
GH909的窄间隙激光-熔化极气体保护焊复合焊接工艺研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

GH909的窄间隙激光-熔化极气体保护焊复合焊接工艺研究.docx
GH909的窄间隙激光-熔化极气体保护焊复合焊接工艺研究GH909的窄间隙激光-熔化极气体保护焊复合焊接工艺研究随着新材料、新技术的不断涌现,焊接技术也在不断发展。GH909钢是一种高强度、高韧性、耐蚀的金属材料,其在航空航天、军工等领域有着广泛的应用。在焊接GH909钢时,需要采用高精度、高效率的焊接工艺,以确保焊接质量和生产效率。本论文将介绍一种新型的焊接工艺——窄间隙激光-熔化极气体保护焊复合焊接工艺,该工艺能够有效提高焊接质量和生产效率。一、窄间隙激光焊接技术窄间隙激光焊接技术是一种先进的高能量密

窄间隙熔化极气体保护立焊焊缝跟踪方法.pdf
窄间隙熔化极气体保护立焊焊缝跟踪方法,属于智能焊接技术领域,本发明为解决现有机械触针式传感器易受热变形且无法避免坡口侧壁粘附金属颗粒造成的干扰,激光视觉传感器因几何尺寸和景深受限无法伸入坡口内部检测大厚板或壁构件根部间隙的问题。本发明获取坡口左侧、右侧、中心焊炬停留位置处的初始电流均值作为焊缝跟踪的基准数据,在新的焊接周期开启焊缝跟踪,PLC在焊接稳定后获取焊炬位置,当焊炬在坡口左侧停留结束时,获取实时焊接电流,依据判别的焊接模式,获取电流均值,去除特异点后与基准数据比较,对焊炬高度和焊炬水平分别进行跟踪
一种横位窄间隙熔化极气体保护焊用自动焊接装置.pdf
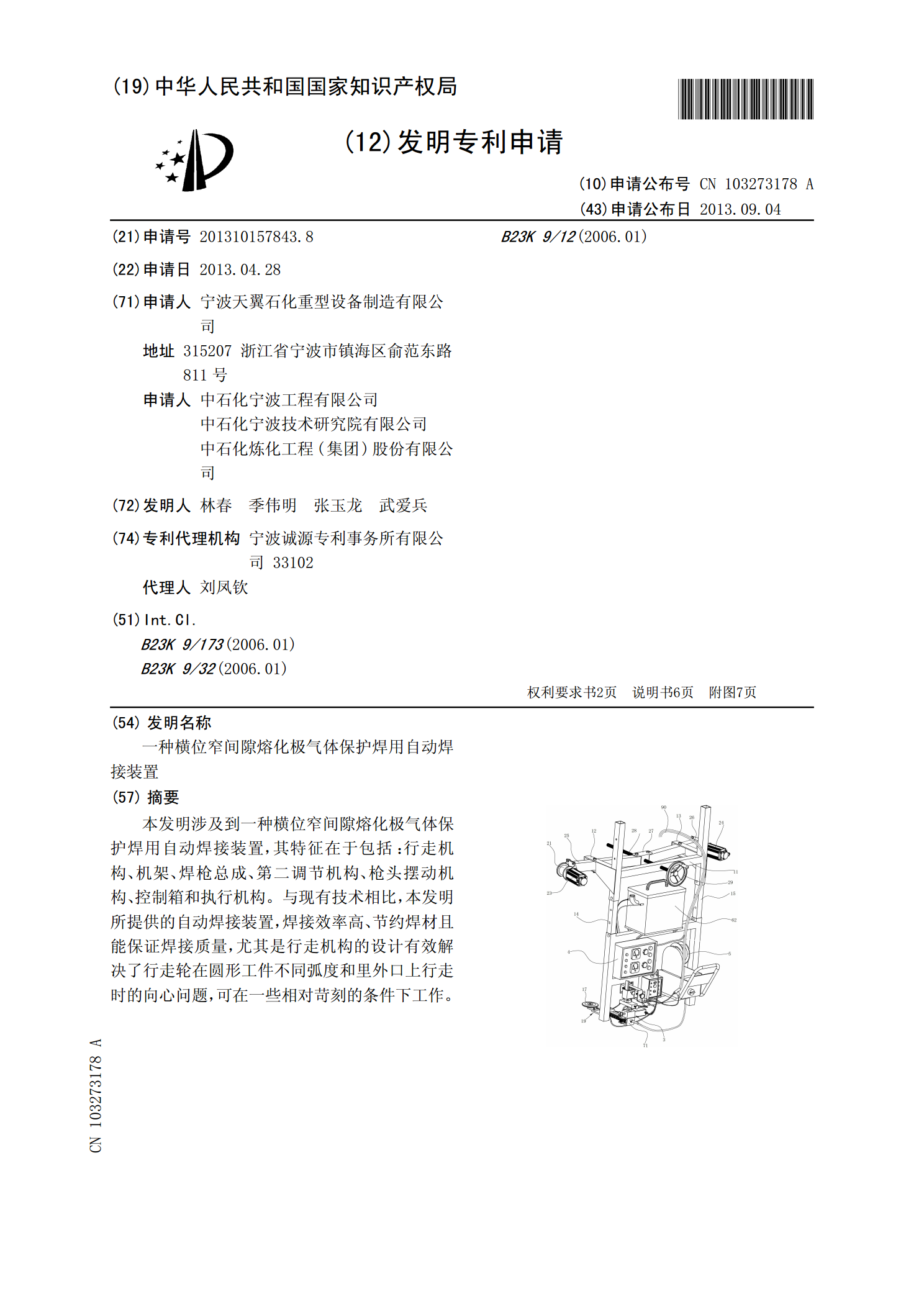
本发明涉及到一种横位窄间隙熔化极气体保护焊用自动焊接装置,其特征在于包括:行走机构、机架、焊枪总成、第二调节机构、枪头摆动机构、控制箱和执行机构。与现有技术相比,本发明所提供的自动焊接装置,焊接效率高、节约焊材且能保证焊接质量,尤其是行走机构的设计有效解决了行走轮在圆形工件不同弧度和里外口上行走时的向心问题,可在一些相对苛刻的条件下工作。

