
3焊接工艺_熔化极气体保护焊.ppt

玄静****写意


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共75页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

3焊接工艺_熔化极气体保护焊.ppt
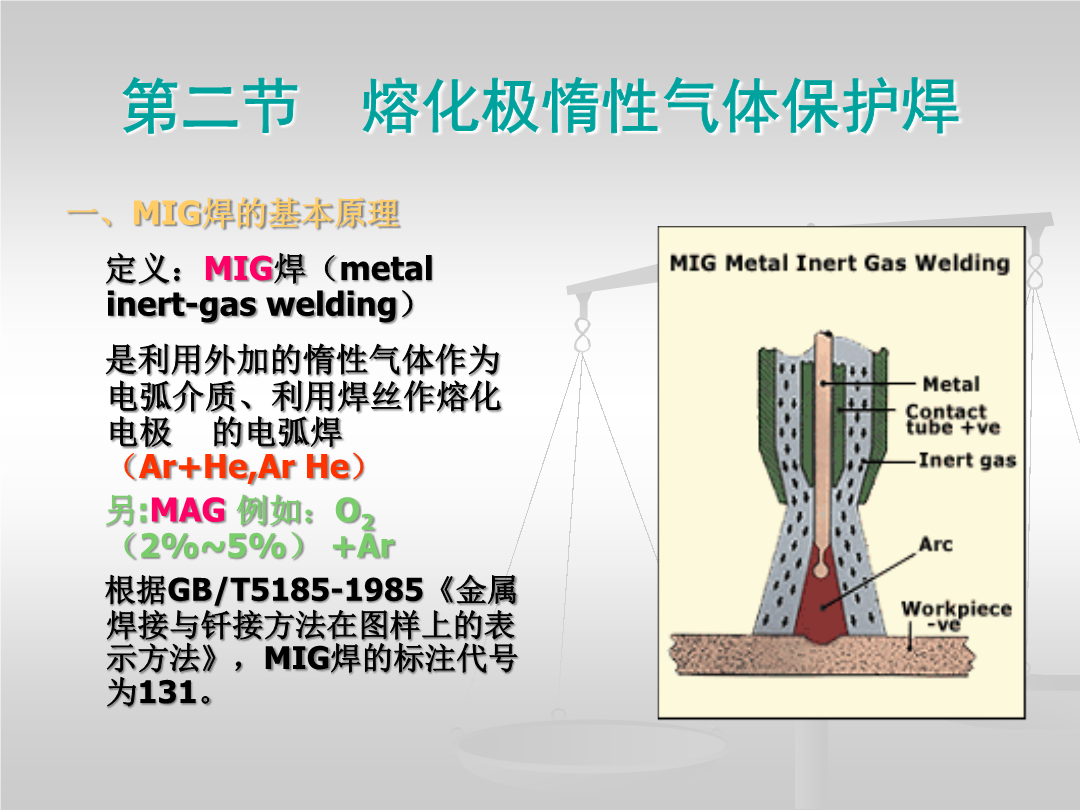
第三章熔化极气体保护焊—吴新华第一节慨述熔化极气体保护焊的分类及特点第二节熔化极惰性气体保护焊二、MIG焊的特点MIG焊的特点三、MIG焊的应用焊缝正反面对比欧宝Tigra轿车的活动顶棚支架MIG焊设备1、焊接电源2、送丝机构5、供气、供水系统1、供气系统:气瓶、减压流量计、电磁气阀等MIG焊所用的Ar气瓶涂色为灰色减压流量计要用Ar气专用的。2、水冷系统:用于大电流(150A)/自动焊枪熔化极惰性气体保护焊工艺4

焊接工艺—熔化极气体保护焊ppt课件.ppt
第三章熔化极气体保护焊—吴新华第一节慨述熔化极气体保护焊的分类及特点第二节熔化极惰性气体保护焊三、MIG焊的应用焊缝正反面对比欧宝Tigra轿车的活动顶棚支架MIG焊设备1、焊接电源2、送丝机构5、供气、供水系统1、供气系统:气瓶、减压流量计、电磁气阀等MIG焊所用的Ar气瓶涂色为灰色,减压流量计要用Ar气专用的。2、水冷系统:用于大电流(150A)/自动焊枪熔化极惰性气体保护焊工艺4“亚射流”过渡:是一种兼有射流过渡和短路过渡特点的特殊的熔滴过渡形式。亚射流过渡的获得:增加焊接I到大于射流过渡的临界I后

熔化极气体保护焊典型焊接缺陷.ppt
典型焊接缺陷形成原因及防止措施气体保护焊常见焊接缺陷及防止措施焊缝金属裂纹夹渣气孔咬边未熔合未焊透熔透过大蛇形焊道飞溅9、裂纹分冷裂纹和热裂纹,冷裂纹是在200℃以下较低温度形成,热裂纹是在结晶温度附近较高温度下形成。硫印裂纹为热裂纹,氢致裂纹为冷裂纹,收弧不良时产生火口热裂纹。冷裂纹形成原因与接头内的应力、材料含氢量、材料的硬化组织等有关。底层焊道的根部裂纹、热影响区的焊趾裂纹和焊道下裂纹是典型的冷裂纹。防止冷裂纹主要措施是降低母材坡口及焊丝带来的油、锈及气体中水分。焊接区的预热和保温可有效防止裂纹。裂

熔化极气体保护焊典型焊接缺陷.ppt
典型焊接缺陷形成原因及防止措施气体保护焊常见焊接缺陷及防止措施焊缝金属裂纹夹渣气孔咬边未熔合未焊透熔透过大蛇形焊道飞溅9、裂纹分冷裂纹和热裂纹,冷裂纹是在200℃以下较低温度形成,热裂纹是在结晶温度附近较高温度下形成。硫印裂纹为热裂纹,氢致裂纹为冷裂纹,收弧不良时产生火口热裂纹。冷裂纹形成原因与接头内的应力、材料含氢量、材料的硬化组织等有关。底层焊道的根部裂纹、热影响区的焊趾裂纹和焊道下裂纹是典型的冷裂纹。防止冷裂纹主要措施是降低母材坡口及焊丝带来的油、锈及气体中水分。焊接区的预热和保温可有效防止裂纹。裂

07MnCrMoVR钢熔化极气体保护焊焊接工艺.docx
07MnCrMoVR钢熔化极气体保护焊焊接工艺07MnCrMoVR钢是一种高强度、高耐热性钢材,广泛应用于各种重型设备的制造和建造。熔化极气体保护焊是一种重要的焊接工艺方法,可以保证焊接接头的质量和可靠性。本文将介绍07MnCrMoVR钢熔化极气体保护焊的工艺参数、焊接性能以及应用前景。一、工艺参数1.焊接设备:焊接设备需要具备恰当的焊接能力和稳定性。常用的设备有MIG/MAG自动焊接机和手动电弧焊机。自动焊接机适用于大型焊接工件,手动电弧焊机适用于小型焊接工件。2.电极直径:熔化极直径影响了焊接能量和焊