
五大手册之SPC培训.ppt

甲申****66


1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

五大手册之SPC培训.ppt
****2024/3/8*********************************************************************

五大手册之SPC培训.ppt
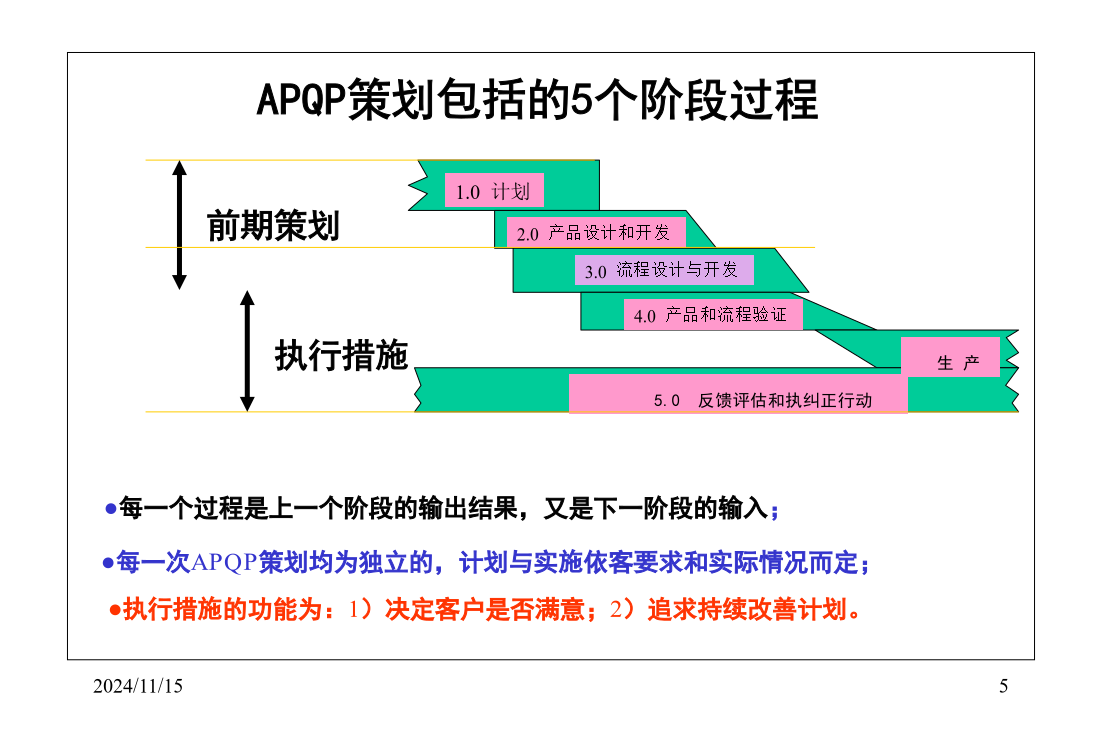
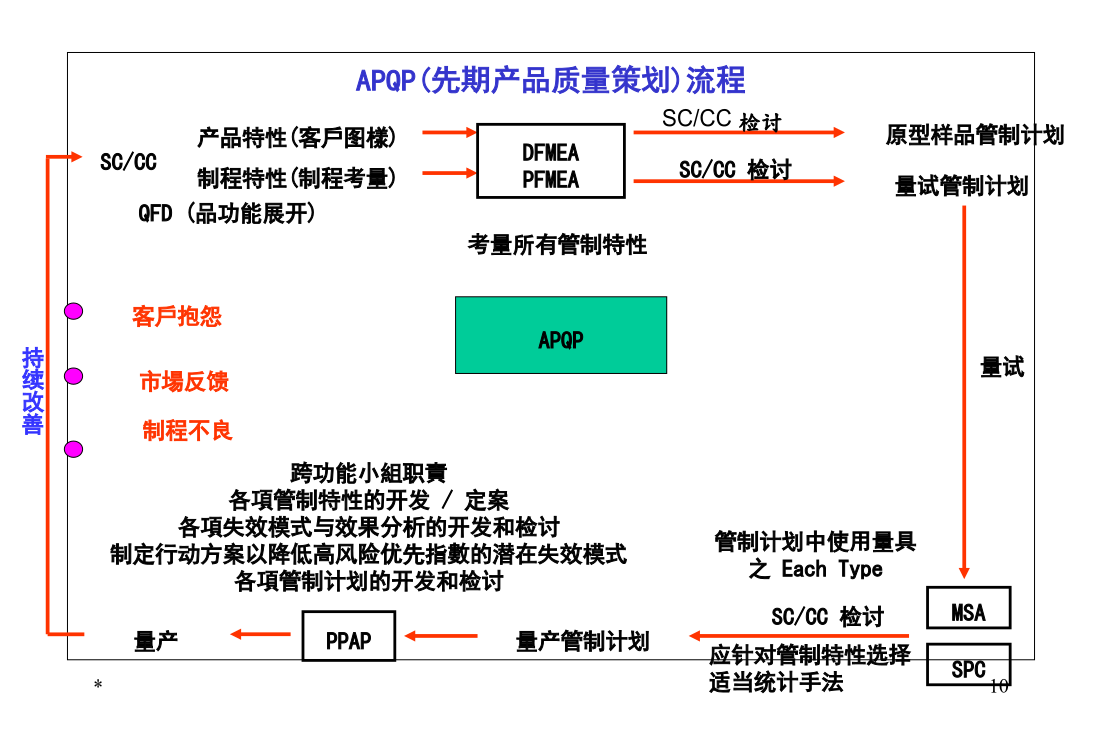
欢迎参加五大手册培训--SPC--APQP的五个过程APQP策划包括5个阶段过程:所有阶段的输入和输出都是建议性的;输入和输出应根据产品、过程和顾客满意及期望的适用性确定;输入用于早期活动;输出是活动的结果;超出要求的输出,由顾客和/或供方确定。APQP策划包括的5个阶段过程1.0计划五项核心工具与APQP的关联五项核心工具当前适用版本五项核心工具当前适用版本五项核心工具当前适用版本APQP(先期产品质量策划)流程SPC-统计过程控制(StatisticalProcessControl)过程控制概述检验-