3焊接工艺_熔化极气体保护焊.ppt
第三章熔化极气体保护焊—吴新华第一节慨述熔化极气体保护焊的分类及特点第二节熔化极惰性气体保护焊二、MIG焊的特点MIG焊的特点三、MIG焊的应用焊缝正反面对比欧宝Tigra轿车的活动顶棚支架MIG焊设备1、焊接电源2、送丝机构5、供气、供水系统1、供气系统:气瓶、减压流量计、电磁气阀等MIG焊所用的Ar气瓶涂色为灰色,减压流量计要用Ar气专用的。2、水冷系统:用于大电流(150A)/自动焊枪熔化极惰性气体保护焊工艺4“亚射流”过渡:是一种兼有射流过渡和短路过渡特点的特殊的熔滴过渡形式。亚射流过渡的获得:增

3焊接工艺_熔化极气体保护焊.ppt
第三章熔化极气体保护焊—吴新华第一节慨述熔化极气体保护焊的分类及特点第二节熔化极惰性气体保护焊二、MIG焊的特点MIG焊的特点三、MIG焊的应用焊缝正反面对比欧宝Tigra轿车的活动顶棚支架MIG焊设备1、焊接电源2、送丝机构5、供气、供水系统1、供气系统:气瓶、减压流量计、电磁气阀等MIG焊所用的Ar气瓶涂色为灰色减压流量计要用Ar气专用的。2、水冷系统:用于大电流(150A)/自动焊枪熔化极惰性气体保护焊工艺4