
五大工具之——SPC-培训教材.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

五大工具之——SPC培训教材.ppt
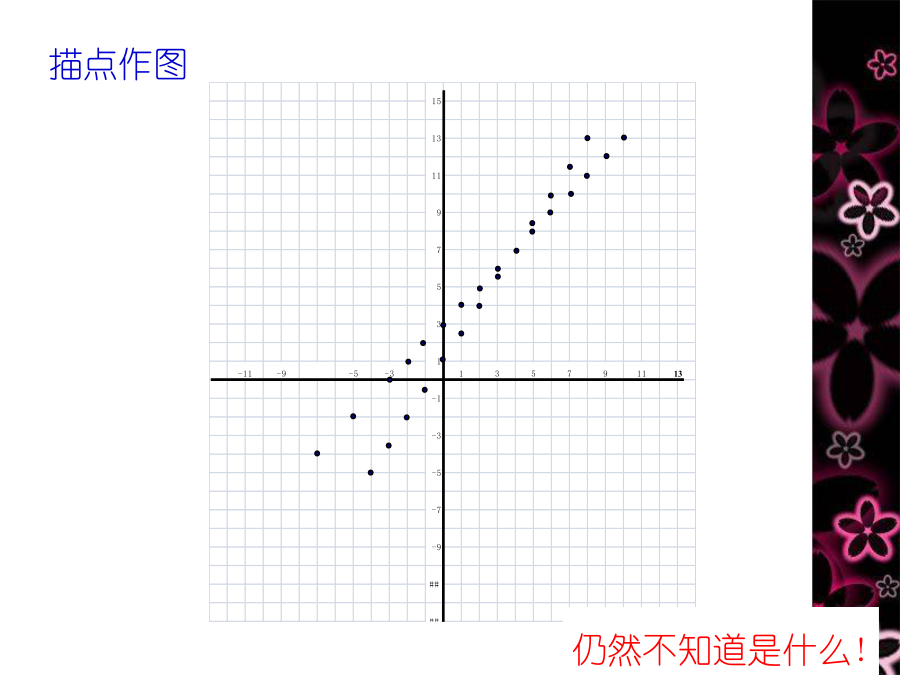
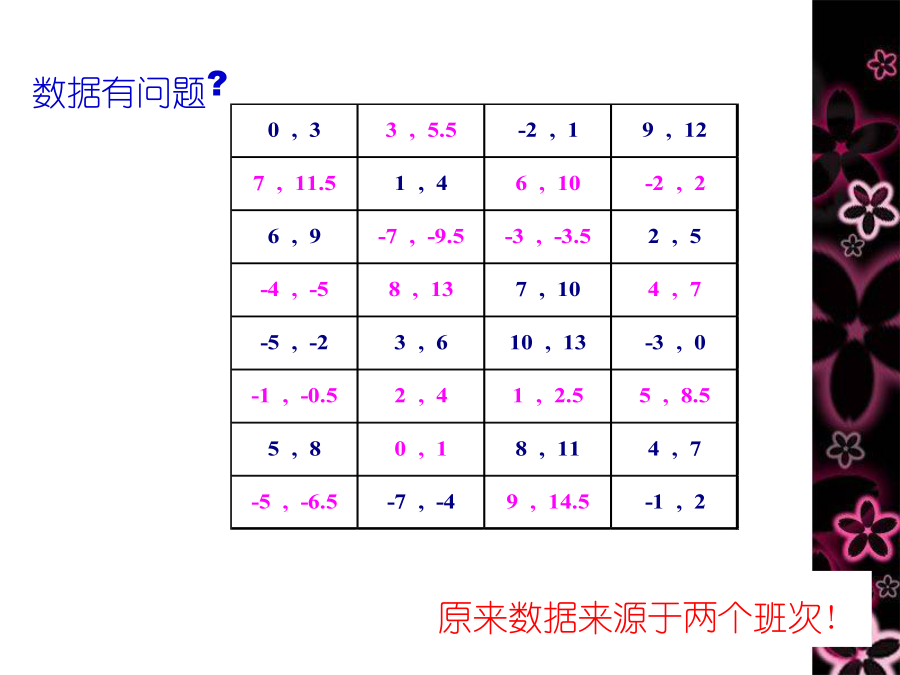
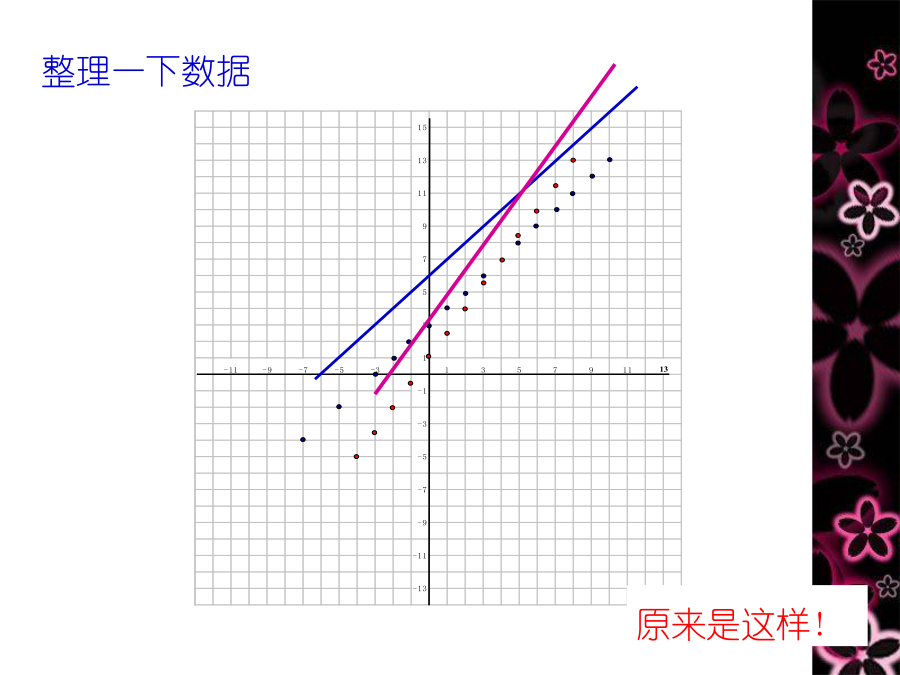
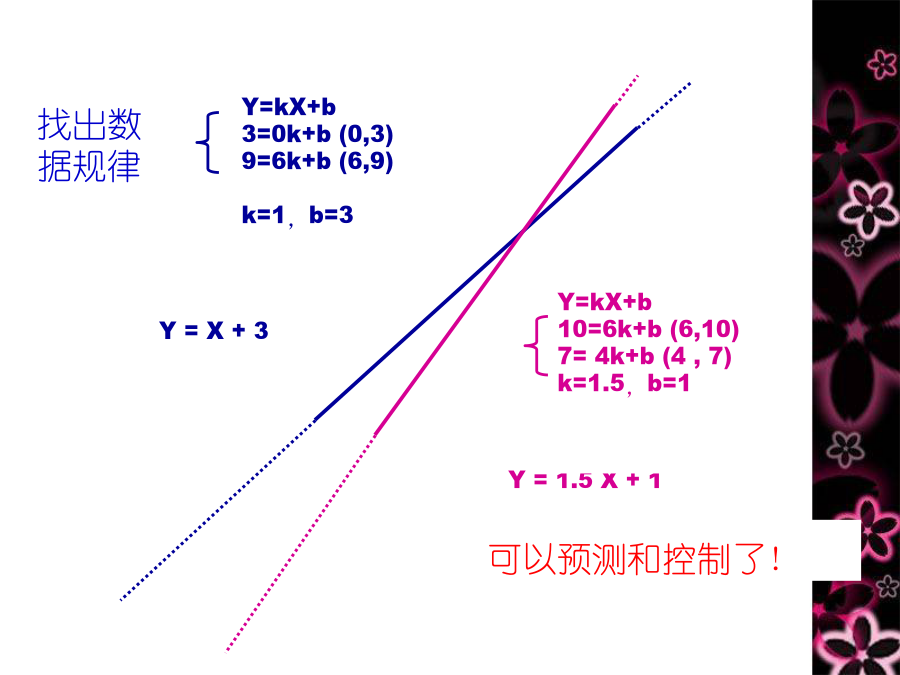
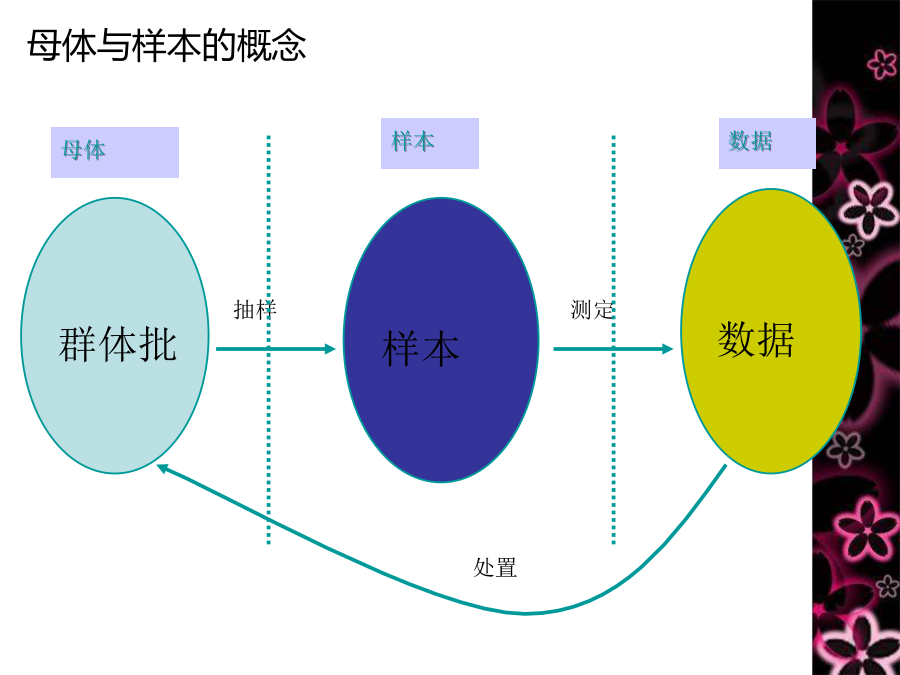
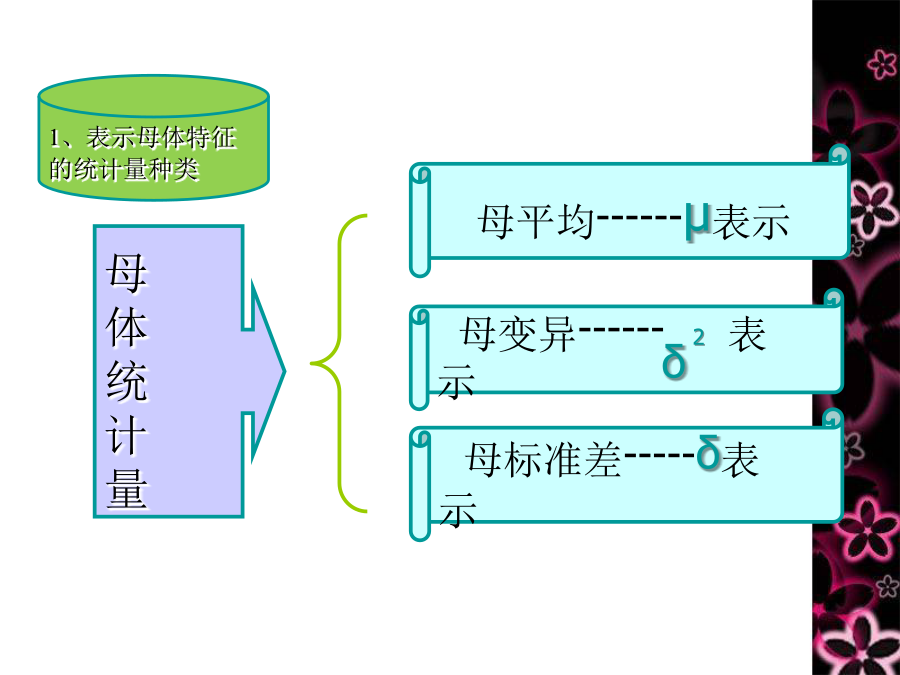
1课程主要内容有一组数据描点作图数据有问题?整理一下数据找出数据规律相关统计知识介绍母体与样本的概念1、表示母体特征的统计量种类样本统计量R统计特性值分类统计特性值分类统计