
风电塔筒门框焊接应力变形分析.pptx

快乐****蜜蜂

1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

风电塔筒门框焊接应力变形分析.pptx
添加副标题目录PART01焊接应力的产生焊接变形的产生焊接应力变形对风电塔筒的影响PART02焊接应力产生原因焊接应力分布规律焊接应力对结构性能的影响PART03焊接变形类型及特点焊接变形产生原因焊接变形对结构性能的影响PART04工艺优化措施焊接顺序和方向优化反变形法应用刚性固定法应用PART05检测方法及选用原则焊接应力检测技术焊接变形检测技术检测结果评估及处理措施PART06焊接应力变形机理研究进展新型焊接方法在风电塔筒门框中的应用前景提高风电塔筒门框结构性能的措施研究感谢您的观看

风电塔筒法兰焊接变形控制的工艺措施.docx
风电塔筒法兰焊接变形控制的工艺措施在风电塔筒法兰焊接过程中,由于焊接过程中产生的热应力和残余应力,常导致焊接变形的产生。这会对风电塔的结构稳定性和工作性能产生负面影响。因此,为了控制变形并保证焊接质量,需要采取一系列的工艺措施。本文将从材料选择、焊接工艺参数的确定、焊接设备的优化以及焊后热处理等方面,探讨风电塔筒法兰焊接变形控制的工艺措施。首先,材料的选择对焊接变形的控制至关重要。在风电塔法兰焊接中,常采用高强度钢材作为焊接材料,以满足塔体的强度要求。然而,高强度钢材焊接过程中容易产生较大的收缩应力,从而
风电塔筒制造用门框孔切割专机.pdf
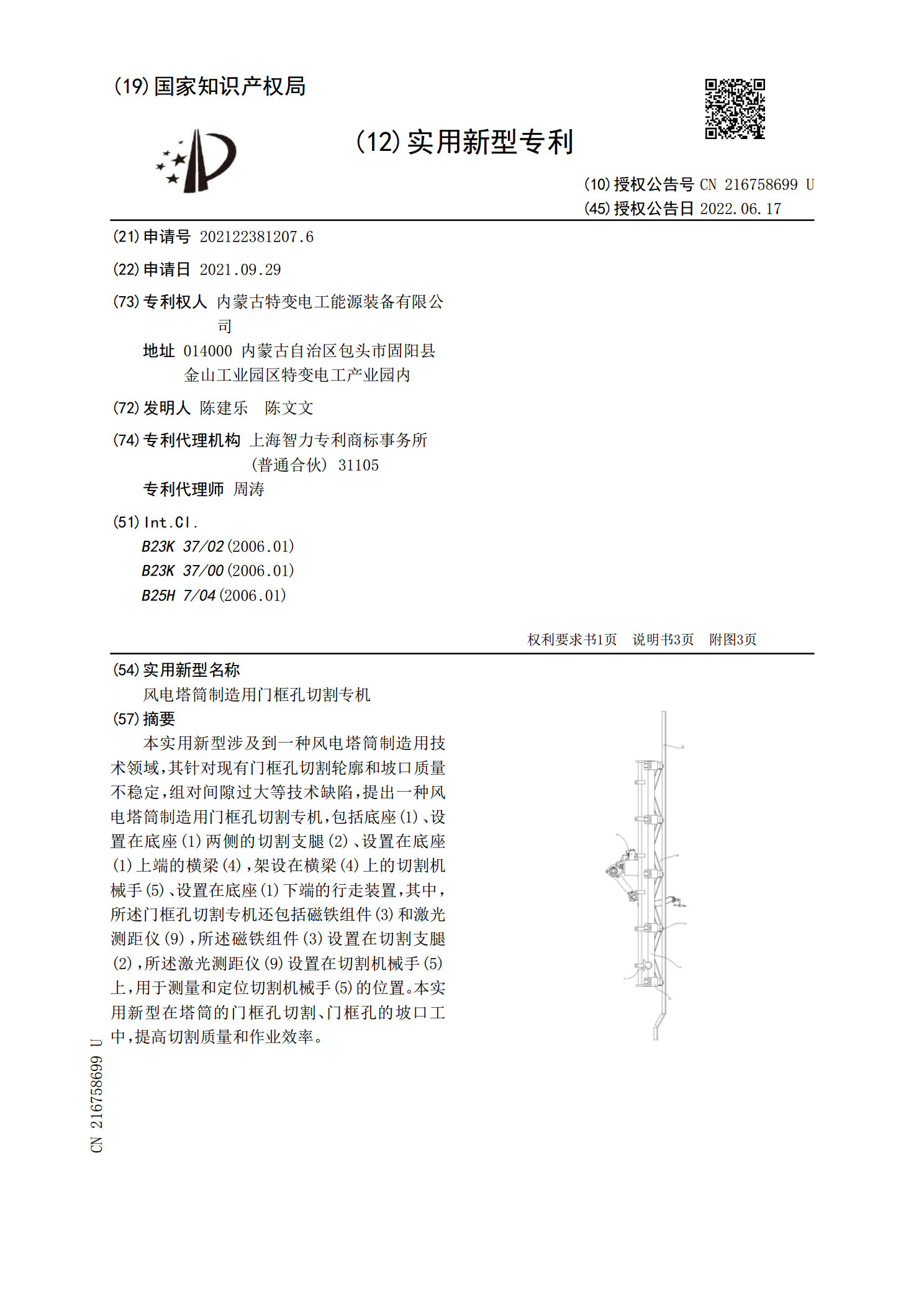
本实用新型涉及到一种风电塔筒制造用技术领域,其针对现有门框孔切割轮廓和坡口质量不稳定,组对间隙过大等技术缺陷,提出一种风电塔筒制造用门框孔切割专机,包括底座(1)、设置在底座(1)两侧的切割支腿(2)、设置在底座(1)上端的横梁(4),架设在横梁(4)上的切割机械手(5)、设置在底座(1)下端的行走装置,其中,所述门框孔切割专机还包括磁铁组件(3)和激光测距仪(9),所述磁铁组件(3)设置在切割支腿(2),所述激光测距仪(9)设置在切割机械手(5)上,用于测量和定位切割机械手(5)的位置。本实用新型在塔筒
风电塔筒制造用门框孔切割专机.pdf
