
焊缝质量检验.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊缝质量检验.docx
焊缝质量控制一、焊接工艺1、材料1).电焊条:按照设计及规范要求选用焊条,焊条必须具有出厂合格证明,如须焊条型号,必须征得设计部门同意。严禁使用过期、药皮脱落、焊芯生锈的焊条。焊接前将焊条进行烘陪处理。2).作业条件a.审阅施工图纸,拟定焊接工艺。b.准备好所需施焊工具,焊接电流。c.在钢结构车施焊区施焊。d.焊工经过考试,并取得合格证才可上岗,如停焊超过半年以上时,则重新考核后才准上岗。e.施焊前焊工复查组装质量和焊缝区的处理情况,如不符合要求,修整合格后方能施焊。2、操作工艺1).焊条使用前,必须按照

焊缝质量检验标准.doc
1、目得:规定焊接产品得表面质量、焊接质量、指导焊工及焊接检验人员工作,确保产品满足客户得要求.2、适用范围:适用于集团在产底盘产品得焊缝质量检查。引用标准:《JB/T9186-1999二氧化碳气体保护焊工艺流程》《GB/T3323-2005金属熔化焊焊接接头射线照相》《GB/T6417、1-2005金属熔化焊接头缺陷分类及说明》《GB/T324焊缝符号表示法》《GB/T3375焊接术语》4、焊接质量检验中常见名词:缩孔:熔化金属凝固时收缩产生得孔穴;气孔:熔化金属遇到高温,残留气体没有浮到表面,留在内部

焊缝质量检验标准.docx
1、目的:规定焊接产品的表面质量、焊接质量、指导焊工及焊接检验人员工作,确保产品满足客户的要求。2、适用范围:适用于集团在产底盘产品的焊缝质量检查。引用标准:《JB/T9186-1999二氧化碳气体保护焊工艺流程》《GB/T3323-2005金属熔化焊焊接接头射线照相》《GB/T6417.1-2005金属熔化焊接头缺陷分类及说明》《GB/T324焊缝符号表示法》《GB/T3375焊接术语》4、焊接质量检验中常见名词:缩孔:熔化金属凝固时收缩产生的孔穴;气孔:熔化金属遇到高温,残留气体没有浮到表面,留在内部

焊缝质量检验与验收.docx
第六章焊缝质量检验与验收【学习目标】了解焊接检验方法与分类,了解焊接检验的依据,了解焊接缺陷及其形式,掌握焊接质量要求及其缺陷分级与等级,了解焊缝破坏性试验与非破坏性试验,熟练掌握常见无损探伤方法质量评定,掌握钢结构焊接工程质量验收规范.第一节焊接检验方法分类焊接检验可分为破坏性检验、非破坏性检验和声发射检测三种,每种中又有若干具体检验方法,见图6-1。焊接检验破坏性检验验非破坏性检验声发射检验力学性能试验金相检验化学分析试验外观检查强度检验致密性试验无损检验拉伸试验弯曲试验冲击试验压扁试验硬度试验疲劳试
焊缝质量检验规范.xls
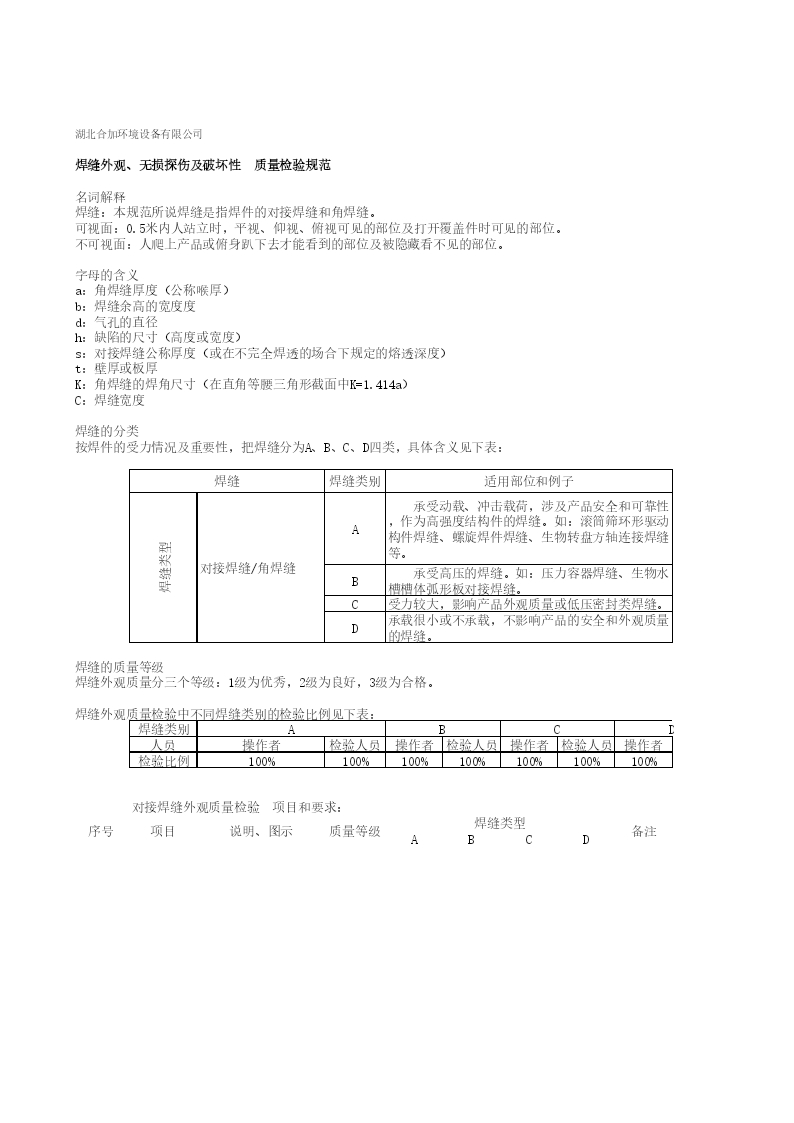
湖北合加环境设备有限公司焊缝外观、无损探伤及破坏性质量检验规范名词解释焊缝:本规范所说焊缝是指焊件的对接焊缝和角焊缝。可视面:0.5米内人站立时,平视、仰视、俯视可见的部位及打开覆盖件时可见的部位。非可视面:人爬上产品或俯身趴下去才能看到的部位及被隐藏看不见的部位。字母的含义a:角焊缝厚度(公称喉厚)b:焊缝余高的宽度度d:气孔的直径h:缺陷的尺寸(高度或宽度)s:对接焊缝公称厚度(或在不完全焊透的场合下规定的熔透深度)t:壁厚或板厚K:角焊缝的焊角尺寸(在直角等腰三角形截面中K=1.414a)C:焊缝宽