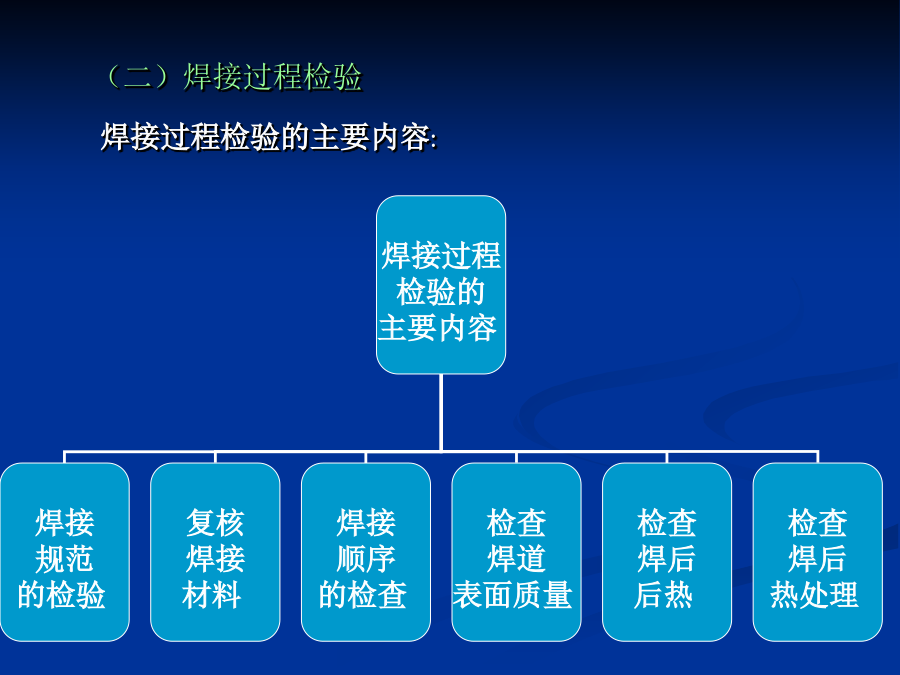
课题九船舶焊接检验第一节船舶焊接检验及其重要性一、船舶焊接检验焊接检验可分为破坏性检验和非破坏性检验破坏性检验:是破坏局部焊缝或焊接接头以查明焊接质量的方法。非破坏性检验:是采用探伤设备来发现缺陷的检验方法。二、船舶焊接检验过程(二)焊接过程检验(三)焊后检验三、船舶焊接检验的重要性(二)改进焊接技术,提高产品质量焊接检验可以评定制造工艺正确与否。同时,在制定焊接工艺时也可预先制备试样,利用焊接检验技术选择最佳工艺程序,使焊缝达到规定的质量等级要求。(三)降低产品成本,正确进行安全评定由于焊接检验贯穿于焊
焊缝质量检验及缺陷修补5(最后)4课.ppt
课题九船舶焊接检验第一节船舶焊接检验及其重要性一、船舶焊接检验焊接检验可分为破坏性检验和非破坏性检验破坏性检验:是破坏局部焊缝或焊接接头以查明焊接质量的方法。非破坏性检验:是采用探伤设备来发现缺陷的检验方法。二、船舶焊接检验过程(二)焊接过程检验(三)焊后检验三、船舶焊接检验的重要性(二)改进焊接技术,提高产品质量焊接检验可以评定制造工艺正确与否。同时,在制定焊接工艺时也可预先制备试样,利用焊接检验技术选择最佳工艺程序,使焊缝达到规定的质量等级要求。(三)降低产品成本,正确进行安全评定由于焊接检验贯穿于焊

铝合金RT焊缝焊接缺陷的修补方法和预防措施.pptx
,目录PartOnePartTwo气孔缺陷裂纹缺陷未熔合缺陷未焊透缺陷夹渣缺陷PartThree气孔缺陷的修补方法裂纹缺陷的修补方法未熔合缺陷的修补方法未焊透缺陷的修补方法夹渣缺陷的修补方法PartFour控制母材和焊接材料的质量选择合适的焊接工艺参数加强焊接过程中的保护措施严格遵守焊接操作规程加强焊后质量检测和返修工作THANKS

焊缝质量检验.docx
焊缝质量控制一、焊接工艺1、材料1).电焊条:按照设计及规范要求选用焊条,焊条必须具有出厂合格证明,如须焊条型号,必须征得设计部门同意。严禁使用过期、药皮脱落、焊芯生锈的焊条。焊接前将焊条进行烘陪处理。2).作业条件a.审阅施工图纸,拟定焊接工艺。b.准备好所需施焊工具,焊接电流。c.在钢结构车施焊区施焊。d.焊工经过考试,并取得合格证才可上岗,如停焊超过半年以上时,则重新考核后才准上岗。e.施焊前焊工复查组装质量和焊缝区的处理情况,如不符合要求,修整合格后方能施焊。2、操作工艺1).焊条使用前,必须按照

焊缝缺陷图谱.doc
焊缝缺陷图谱焊接基本知识1、焊接得冶金特点什么叫焊接:两个分离得物体(同种或异种材料)通过原子或分子之间得结合与扩散造成永久性联接得工艺过程叫焊接。熔化焊就是金属材料焊接得主要方法:熔化焊接时,被焊金属在热源作用下被加热,发生局部熔化,同时熔化了得金属、熔渣、气相之间进行着一系列影响焊缝金属得成分、组织与性能得化学冶金反应,随着热源得离开,熔化金属开始结晶,由液态转为固态,形成焊缝。熔化焊得冶金特点:温度高以手工电弧焊为例,电弧温度高达6000℃~8000℃,熔滴温度约1800℃~2400℃,在如此高温下