本实用新型涉及到一种风电塔筒制造用技术领域,其针对现有门框孔切割轮廓和坡口质量不稳定,组对间隙过大等技术缺陷,提出一种风电塔筒制造用门框孔切割专机,包括底座(1)、设置在底座(1)两侧的切割支腿(2)、设置在底座(1)上端的横梁(4),架设在横梁(4)上的切割机械手(5)、设置在底座(1)下端的行走装置,其中,所述门框孔切割专机还包括磁铁组件(3)和激光测距仪(9),所述磁铁组件(3)设置在切割支腿(2),所述激光测距仪(9)设置在切割机械手(5)上,用于测量和定位切割机械手(5)的位置。本实用新型在塔筒
一种用于焊接风电塔筒门框的操作平台.pdf
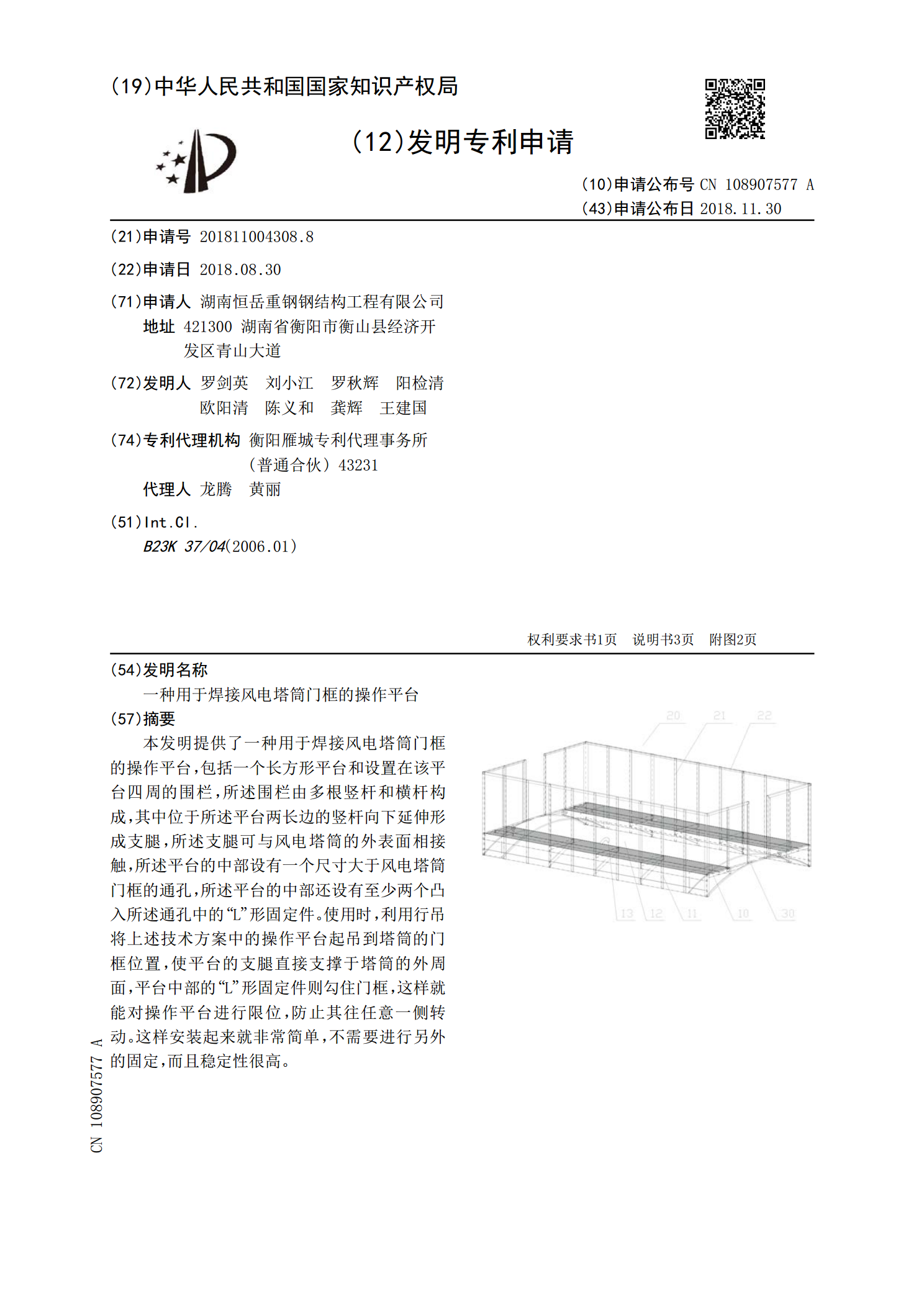
本发明提供了一种用于焊接风电塔筒门框的操作平台,包括一个长方形平台和设置在该平台四周的围栏,所述围栏由多根竖杆和横杆构成,其中位于所述平台两长边的竖杆向下延伸形成支腿,所述支腿可与风电塔筒的外表面相接触,所述平台的中部设有一个尺寸大于风电塔筒门框的通孔,所述平台的中部还设有至少两个凸入所述通孔中的“L”形固定件。使用时,利用行吊将上述技术方案中的操作平台起吊到塔筒的门框位置,使平台的支腿直接支撑于塔筒的外周面,平台中部的“L”形固定件则勾住门框,这样就能对操作平台进行限位,防止其往任意一侧转动。这样安装起