特性值分类二项分布(BinomialDistribution)定义:二项分布的概率分布函数为:常态分布(NormalDistribution)常态分布的图形任何常态分配皆可转为标准常态分配转换后的机率运算也可对应原分配泊松分布(PoissonDistribution)统计过程控制的基本概念品质管理核心内容SPC:StatisticalP

五大工具之——SPC-培训教材.ppt
1课程主要内容有一组数据描点作图数据有问题?整理一下数据找出数据规律相关统计知识介绍母体与样本的概念1、表示母体特征的统计量种类样本统计量R统计特性值分类统计特性值分类统计特性值分类二项分布(BinomialDistribution)定义:二项分布的概率分布函数为:常态分布(NormalDistribution)常态分布的图形任何常态分配皆可转为标准常态分配转换后的机率运算也可对应原分配泊松分布(PoissonDistribution)统计过程控制的基本概念品质管理核心内容SPC:StatisticalP

五大工具之—SPC-培训教材.ppt
品保部:JesenQin课程主要内容有一组数据描点作图数据有问题?整理一下数据找出数据规律相关统计知识介绍母体与样本的概念1、表示母体特征的统计量种类样本统计量R统计特性值分类统计特性值分类统计特性值分类二项分布(BinomialDistribution)定义:二项分布的概率分布函数为:常态分布(NormalDistribution)常态分布的图形任何常态分配皆可转为标准常态分配转换后的机率运算也可对应原分配泊松分布(PoissonDistribution)统计过程控制的基本概念品质管理核心内容SPC:S

TUV五大工具之SPC.ppt
SPC导出有反馈的过程控制系统模型过程的状态的衡量过程控制:操作员培训、变换材料设备修理人员沟通改变车间温度、湿度输出控制:返修、返工、特采退步放行、降级、报废变差及其产生原因1)产品的特性具有变异性;没有两件产品是完全相同的任何过程都存在许多引起变差的原因机加工轴直径的变差源?哪些是长期影响,哪些是短期影响?2)产品质量的变异具有统计规律性;利用统计技术来进行正确的推定和预测;根据推定和预测采取正确的行动;----------真正实现预防性管理过程变差:分布可以通过以下因素来加以区分标准差(Standa

TUV五大工具之SPC0.ppt
SPC导出有反馈的过程控制系统模型过程的状态的衡量过程控制:操作员培训、变换材料设备修理人员沟通改变车间温度、湿度输出控制:返修、返工、特采退步放行、降级、报废变差及其产生原因1)产品的特性具有变异性;没有两件产品是完全相同的任何过程都存在许多引起变差的原因机加工轴直径的变差源?哪些是长期影响,哪些是短期影响?2)产品质量的变异具有统计规律性;利用统计技术来进行正确的推定和预测;根据推定和预测采取正确的行动;----------真正实现预防性管理过程变差:分布可以通过以下因素来加以区分标准差(Standa