
风电塔筒焊接工艺的改进措施.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风电塔筒焊接工艺的改进措施.docx
风电塔筒焊接工艺的改进措施随着能源的需求日益增长,风电作为一种清洁、可再生的能源形式受到了越来越多的关注。在风电场中,风电塔筒作为风力发电机组的主要支撑结构之一,长期处于极端环境下,其质量和可靠性对风力发电机组的正常运转和安全性都非常重要。而焊接是风电塔筒制造过程中不可或缺的步骤,焊接质量对于风电塔筒的承载能力和稳定性具有重要影响。因此,为了提高风电塔筒的质量和可靠性,必须不断改进焊接工艺。首先,在焊接前需要进行严格的焊接前准备工作,包括对焊接材料和设备的选择、清理和调试,其目的是为了保证焊接质量和焊接工

风电塔筒法兰焊接变形控制的工艺措施.docx
风电塔筒法兰焊接变形控制的工艺措施在风电塔筒法兰焊接过程中,由于焊接过程中产生的热应力和残余应力,常导致焊接变形的产生。这会对风电塔的结构稳定性和工作性能产生负面影响。因此,为了控制变形并保证焊接质量,需要采取一系列的工艺措施。本文将从材料选择、焊接工艺参数的确定、焊接设备的优化以及焊后热处理等方面,探讨风电塔筒法兰焊接变形控制的工艺措施。首先,材料的选择对焊接变形的控制至关重要。在风电塔法兰焊接中,常采用高强度钢材作为焊接材料,以满足塔体的强度要求。然而,高强度钢材焊接过程中容易产生较大的收缩应力,从而
风电塔筒、风电塔筒的基础及其施工工艺.pdf
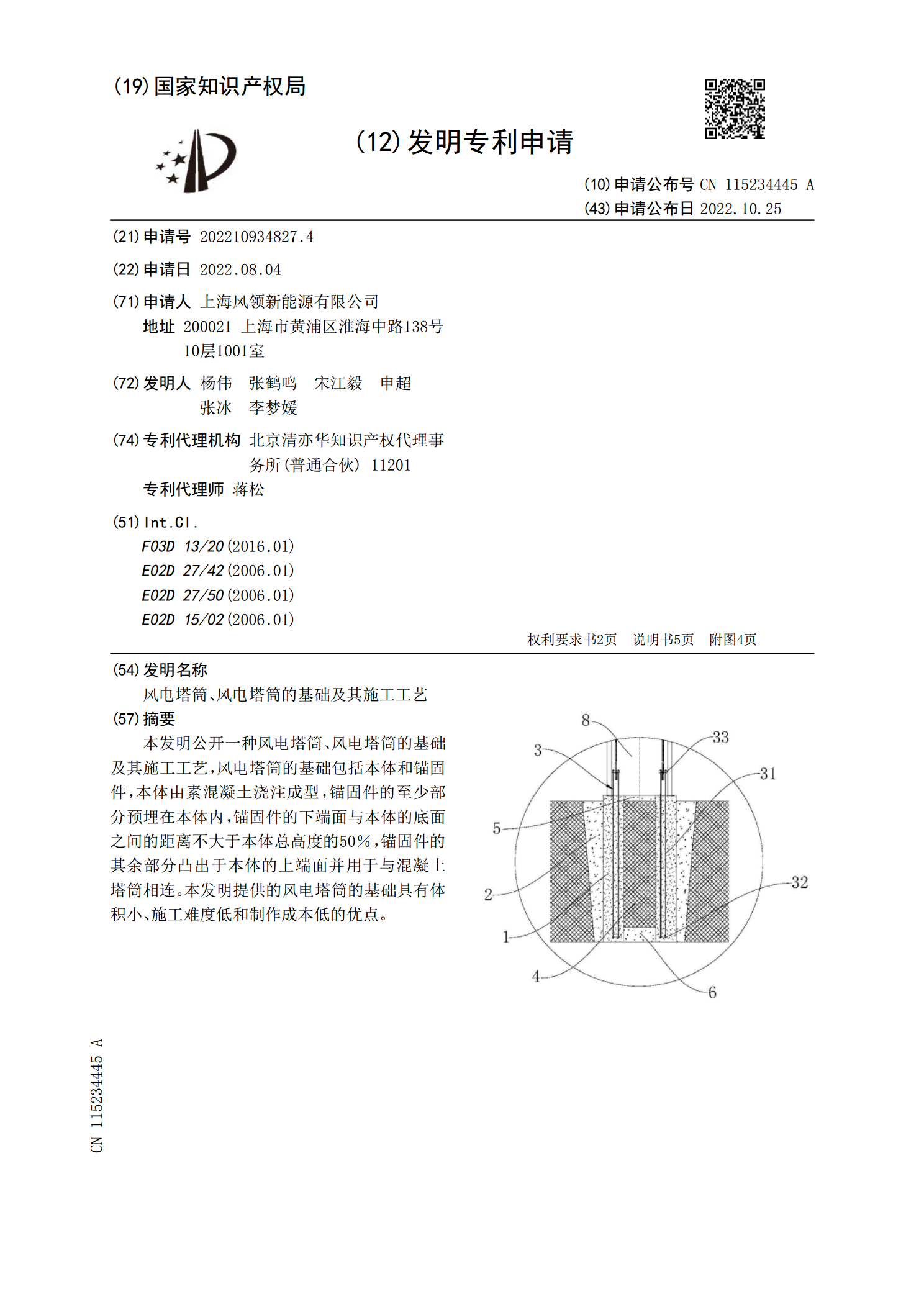
本发明公开一种风电塔筒、风电塔筒的基础及其施工工艺,风电塔筒的基础包括本体和锚固件,本体由素混凝土浇注成型,锚固件的至少部分预埋在本体内,锚固件的下端面与本体的底面之间的距离不大于本体总高度的50%,锚固件的其余部分凸出于本体的上端面并用于与混凝土塔筒相连。本发明提供的风电塔筒的基础具有体积小、施工难度低和制作成本低的优点。

风电塔筒制造工艺.doc
目录塔筒制造工艺流程图制造工艺塔架防腐吊装运输一、塔架制造工艺流程图(一)基础段工艺流程图1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。3.基

风电塔筒制造工艺.doc
目录塔筒制造工艺流程图制造工艺塔架防腐吊装运输一、塔架制造工艺流程图(一)基础段工艺流程图1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。3.基