五大质量手册之一SPC.doc
克莱斯勒汽车公司福特汽车公司版权所有通用汽车公司不得翻印复制统计过程控制SPC英文版为正式版本,中文版为翻译版本。购买英方手册,请联系:AutomotiveIndustryActionGroupCarwincontinuous26200LahserRoad,Suite200Unit1,TradeLinkSouthfield,MI48034USA或WesternAvenue,WestThurrockPhone:1-248-358-3003Phone:44-1-708-861

五大工具之——SPC培训教材.ppt
1课程主要内容有一组数据描点作图数据有问题?整理一下数据找出数据规律相关统计知识介绍母体与样本的概念1、表示母体特征的统计量种类样本统计量R统计特性值分类统计特性值分类统计特性值分类二项分布(BinomialDistribution)定义:二项分布的概率分布函数为:常态分布(NormalDistribution)常态分布的图形任何常态分配皆可转为标准常态分配转换后的机率运算也可对应原分配泊松分布(PoissonDistribution)统计过程控制的基本概念品质管理核心内容SPC:StatisticalP

五大工具之——SPC-培训教材.ppt
1课程主要内容有一组数据描点作图数据有问题?整理一下数据找出数据规律相关统计知识介绍母体与样本的概念1、表示母体特征的统计量种类样本统计量R统计特性值分类统计特性值分类统计特性值分类二项分布(BinomialDistribution)定义:二项分布的概率分布函数为:常态分布(NormalDistribution)常态分布的图形任何常态分配皆可转为标准常态分配转换后的机率运算也可对应原分配泊松分布(PoissonDistribution)统计过程控制的基本概念品质管理核心内容SPC:StatisticalP